Информация о геометрических параметров резца. Таблица 8.2 [4,с. 144] или ПРИЛОЖЕНИЕ
Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972
Корректировка по паспорту станка [3,с.422]
Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972
Режимы резания металлов. Справочник./Под ред. Ю.В. Барановского.- М.: Машиностроение,1972, с.426
Проверка возможности резания
Режимы резания металлов. Справочник. / Под ред. Ю.В.Барановского. - М.:Машиностроение,1972, с.132..138
Шлифование металлов./Под ред. Л.М. Кожуро. - Мн.: ДизайнПРО,2000, с.268..292
Навигация
Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972
Методика расчётов режимов резания
79027
знаков
38
таблиц
0
изображений
2. Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972.
3. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990, с.423.
Время на выполнение работы: 2 часа.
Краткие теоретические сведения:
Фрезерование — один из самых распространенных методов обработки плоских и фасонных поверхностей, которое осуществляется фрезой -- многолезвийным инструментом на периферии которого или на торце расположены режущие элементы—зубья фрезы. Каждый зуб фрезы можно рассматривать как резец с присущими ему геометрическими и конструктивными параметрами: углами, поверхностями, плоскостями.
Особенностью фрезерования является прерывистость в отличие от формообразования поверхностей на токарных, сверлильных и некоторых других станках, где режущие кромки находятся в контакте с обрабатываемой поверхностью до окончания резания.
Наиболее распространенным является цилиндрическое и торцовое фрезерование. При цилиндрическом фрезеровании срезание припуска производится режущими элементами фрезы, расположенными по образующей тела вращения, и зуб фрезы снимает слой металла переменной толщины.
При торцовом фрезеровании лезвийным инструментом с торцовыми зубьями зуб фрезы снимает слой металла практически постоянной толщины.
Различают встречное и попутное фрезерование.
При встречном фрезеровании фреза и заготовка движутся навстречу друг другу. Нагрузка на каждый зуб фрезы увеличивается постепенно, т.к. толщина срезаемого слоя изменяется от нуля при входе зуба до максимума перед выходом зуба.
При попутном фрезеровании движения фрезы и заготовки совпадают. Вертикальная составляющая силы резания стремится прижать заготовку к столу. Это способствует отсутствию вибрации, более равномерному снятию припуска. Но при попутном фрезеровании существует «подрыв» заготовки. По этому попутное фрезерование применяется очень редко.
ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОЙ РАБОТЫ
1. Исходные данные
2. Выбор типа фрезы:
2.1. Выбор материала РЧ. Таблица 2…3 [1, с.115..118].
2.2. Выбор конструкции фрезы, (смотри схемы фрезерования) [1, с.281..282].
Диаметр торцовой фрезы:
![]()
В – ширина фрезерования, мм.
2.2.1. Корректировка диаметра торцовой фрезы. Таблица 91..96,100 [1, с.187].
Шпоночные фрезы. Таблица 73..76 [1, с.177].
Концевые фрезы. Таблица 65..72 [1, с.174..176].
Дисковые пазовые фрезы. Таблица 80..83 [1, с.180].
Дисковые 3-х сторонние фрезы. Таблица 84..85 [1, с.182].
Цилиндрические фрезы [6, с.380].
3. Определение режима резания:
3.1. Определение геометрических элементов фрезы (смотри ПРИЛОЖЕНИЕ)
3.2. Характеристика фрезы в соответствии с классификацией.
3.3. Глубина резания.
При снятии припуска за 1 проход:![]()
3.4. Назначение подачи:
при черновом фрезеровании: Sz (определяется). Таблица 33..36 [1, c.283..285].
при чистовом фрезеровании дано значение подачи на оборот. Таблица 37..38 [1, c.285..286], тогда
![]()
3.4.1. Поправочные коэффициенты смотри под соответствующими таблицами.
![]()
3.5. Назначение периода стойкости фрезы. Таблица 40 [1, c.290] или [2, с.87]
3.6. Определение скорости:
![]()
3.6.1. Значение коэффициента Сv и показателей степеней m, x, y, q, u, p смотри в таблице 39 [1, c.286..290].
3.6.2. Поправочный коэффициент Кv:
![]()
Kmv—Таблица 1..4 [1, c.261..263];
Kpv—Таблица 5 [1, c.263];
Kuv—Таблица 6 [1, c.263].
3.7. Частота вращения шпинделя:
![]()
3.8. Корректировка частоты вращения шпинделя по паспорту станка.
3.9. Определение действительной скорости резания:
![]()
3.10. Определение скорости подачи:
![]()
3.10.1. Корректировка Vsд по паспорту станка.
3.10.2. Уточнение подачи на зуб:
![]()
3.11. Определение главной составляющей силы резания:
![]()
Значение коэффициента Ср и показателей степеней. Таблица 41 [1, c.291..292]. Свести в таблицу.
| Ср | х | Y | N | q | w |
3.11.1. Поправочный коэффициент Кмр:
Кмр—для сталей и чугуна. Таблица 9 [1, с.264];
Kмр—для цветных металлов. Таблица 10 [1, c.265].
3.11.2. Определение крутящего момента:
![]()
4. Определение мощности, затрачиваемой на резание:
![]()
4.1. Проверка по мощности:
![]()
![]()
4.2. Определение основного (машинного) времени:
![]()
4.2.1. Определение длины рабочего хода:
![]()
y-величина врезания.
![]() -- величина перебега. [2, c.301..302].
-- величина перебега. [2, c.301..302].
5. Результаты расчетов сводим в таблицу.
ПРАКТИЧЕСКАЯ РАБОТА № 15
Назначение режимов резания при фрезеровании. Табличный метод
Цель работы: научиться рассчитывать режимы резания по таблицам нормативов.
Оборудование и материалы: справочная и методическая литература, инженерные калькуляторы, паспортные данные станков.
Литература: 1. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1986, с.115..182.
2. Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972, с.81..103, 301..302.
3. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990, с.423.
4. Справочник инструментальщика./Под ред. Малова. - М.: Машиностроение,19.
Время на выполнение работы: 2 часа.
Краткие теоретические сведения:
Фрезерование является одним из высокопроизводительных методов обработки плоских и фасонных поверхностей. Фрезерование производиться фрезой – многолезвийным инструментом, на периферии которого или на торце располагаются режущие элементы – зубья фрезы. Каждый зуб фрезы можно рассматривать как резец с присущими ему конструктивными и геометрическими параметрами: поверхности, плоскости, режущие кромки, углы ![]()
Особенностью фрезерования является прерывистость.
Наиболее распространенными являются цилиндрическое и торцовое фрезерование. При цилиндрическом фрезеровании срезание припуска производится режущими элементами фрезы, расположенными по образующей тела вращения, и зуб фрезы снимает слой металла переменной толщины.
При торцовом фрезеровании лезвийным инструментом с торцовыми зубьями зуб фрезы снимает слой металла практически постоянной толщины.
Различают встречное и попутное фрезерование.
Фрезерование при котором фреза и заготовка движутся навстречу друг другу называют встречным. Это есть наиболее распространенный способ, характеризующийся тем, что нагрузка на каждый зуб фрезы увеличивается постепенно, т.к. толщина срезаемого слоя изменяется от нуля при входе зуба до максимума на выходе зуба.
При попутном фрезеровании фреза и заготовка движутся в одном направлении. Вертикальная составляющая силы резания прижимает заготовку к столу – это способствует отсутствию вибраций, более равномерному снятию припуска. Зуб фрезы подвергается наибольшей нагрузке. Несмотря на лучшие условия снятия припуска, существует опасность захвата (или «подрыва») заготовки.
ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОЙ РАБОТЫ
1. Исходные данные:
2. Выбор типа фрезы:
2.1. Выбор материала РЧ. Таблица 2…3 [1,с.115..118].
2.2. Выбор конструкции фрезы, смотри схемы фрезерования [1, с.281..282].
Диаметр торцовой фрезы:
![]()
В-ширина фрезерования; мм.
2.2.1. Корректировка диаметра торцовой фрезы. Таблица 91..96, 100 [1, с.187].
Шпоночные фрезы, Таблица 73..76 [1, с.177].
Концевые фрезы. Таблица 65..72 [1,с. 174..176].
Дисковые пазовые фрезы. Таблица 80..83 [1, с.180].
Дисковые 3-хсторонние фрезы. Таблица 84..85 [1, с.182].
Цилиндрические фрезы [6, с.325], Таблица 9.9 [4, с.342], Таблица 9.8 [4, с.348]
2.3. Определение геометрических элементов фрезы (смотри конспект) [4, с.347..350].
3.Определение режима резания:
3.1. Глубина резания.
При снятии припуска за проход t = h, мм
Ширина фрезерования В. Смотри эскиз обработки детали.
3.2. Определение подачи на зуб. Карта Ф-2 [2, с.83..86].
Ks – смотри под соответствующими таблицами.
![]()
3.3. Назначение периода стойкости фрезы. Карта Ф-3 [2, с.87].
3.4. Определение скорости главного движения:
![]()
Для чугуна: Карта Ф-4 [2, с.88..101];
Для стали: Карта Ф-2 [2, с.96..99];
Для алюминия: Карта Ф-2 [2,с.101].
3.5. Определение частоты вращения шпинделя:
3.6. Корректировка пд по паспорту станка.
3.7. Действительная скорость главного движения:
![]()
3.8. Определение скорости подачи:
![]()
3.9. Корректировка Vsд по паспорту станка.
3.10. Определение мощности резания. Карта Ф-5 [2, c.101..103].
3.10.1. Проверка по мощности станка:
![]()
![]()
4. Определение основного (машинного) времени:
![]()
4.1. Определение длины рабочего хода:
![]()
y-величина врезания. ![]() - величина перебега. [2, c.301..302].
- величина перебега. [2, c.301..302].
ПРАКТИЧЕСКАЯ РАБОТА № 17
Расчет режимов резания при зубонарезании
Цель работы: научиться рассчитывать режимы резания при зубонарезании.
Оборудование и материалы: справочная и методическая литература, инженерные калькуляторы.
Литература: 1. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1986, с.115..293.
Похожие работы
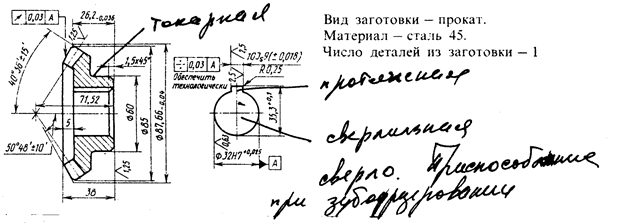
... Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование ...
... 320 мм ; Степень точности 6 Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование - токарно - винторезный станок 1М ...

... , разработки переходов, выбор оборудования и инструментов, определение режима резания и т.д. Цель разработки технологического процесса - выбор наиболее эффективных методов и средств изготовления детали. Деталь: Коническое зубчатое колесо Изготовлено из стали Ст 45 (ГОСТ 1050-74) s в 610 Мпа 200 НВ Так как одной из характеристик данного производства является малый объём выпуска ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...
0 комментариев