Информация о геометрических параметров резца. Таблица 8.2 [4,с. 144] или ПРИЛОЖЕНИЕ
Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972
Корректировка по паспорту станка [3,с.422]
Режимы резания металлов. Справочник./Под ред. Ю.В.Барановского. - М.:Машиностроение,1972
Режимы резания металлов. Справочник./Под ред. Ю.В. Барановского.- М.: Машиностроение,1972, с.426
Проверка возможности резания
Режимы резания металлов. Справочник. / Под ред. Ю.В.Барановского. - М.:Машиностроение,1972, с.132..138
Шлифование металлов./Под ред. Л.М. Кожуро. - Мн.: ДизайнПРО,2000, с.268..292
Навигация
Шлифование металлов./Под ред. Л.М. Кожуро. - Мн.: ДизайнПРО,2000, с.268..292
Методика расчётов режимов резания
79027
знаков
38
таблиц
0
изображений
2. Шлифование металлов./Под ред. Л.М. Кожуро. - Мн.: ДизайнПРО,2000, с.268..292.
Время на выполнение работы: 2 часа.
Краткие теоретические сведения:
Шлифование является одним из производительных методов обработки различных поверхностей. Обработка осуществляется абразивным инструментом (АИ), абразивные зерна которых являются режущими элементами. Абразивные зерна в АИ закреплены связующим компонентом—связкой с обязательным наличием пор. Особенностью шлифования является одновременное микрорезание несколькими зернами, каждое из которых имеет два-три режущих лезвия и более, у каждого режущего лезвия свои угловые параметры ![]() Абразивные зерна находятся на различной высоте.
Абразивные зерна находятся на различной высоте.
Схемы шлифования:
- наружное круглое шлифование в центрах (глубинное, врезное, шлифование двух взаимно перпендикулярных поверхностей);
-плоское шлифование периферией и торцом круга;
-внутреннее шлифование;
-внутреннее шлифование с планетарной подачей;
-бесцентровое шлифование;
-профильное шлифование.
Различают два вида шлифования: обычное (Vкр=35м/с) и скоростное (Vкр=50м/с).
ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОЙ РАБОТЫ
МЕТОДИКА ПО ВЫБОРУ ШК.
Характеристика ШК согласно ГОСТ 2424-83 включает в себя элементы:
тип круга;
основные размеры. Таблица 169..172 [1, c.252..253];
- марка абразивного материала / а/м /. Таблица 160 [1, c.242];
зернистость. Таблица 161 [1, c.245];
индекс зернистости;
твердость. [1, c.248..249];
номер структуры круга. Таблица 167 [1, c.249];
класс ШК. [1, c.250];
допустимая окружная скорость круга — это такая скорость, при которой обеспечивается безопасная работа. Различают два вида шлифования: обычное — V=35![]() , и скоростное — V=50
, и скоростное — V=50 ![]() .
.
связка. [1, c.247];
Пример обозначения ШК:
ШК ПП 400 х 40 х 305
I5A, 25Н, CI, 7, К1, А, 35 м/с
ПП - плоский прямой профиль
400 -диаметр круга
40 - ширина круга
305 – посадочный диаметр круга
I5A - ШК нормальный электрокорунд на керамической связке, класс А
25Н - для зернистости Н, содержание фракции 25%
C1 - средняя твердость
7 - номер структуры круга
KI - обычное шлифование электрокорундом на керамике
А - класс точности
35 м/с – окружная скорость.
1. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА
1.1. Исходные данные:
1.2. Определение поперечной подачи стола Sпоп,![]() . Таблица 6.33 [2, c.294].
. Таблица 6.33 [2, c.294].
1.3. Определение скорости вращения изделия Vд,![]() . Таблица 6.33 [2, c.293].
. Таблица 6.33 [2, c.293].
1.4. Определение подачи на глубину на рабочий ход Sверт,![]() . Таблица 6.33 [2, c.293].
. Таблица 6.33 [2, c.293].
1.4.1. Определение поправочных коэффициентов для подачи на глубину. Таблица 6.34 [2, c.295].
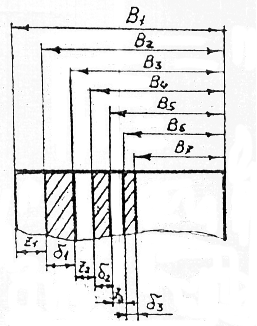
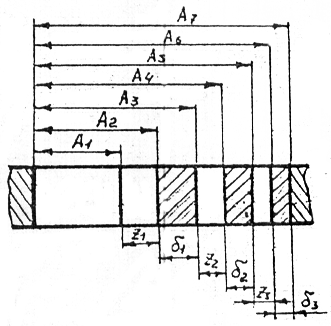
1.4.2. Определение приведенной ширины шлифования Впр, мм:
![]()
![]() --суммарная ширина шлифуемых деталей, включая просветы между деталями.
--суммарная ширина шлифуемых деталей, включая просветы между деталями.
![]() -ширина круга.
-ширина круга.
1.4.3. Определение степени заполнения стола:
![]()
![]() -суммарная площадь шлифуемых поверхностей изделий;
-суммарная площадь шлифуемых поверхностей изделий;
L-длина шлифованных изделий, мм
L=Lшл+(20..30)
Lшл — длина шлифования, включая просветы между изделиями, установленными на столе.
1.4.4. Определение рабочей подачи на глубину на рабочий ход Sверт.р.,![]() :
:
![]()
1.5. Расчет основного времени:

Z=h — припуск на обработку.
2. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМ ШЛИФОВАНИИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ
2.1. Исходные данные:
2.2. Выбор характеристики круга. Таблица 6.15 [2, с.272]
2.3. Назначение режимов резания
2.3.1 Частота вращения шлифовального круга:
Принимаем обычное шлифование со скоростью вращения ШК 35 ![]() или скоростное шлифование со скоростью 50
или скоростное шлифование со скоростью 50![]() тогда:
тогда:
![]()
![]()
2.3.2. Определение частоты вращения изделия ![]() . Таблица 6.15 [2, c.272].
. Таблица 6.15 [2, c.272].
2.3.3. Определение продольной минутной подачи, ![]() Таблица 6.15 [2, с.272]
Таблица 6.15 [2, с.272]
2.3.4 Определение поперечной подачи на ход стола, ![]() . Таблица 6.16 [2, c.273].
. Таблица 6.16 [2, c.273].
2.3.4.1. Определение поправочных коэффициентов. Таблица 6.17 [2, c.275..276].
2.3.5. Определение рабочей поперечной подачи на ход стола:
![]()
2.3.6. Определение основного времени на шлифование
![]()
2.3.7. Определение мощности затрачиваемой на шлифование.
3. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМтШЛИФОВАНИИ С ПОПЕРЕЧНОЙ ПОДАЧЕЙ (ВРЕЗАНИЕМ).
3.1. Исходные данные:
3.2.Выбор характеристики ШК. Таблица 6.11. [2, с.267].
3.3.Назначение режимов резания
3.3.1. Частота вращения круга
При принятой скорости круга V=35![]() :
:
![]()
3.3.2. Корректируем частоту вращения круга по паспорту станка
3.3.3.Определение частоты вращения изделия ![]() . Таблица 6.12 [2, c.268].
. Таблица 6.12 [2, c.268].
3.3.4. Определение минутной поперечной подачи ![]() . Таблица 6.12 [2, c.268].
. Таблица 6.12 [2, c.268].
3.3.4.1. Определение поправочных коэффициентов на поперечную подачу. Таблица 6.13 [2, c.269..270]. 3.3.4.2. Определение рабочей минутной поперечной подачи:
![]()
3.3.5. Определение основного времени на шлифование:
![]()
4. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ БЕСЦЕНТРОВОМтШЛИФОВАНИИ С ПОПЕРЕЧНОЙ ПОДАЧЕЙ (ВРЕЗАНИЕМ)
4.1.Исходные данные:
4.2.Выбор характеристик ШК Таблица 6.19 [2, с.278]
4.3.Назначение режимов резания:
4.3.1. Частота вращения круга:
![]()
4.3.2. Определение частоты вращения изделия ![]() . Таблица 6.20 [2, c.279].
. Таблица 6.20 [2, c.279].
4.3.2.1. Корректировка частоты вращения изделия по паспорту станка.
4.3.3. Определение минутной поперечной подачи ![]() . Таблица 6.20 [2, с.279].
. Таблица 6.20 [2, с.279].
4.3.4. Определение поправочных коэффициентов на рабочую подачу. Таблица 6.21 [2, c.280..281].
4.3.5. Определение рабочей минутной поперечной подачи:
![]()
4.3.6. Определение основного времени:
![]()
4.3.7. Определение мощности затрачиваемой на шлифование.
5. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ
5.1. Исходные данные:
5.2.Выбор характеристики ШК Таблица 6.19 [2, с.278].
5.3.Назначение режимов резания:
5.3.1.Частота вращения круга:
![]()
5.3.1.1. Корректируем частоту вращения круга по паспорту станка.
5.3.2. Определение продольной минутной подачи и числа проходов. Таблица 6.23 [2, с.283].
5.3.3. Определение удвоенной глубины шлифования 2t (для каждого прохода) Таблица 6.24 [2, c.284].
5.3.4. Определение угла наклона ведущего круга:
![]()
5.3.4.1. Определение поправочных коэффициентов на продольную минутную подачу. Таблица 25 [2, c.285].
5.3.4.2. Определение рабочей минутной подачи:
![]()
5.3.5. Определение основного времени:
![]()
5.4.Определение мощности, затрачиваемой на шлифование.
6. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ С ПРОДОЛЬНОЙ ПОДАЧЕЙ.
6.1. Исходные данные:
6.2. Выбор характеристики ШК. Таблица 6.27 [2, с.287].
6.3.Назначение режимов резания
6.3.1.Частота вращения круга:
![]()
6.3.2.Корректируем n по паспорту станка.
6.3.3.Определение продольной минутной подачи ![]()
![]() . Таблица 6.28 [2, с.288].
. Таблица 6.28 [2, с.288].
6.3.4. Определение поперечной подачи на двойной ход шпинделя ![]()
Таблица 6.29 [2, с.289].
6.3.5. Определение поправочных коэффициентов рабочей поперечной подачи на двойной ход. Таблица 6.30 [2, c.290].
![]()
6.3.6. Определение основного времени:
![]()
6.4. Определение мощности, затрачиваемой на шлифование
ПРИЛОЖЕНИЕ А
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Круглое наружное шлифование с радиальной подачей
| Группы обрабатываемого материала | Длина шлифования, Lд, мм до | |||||||||||||
| I - II | III | IV - V | VI | |||||||||||
| Диаметр шлифования, мм | ||||||||||||||
| 24 | - | - | - | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - |
| 32 | 24 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - |
| 45 | 32 | 24 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - |
| 62 | 45 | 32 | 24 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - |
| 85 | 62 | 45 | 32 | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 120 | 85 | 62 | 45 | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 |
| 160 | 120 | 85 | 62 | - | - | - | - | - | 32 | 40 | 50 | 60 | 80 | 100 |
| Минутная поперечная подача, Vs, | Мощность резания, N, кВт | |||||||||||||
| 0,26 | - | - | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | |||
| 0,38 | - | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | |||
| 0,53 | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | |||
| 0,78 | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | |||
| 1,0 | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | |||
| 1,4 | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | |||
| 1,9 | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | |||
| 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | |||
| 3,6 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | - | |||
| 5,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | - | - | |||
Поправочные коэффициенты на мощность в зависимости от твердости и скорости круга
| Скорость круга, Vкр, | Твердость круга | |||
| СМ1…СМ2 | С1..С2 | СТ1..СТ2 | СТ3, Т1 | |
| Коэффициент | ||||
| 35 | 1,0 | 1,16 | 1,36 | 1,58 |
| 50 | 1,2 | 1,4 | 1,63 | 1,9 |
ПРИЛОЖЕНИЕ Б
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Круглое наружное шлифование с продольной подачей
| Группы обрабатываемого материала | Продольная минутная подача, Vs, | ||||||||||||
| I - II | III | IV - V | VI | ||||||||||
| Диаметр шлифования, мм до | |||||||||||||
| 50 | 37 | - | - | 2080 | 2870 | 3950 | 5150 | 7500 | - | - | - | - | - |
| 70 | 50 | 37 | - | 1510 | 2080 | 2870 | 3950 | 5150 | 7500 | - | - | - | -- |
| 95 | 70 | 50 | 37 | 1100 | 1510 | 2080 | 2870 | 3950 | 5150 | 7500 | - | - | - |
| 130 | 95 | 70 | 50 | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5150 | 7500 | - | - |
| 180 | 130 | 95 | 70 | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5150 | 7500 | - |
| 250 | 180 | 130 | 95 | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5150 | 7500 |
| 340 | 250 | 180 | 130 | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5150 |
| 470 | 340 | 250 | 180 | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 |
| - | 470 | 340 | 250 | - | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 |
| - | - | 470 | 340 | - | - | - | - | - | - | 800 | 1100 | 1510 | 2080 |
| Поперечная подача, S, | Мощность резания, N, кВт | ||||||||||||
| 0,0035 | - | - | - | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | |||
| 0,005 | - | - | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | |||
| 0,007 | - | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | |||
| 0,010 | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | |||
| 0,014 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | |||
| 0,019 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | |||
| -,026 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | |||
| 0,036 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | - | |||
| 0,050 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | - | -- | |||
Поправочные коэффициенты на мощность в зависимости от твердости, ширины и скорости круга
| Скорость круга, Vкр, | Ширина шлифовального круга, Вкр, мм до | Твердость шлифовального круга | |||
| М2..М3 | СМ1..СМ2 | С1..С2 | СТ!..СТ2 | ||
| Коэффициент | |||||
| 35 | 40 | 0,8 | 0,9 | 1,04 | 1,22 |
| 50 | 0,85 | 0,95 | 1,10 | 1,3 | |
| 63 | 0,9 | 1,0 | 1,16 | 1,36 | |
| 80 | 0,95 | 1,05 | 1,22 | 1,45 | |
| 100 | 1,0 | 1,12 | 1,3 | 1,52 | |
| 50 | 40 | 0,96 | 1,08 | 1,25 | 1,47 |
| 50 | 1,02 | 1,14 | 1,32 | 1,56 | |
| 63 | 1,08 | 1,2 | 1,4 | 1,63 | |
| 80 | 1,14 | 1,26 | 1,47 | 1,74 | |
| 100 | 1,2 | 1,34 | 1,56 | 1,82 | |
ПРИЛОЖЕНИЕ В
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Бесцентровое шлифование с радиальной подачей
| Группы обрабатываемого материала | ||||||||||||||
| I - II | III | IV - V | VI | Длина шлифования, Lд, мм до | ||||||||||
| Диаметр шлифования, мм до | ||||||||||||||
| 17 | 12,5 | - | - | 63 | 80 | 100 | 125 | 160 | - | - | - | - | - | - |
| 24 | 17 | 12,5 | - | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - | - |
| 32 | 24 | 17 | 12,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - |
| 45 | 32 | 24 | 17 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - |
| 62 | 45 | 32 | 24 | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - |
| 85 | 62 | 45 | 32 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - |
| 120 | 85 | 62 | 45 | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 160 | 120 | 85 | 62 | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 |
| - | 160 | 120 | 85 | - | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 |
| Минутная поперечная подача, Vs, | Мощность резания, N, кВт | |||||||||||||
| 0,38 | - | - | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | |||
| 0,53 | - | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | |||
| 0,73 | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | |||
| 1,0 | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | |||
| 1,4 | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | |||
| 1,9 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | |||
| 2,6 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | |||
| 3,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | |||
| 5,0 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | - | |||
| 7,0 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | - | - | |||
Поправочные коэффициенты на мощность резания в зависимости от скорости и твердости круга
| Скорость круга, Vкр, | Твердость круга | |||
| СМ1…СМ2 | С1..С2 | СТ1..СТ2 | СТ3, Т1 | |
| Коэффициент | ||||
| 35 | 1,0 | 1,16 | 1,36 | 1,58 |
| 50 | 1,2 | 1,4 | 1,63 | 1,9 |
ПРИЛОЖЕНИЕ Г
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Бесцентровое шлифование с продольной подачей
| Группы обрабатываемого материала | ||||||||||||||||||||
| I - II | III | IV - V | VI | Минутная поперечная подача, Vs, | ||||||||||||||||
| Диаметр шлифования, мм до | ||||||||||||||||||||
| 17 | 12,5 | - | - | 1000 | 1380 | 1900 | 2600 | - | - | - | ||||||||||
| 24 | 17 | 12,5 | - | 725 | 1000 | 1380 | 1900 | 2600 | - | - | - | |||||||||
| 32 | 24 | 17 | 12,5 | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | - | |||||||||
| 45 | 32 | 24 | 17 | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | - | ||||||||
| 62 | 45 | 32 | 24 | - | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | ||||||||
| 85 | 62 | 45 | 32 | - | - | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | ||||||||
| 120 | 85 | 62 | 45 | - | - | - | - | 525 | 725 | 1000 | 1380 | 1900 | ||||||||
| 160 | 120 | 85 | 62 | - | - | - | - | - | 525 | 725 | 1000 | 1380 | ||||||||
| - | 160 | 120 | 85 | - | - | - | - | - | - | 525 | 725 | 1000 | ||||||||
| Удвоенная глубина шлифования, 2t, мм | Мощность резания, N, кВт | |||||||||||||||||||
| 0,07 | - | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13,0 |
| |||||||||||
| 0,10 | - | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13,0 | 16 |
| ||||||||||
| 0,14 | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13,0 | 16 | 20 |
| ||||||||||
| 0,19 | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13,0 | 16 | 20 | 25 |
| ||||||||||
| 0,26 | 5,3 | 6,6 | 8,3 | 10,5 | 13,0 | 16 | 20 | 25 | 31,5 |
| ||||||||||
| 0,36 | 6,6 | 8,3 | 10,5 | 13,0 | 16 | 20 | 25 | 31,5 | 39,5 |
| ||||||||||
| 0,5 | 8,3 | 10,5 | 13,0 | 16 | 20 | 25 | 31,5 | 39,5 | - |
| ||||||||||
Поправочные коэффициенты на мощность резания в зависимости от скорости и твердости круга
| Ширина шлифовального круга, Вкр, мм | Скорость круга, Vкр, | Твердость круга | |||
| СМ1…СМ2 | С1..С2 | СТ1..СТ2 | СТ3, Т1 | ||
| Коэффициент | |||||
| 150 | 35 | 0,93 | 1,08 | 1,27 | 1,47 |
| 200 | 1,0 | 1,16 | 1,36 | 1,58 | |
| 300 | 1,1 | 1,26 | 1,5 | 1,74 | |
| 150 | 50 | 1,12 | 1.3 | 1,52 | 1,76 |
| 200 | 1,2 | 1,4 | 1,63 | 1,9 | |
| 300 | 1,32 | 1,51 | 1,8 | 2,05 | |
ПРИЛОЖЕНИЕ Д
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Шлифование отверстий
| Группы обрабатываемого материала | |||||||||||||||||||
| I - II | III | IV - V | VI | Продольная минутная подача, Vs, | |||||||||||||||
| Диаметр шлифования, мм до | |||||||||||||||||||
| 50 | 37 | - | - | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - | - | - | ||||||
| 70 | 50 | 37 | - | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - | - | ||||||
| 95 | 70 | 50 | 37 | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - | ||||||
| 130 | 95 | 70 | 50 | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | ||||||
| 180 | 130 | 95 | 70 | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | ||||||
| 250 | 180 | 130 | 95 | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | ||||||
| - | 250 | 180 | 130 | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | ||||||
| - | - | 250 | 180 | - | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 | ||||||
| Поперечная подача на двойной ход стола, S, | Мощность резания, N, кВт | ||||||||||||||||||
| 0,003 | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 |
| ||||||||
| 0,004 | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 |
| ||||||||
| 0,005 | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 |
| ||||||||
| 0,007 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 |
| ||||||||
| 0,010 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 |
| ||||||||
| 0,014 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 |
| ||||||||
| 0,019 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 | - |
| ||||||||
| 0,026 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 | - | - |
| ||||||||
Поправочные коэффициенты на мощность резания в зависимости от твердости и ширины круга.
| Ширина шлифовального круга Вкр, мм до | Твердость круга | ||
| М2..М3 | СМ1…СМ2 | С1..С2 | |
| Коэффициент | |||
| 25..32 | 0,8 | 0,9 | 1,04 |
| 40..50 | 0,9 | 1,0 | 1,16 |
| 63..80 | 1,0 | 1,12 | 1,3 |
ПРИЛОЖЕНИЕ Е
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ
Плоское шлифование периферией круга на станках с прямоугольным столом
| Группы обрабатываемого материала | |||||||||||||||
| I - II | III | IV - V | VI | Поперечная подача на ход стола, So | |||||||||||
| Скорость движения детали, | |||||||||||||||
| 5 | - | - | - | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - | - | - |
| 7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - | - |
| 10 | 7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - |
| 14 | 10 | 7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - |
| 20 | 14 | 10 | 7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - |
| 28 | 20 | 14 | 10 | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - |
| 39 | 28 | 20 | 14 | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - |
| - | 39 | 28 | 20 | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 |
| - | - | 39 | 28 | -- | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 |
| - | - | - | 39 | - | - | - | - | - | - | - | - | 10 | 14 | 19 | 26 |
| Подача на ход стола, S, | Мощность резания, N, кВт | ||||||||||||||
| 0,006 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | |||||||
| 0,008 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | ||||||
| 0,011 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | |||||
| 0,015 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | ||||
| 0,021 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | |||
| 0,029 | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | |||
| 0,040 | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34,0 | |||
| 0,056 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34,0 | - | |||
| 0,078 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34,0 | - | - | |||
| 0,108 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34,0 | - | - | - | |||
| 0,15 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34,0 | - | - | - | - | |||
Поправочные коэффициенты на мощность резания в зависимости от ширины и твердости круга
| Твердость круга | Ширина круга Вкр, мм до | ||
| 40 | 63 | 100 | |
| М2..М3 | 0,8 | 0,9 | 1,0 |
| СМ1..СМ2 | 0,9 | 1,0 | 1,12 |
| С1..С2 | 1,04 | 1,16 | 1,3 |
| СИ1..СТ2 | 1,22 | 1,3 | 1,52 |
ПРИЛОЖЕНИЕ 1
ПАСПОРТНЫЕ ДАННЫЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Токарно-винторезный станок 16К20
| Характеристика станка | |
| Наибольший диаметр обрабатываемой заготовки, мм: - над станиной - над суппортом | 400 200 |
| Наибольшая длина обрабатываемого изделия, мм | 2000 |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 |
| Мощность двигателя, Nдв, кВт КПД, η | 10 0,75 |
| Частота вращения шпинделя, мин-1 | 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600 |
| Продольная подача, мм | 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. |
| Поперечная подача, мм | 0,025; 0.03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4 |
| Максимальная осевая составляющая силы резания, допускаемая механизмом подачи РХ, Н | 6000 |
Токарно-винторезный станок 16Б16П
| Характеристика станка | |
| Наибольший диаметр обрабатываемой заготовки, мм: - над станиной - над суппортом | 320 180 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 |
| Высота резца, устанавливаемого в резцедержателе, мм | 25 |
| Мощность двигателя, Nдв, кВт КПД, η | 6,3 0,7 |
| Частота вращения шпинделя, мин-1 | 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000 |
| Продольная подача, мм | 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8. |
| Поперечная подача, мм | 0,025; 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4 |
| Максимальная осевая составляющая силы резания, допускаемая механизмом подачи РХ, Н | 6000 |
Вертикально-сверлильный станок 2Н125
| Характеристика станка | |
| Наибольший диаметр обрабатываемого отверстия в заготовке из стали, мм: | 25 |
| Мощность двигателя, Nдв, кВт КПД, η | 2,8 0,8 |
| Частота вращения шпинделя, мин-1 | 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000 |
| Подача, мм | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. |
| Максимальная осевая составляющая силы резания, допускаемая механизмом подачи РХ, Н | 9000 |
Вертикально-сверлильный станок 2Н135
| Характеристика станка | |
| Наибольший диаметр обрабатываемого отверстия в заготовке из стали, мм: | 35 |
| Мощность двигателя, Nдв, кВт КПД, η | 4,5 0,8 |
| Частота вращения шпинделя, мин-1 | 31,5; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; |
| Подача, мм | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6. |
| Максимальная осевая составляющая силы резания, допускаемая механизмом подачи РХ, Н | 15000 |
ПРИЛОЖЕНИЕ 2
Геометрические параметры резцов, оснащенных пластинами из твердого сплава
| Обрабатываемый материал | Главный передний угол
| Главный задний угол | Ширина ленточки, f, мм | Радиус при вершине, r, мм | |
| Предел прочности, | |||||
| Сталь | > 300 | 10 - 16 | 8 - 10 | 0,1 – 0,3 | 0,5 – 2,0 |
| 600 - 900 | 16 | 8 | 0,1 – 0,4 | 0,5 – 1,0 | |
| Жаропрочные стали | 600 - 1200 | 10 | 10 | 3 - 5 | 0,5 – 1,0 |
| Чугун серый | 0 – ( - 5 ) | 6 - 10 | - | - | |
| Цветные сплавы | 25 - 30 | 8 - 15 | - | - | |
Геометрические параметры сверл.
| Параметры | Диаметр сверла | ||||
| 4 - 6 | 6 - 8 | 8 - 10 | 10 - 15 | Свыше 15 | |
| Чугуны и стали | |||||
| Угол при вершине | 127 | ||||
| Передний угол | 0 | ||||
| Задний угол | 12 - 14 | ||||
| Угол наклона винтовой линии | 33 | 34 | 35 | ||
| Угол наклона перемычки | 50 | 55 | |||
| Цветные сплавы | |||||
| Угол при вершине | 118 | ||||
| Передний угол | 5 | ||||
| Задний угол | 12 | ||||
| Угол наклона винтовой линии | 23 - 28 | 30 | |||
| Угол наклона перемычки | 50 | 55 | |||
Геометрические параметры зенкеров из быстрорежущей стали и твердого сплава.
| Параметры | Диаметр зенкера | |||
| 8 - 10 | 11 - 15 | 16 - 35 | Свыше 15 | |
| Чугуны и стали | ||||
| Число зубьев Z | 3 | 3 | 3 - 4 | 3 |
| Угол в плане | 30 | 30 - 45 | 45 | |
| Вспомогательный угол в плане | - | - | 15 - 20 | 20 |
| Передний угол | 0 | 0 - 3 | ||
| Задний угол | 6 | 6 - 8 | 8 - 15 | |
| Ширина ленточки, f, мм | 0,5 | 0,6 – 0,75 | 0,8 – 1,0 | |
| Угол наклона винтовой линии | 20 | 15 - 20 | 20 | |
| Цветные сплавы | ||||
| Число зубьев Z | 3 - 4 | 4 – 6 | ||
| Угол в плане | 60 | |||
| Вспомогательный угол в плане | - | |||
| Передний угол | 25 – 30 | |||
| Задний угол | 10 – 15 | |||
| Ширина ленточки, f, мм | 0,05 – 0,2 | |||
| Угол наклона винтовой линии | 13 - 20 | |||
Для титановых сплавов передний угол выбирают равным 4 – 60, угол наклона спирали – 200.
Геометрические параметры разверток из быстрорежущей стали
| Параметры | Диаметр развертки | ||
| 8 - 14 | 15 - 28 | Свыше 28 | |
| Передний угол | 5 - 10 | 0 | 0 |
| Задний угол | 4 - 8 | 5 - 8 | 0 - 2 |
| Задний угол | - | 0 - 2 | 0 |
| Главный угол в плане | 12 - 15 | 12 - 15 | 15 |
| Вспомогательный угол в плане | 0 | 0 - 2 | 0 |
| Ширина калибрующей ленточки, f, мм | 0,05 – 0,08 | 0,1 – 0,3 | |
Геометрические параметры фрез
| Материал |
|
|
|
|
|
|
| f, мм |
| Фрезы торцовые из быстрорежущей стали | ||||||||
| Сталь | 10 - 14 | 12 - 16 | 10 - 12 | 8 - 10 | 10 - 15 | 45 - 60 | 2 - 3 | 1 -1,5 |
| 600 - 900 | 6 - 15 | 10 - 15 | 6 - 15 | 5 - 12 | 10 - 20 | 40 - 45 | 5 - 7 | 1– 1,5 |
| Чугун | 10 - 12 | 10 - 12 | 10 - 12 | 8 - 10 | 10 - 15 | 45 - 60 | 2 - 3 | 1– 1,5 |
| Фрезы торцовые с пластинками из твердого сплава | ||||||||
| Сталь | 5 - 8 | 12 - 16 | 5 - 8 | 8 - 10 | 10 - 15 | 45 - 60 | 1 | 1,5-2 |
| 600 - 900 | 5 - 8 | 15 | 5 - 8 | 8 - 10 | 10 - 15 | 45 | 10 - 15 | 1-1,5 |
| Чугун | 5 – ( - 5 ) | 14 - 16 | 5 | 8 - 10 | 10 - 15 | 45 - 60 | 12 | 1-1,5 |
| Концевые фрезы из быстрорежущей стали | ||||||||
| Сталь | 10 - 15 | 14 | 0 - 5 | 6 | 20 - 30 | 90 | 2 - 3 | 0,5 -1 |
| 600 - 900 | 5 - 12 | 12 - 16 | 0 - 5 | 6 - 8 | 30 - 45 | 90 | 2 - 3 | 0,5 -1 |
| Чугун | 5 - 10 | 14 - 16 | 0 - 5 | 6 - 12 | 35 - 40 | 90 | 2 - 3 | 0,5 -1 |
| Фрезы концевые с пластинками из твердого сплава | ||||||||
| Сталь | 5 - 8 | 15 - 20 | 3 - 5 | 6 - 8 | 40 | 90 | 3 - 5 | 0,5-0,8 |
| 600 - 900 | 3 - 5 | 15 - 18 | 3 - 5 | 6 - 8 | 40 | 90 | 3 - 5 | 0,5-0,8 |
| Чугун | 0 – ( - 5 ) | 13 - 15 | 3 - 5 | 6 - 8 | 40 | 90 | 1,5 - 3 | 0,5-0,8 |
| Фрезы цилиндрические из быстрорежущей стали | ||||||||
| Сталь | 8 - 12 | 12 - 16 | - | - | 45 | - | - | 0,8-1 |
| 600 - 900 | 8 - 15 | 15 - 20 | - | - | 30 - 45 | - | - | 0,8-1 |
| Чугун | 10 - 15 | 12 - 15 | - | - | 35 - 40 | - | - | 0,8-1 |
| Фрезы дисковые из быстрорежущей стали | ||||||||
| Сталь | 10 – 15 | 16 – 20 | - | - | 0 -10 | 90 | 3 | 0,5-1 |
| 600 - 900 | 10 – 15 | 12 – 16 | - | - | 10 – 15 | 90 | 2 – 3 | 1 – 2 |
| Чугун | 10 - 15 | 10 -15 | - | - | 10 - 15 | 90 | 4 - 6 | 0,5-1 |
| Фрезы дисковые с пластинками из твердого сплава | ||||||||
| Сталь | 5 | 12 – 16 | - | - | 5 – 10 | 90 | 3 – 5 | 1,5-2 |
| 600 - 900 | 0 – 5 | 12 – 16 | - | - | 5 – 10 | 90 | 3 – 5 | 1,5-2 |
| Чугун | 0 - 5 | 12 - 15 | - | - | 5 - 10 | 90 | 0 - 5 | 1,5-2 |
Геометрические параметры резьбонарезных инструментов
| Материал детали | Материал режущей части инструмента | Геометрические параметры |
| |||
|
|
|
|
| |||
| Резьбовые резцы | ||||||
| Сталь | Твердый сплав | 0 | 8 – 10 | - |
| |
| Быстрорежущая сталь | 5 - 8 | 8 - 10 | - |
| ||
| 600 - 900 | Твердый сплав | 0 | 8 – 10 | - |
| |
| Быстрорежущая сталь | 0 - 4 | 8 - 10 | - |
| ||
| Чугун | Твердый сплав | 0 | 8 - 10 |
| ||
| Метчики из быстрорежущей стали |
| |||||
| Сталь | Быстрорежущая сталь | 5 – 7 | 6 – 8 | 5 – 7 |
| |
| 600 - 900 | Быстрорежущая сталь | 3 – 6 | 6 – 8 | 2030/ - 7030/ |
| |
| Чугун | Быстрорежущая сталь | 0 - 5 | 6 - 8 | 2030/ - 7030/ |
| |
Геометрические параметры протяжек
| Обрабатываемая поверхность | Материал протяжки | Передний угол | Задний угол на режущих зубьях | Задний угол на калибрующих зубьях | Ширина ленточки, f, мм |
| Отверстие | Быстрорежущая сталь | 8 - 12 | 3 - 5 | 0030/ - 1030/ | 0,05 -0,3 |
| Плоскость | Быстрорежущая сталь | 10 - 15 | 3 - 4 | 1030/ | 0,1 – 0,4 |
| Твердый сплав | 8 - 10 | 3 - 4 | 1030/ | 0,1 - ).4 |
Похожие работы
... Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование ...
... 320 мм ; Степень точности 6 Цена деления 0,001 мм; Допускаемая погрешность 0,0035 мм 1. Расчет режимов резания. Расчет режима резания при токарной обработке. Деталь - коническое зубчатое колесо . Материал сталь 45; s в = 61 кг-с/ мм 2 ; Режущий инструмент - токарный проходной резец из быстрорежущей стали Т5К10, правый, стойкость резца - 90 мин . Оборудование - токарно - винторезный станок 1М ...

... , разработки переходов, выбор оборудования и инструментов, определение режима резания и т.д. Цель разработки технологического процесса - выбор наиболее эффективных методов и средств изготовления детали. Деталь: Коническое зубчатое колесо Изготовлено из стали Ст 45 (ГОСТ 1050-74) s в 610 Мпа 200 НВ Так как одной из характеристик данного производства является малый объём выпуска ...





... Выбор и проектирование заготовки 2.1 Выбор способа получения заготовки Изначально определяем, что заготовку корпуса главного цилиндра гидротормозов можно получить двумя способами: литьем в земляные формы и литьем в металлические армированные формы. Второй способ практически не используется для изготовления отливок из чугуна. Эти методы в одинаковой степени позволяют достичь заданной точности ...
0 комментариев