Характеристика сырья
Характеристики вспомогательных материалов
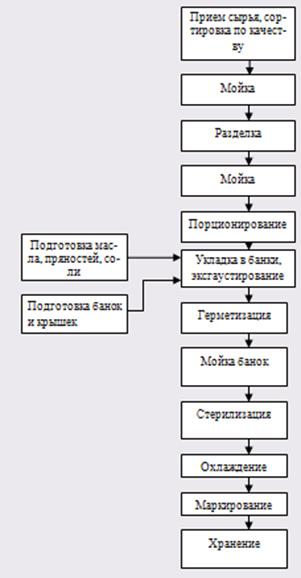
Описание технологической схемы
Описание технологической схемы консервов «Ставрида в томатно-масляном соусе»
Использование отходов
Расчетная часть
Тепловой расчет автоклава
Тепловой расчет двутельного котла
Расчет количества рабочих и ИТР
Автоматизация технологических линий и процессов
ТХК и бакконтроль производства
Строительная часть
Водоснабжение
Мероприятия по технике безопасности
Меропроиятия по производственной санитарии
Взрыво-пожаробезопасность
Амортизация основных фондов
Расчет стоимости сырья
Расчет стоимости тары и тароматериалов
Расчет потребности и стоимости топлива и электрической энергии
Навигация
Расчетная часть
Проектирование рыбоконсервного завода
109992
знака
49
таблиц
1
изображение
3. Расчетная часть
3.1 Подбор и расчет технологического оборудования
Подбор и расчет технологического оборудования для производства заданного вида рыбной продукции осуществляют на основе технологических инструкций по производству данных видов продукции.
Подбираемое оборудование должно обеспечить полную и качественную переработку сырья и полуфабрикатов, обеспечить заданную производительность линии.
При компоновке технологических линий необходимо учитывать характер процессов производства. Технологические линии объединены для производства консервов «Килька» и из-за некоторых общих принципов технологии и оборудования.
Оборудование подбирают так, чтобы на каждой линии выпускать соответствующий вид консервов в зависимости от поступающего сырья.
Все подбираемое оборудование, как правило, серийно выпускается отечественными заводами.
Расчет проведен по формуле: n = Q/g,
Где Q – количество поступающего сырья, или поступающего на какой-либо стадии продукта, банок, полуфабрикатов и т.п.
g – часовая производительность машины.
Коэффициент использования оборудования определяют как отношение числа n к округленному целому числу машин, например: n = Q/g = 1,7, подбираем 2 машины
К=1,7/2,0 = 0,85
Физический смысл этой величины означает, что эти машины из 8 часов работы смены проработают: 8 х 0,85 = 6,8 часа.
Коэффициент использования оборудования будет учитываться при подсчете количества электроэнергии, пара и воды.
3.1.1 Расчет количества автоклавов
1. Количество банок, вмещаемых в одну сетку автоклава:
 , где
, где
dc – диаметр сетки автоклава, 945 мм;
dб – диаметр банки (наружный): для банки № 3 – 102,3 мм; для банки № 8 – 102,3 мм («Металлические банки» ГОСТ 5981-88).
а – отношение высоты сетки к высоте банки (применяется наименьшее целое число).
hc – высота сетки, 700 мм;
hб – высота банки №3 – 39,2 мм, № 8 – 53,8 мм ГОСТ 5981 – 88).
Для банки № 3 Для банки № 8

а = 17а = 13
Для банки № 3
Для банки № 8
Время заполнения одной сетки:
ж/б №3
![]() мм
мм
ж/б №8
![]() мм
мм
Максимально допустимая продолжительность выдержки укупоренных банок до их стерилизации составляет 30 мин. Поэтому можно выбрать двухсетчатый автоклав. Время заполнения 2-х сеток банками составляет:
Для ж/б №3 – 27,6 мин, для ж/б №8 – 30 мин.
3. Количество банок, загруженных в автоклав:
банка №3
n б= 2 ∙ 1141 = 2282 банки.
банка №8
n б= 2 ∙ 873 = 1746 банок.
4. Продолжительность полного цикла работы автоклава:
τобщ = τ1 + τ2 + τ3 + τ4 + τ5;
τ1 – время загрузки сеток автоклава (10 мин).
τ2 – время повышения температуры и давления (15 мин.)
τ3 - время собственно стерилизации для линии:
«Килька» 
«Сельдь» 
«Ставрида» 
τ4 – время уменьшения давления и охлаждения (20 мин.)
τ5 - время время разгрузки, 10 мин.
τобщ = 90 мин («Килька»)
τобщ =135 мин («Сельдь»)
τобщ =115 мин. («Ставрида»)
4. Производительность автоклава
5. Количество необходимых автоклавов
(для «Кильки» и «Сельди» выбираем 6 автоклавов)
 («Ставрида»)
(«Ставрида»)
3.1.2 Расчет загрузочного транспортера
1. Производительность транспортера определяется по формуле:
G = 3,6 g B v, где
В – ширина ленты транспортера, 0,6 м;
v – скорость ленты, 0,25 м/с;
g – удельная нагрузка на транспортерную ленту (при загрузке рыбы в один слой), 5 Н/м2
G = 3,6 ∙ 5 ∙ 0,6 ∙ 0,25 = 2,7 т/час.
2. Мощность электродвигателя (при Н = 0) для привода ленточного транспортера с роликовыми опорами:
N = k2 /1,36 η (7,4 ∙k1 ∙L ∙v/10000 + 2 ∙G ∙L/10000), где
G – производительность транспортера, т/час;
L – длина транспортера, 10 мин;
η – к.п.д. привода (η = 0,7-0,9);
k1, k2 - опытные коэффициенты, учитывающие длину и ширину транспортера
N = 1,25 /0,8 ∙ 1,36 (7,4 ∙ 36 ∙10 ∙0,25/10000 + 2 ∙2,7 ∙10/10000) = 0,1 кВт
Подбираем электродвигатель мощностью 0,4 кВт АО2 (АОЛ2)-11-6 с частотой вращения 915 об/мин.
Частота вращения приводного шкива транспортера:
N= 60 ∙ v / πd = 60 ∙ 0,25 / 3,14 ∙ 0,36 = 13,3 об/мин, где
d – диаметр приводного шкива транспортера, 0,36 м
суммарное передаточное число i = 915/ 13,3 = 69
Выбираем червячный одноступенчатый универсальный редуктор Ч-63 (передаточное число 80); допускаемый крутящий момент на тихоходном валу 83,385 Н ∙м; масса редуктора – 13,2 кг.
Похожие работы
... внутренние самонесущие стены, опирающиеся на перекрытия и разделяющие пространство этажа здания на отдельные помещения. Полы. Основанием под полы в одноэтажных промышленных зданиях служит грунт, исключающий неравномерную осадку пола и обладающий достаточной прочностью. С грунта снимается растительный слой. Конструкция химически стойкого пола включает следующие элементы: бетонное основание (по ...




... самих судов, так и служащих плавсостава. Соответствующие инструкции и нормы МОМП разработала в сотрудничестве с ФАО и МОТ. Глава 2. География мирового рыболовства 2.1. Сравнительная характеристика рыболовных флотов стран мира В большинстве стран в настоящее время развито, промышленное рыболовство. В этой отрасли хозяйства занято более 7 млн. рыбаков, а флот насчитывает свыше 2 млн. ...
... , основная часть работников концентрировалась в отраслях производственной сферы, относительно слабо была развита сфера обслуживания (табл. 2.2.1). Таблица 2.2.1 Динамика структуры занятых в народном хозяйстве Калининградской области в 1965-1995 гг., % к итогу Отрасль 1965 1975 1985 1990 1995 Промышленность 32,5 32,2 31,1 31,1 22,8 Сельское и лесное хозяйство 20,2 15,6 ...
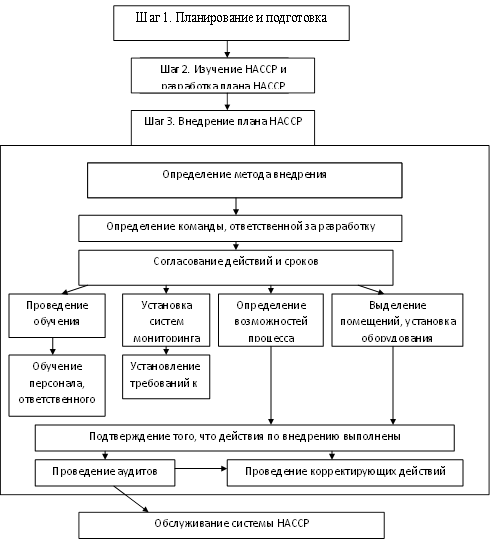

... , причем как финансовым, так и производственным. Так, все производственные операции характеризуются определенными необходимыми временными и материальными затратами. Таким образом, при внедрении плана НАССР важно учитывать существующие условия и ограничения. Если производственный персонал не располагает достаточно свободным временем, необходимо распланировать рационально использование времени и ...
0 комментариев