Навигация
Расчет припусков на обработку
30158
знаков
6
таблиц
0
изображений
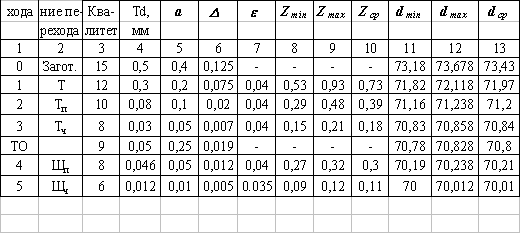
3.3 Расчет припусков на обработку
Припуск на самую точную поверхность 7 или 11 (ф90к6) рассчитаем аналитическим метом по переходам. Результаты расчета будем заносить в таблицу 3.3.
1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 0, а термообработке – № ТО.
2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблицам данным в учебнике Касиловой 2т. определяем величину T допуска для каждого квалитета и записываем в графу 4.
3) Для каждого перехода определяем составляющие припуска. Определяем суммарную величину а=Тh i-1+Rzi-1, где Rz– высота неровностей профиля, мм Тh1-i – глубина дефектного слоя, мм. Значения а заносим в графу 5 табл 3.3.
4) По формуле Δ=0,25Ti-1 определяем суммарное отклонение формы и расположения поверхностей после обработки на rаждом переходе. Значение Δ заносим в графу 6 табл. 3.3.
5) По таблицам определяем погрешность установки ε заготовки в приспособлении на каждом переходе и это значение заносим в графу 7 табл. 3.3. Для переходов 0 и ТО 7 делаем прочерк.
5) Определяем предельные значения припусков на обработку для каждого перехода, кроме 0 и ТО.
Минимальное значение припусков определяем по формуле:
![]() .
.
Здесь и далее индекс i относится к данному переходу, i–1 – к предыдущему переходу, i+1 – к последующему переходу.
Максимальное значение припуска определяем по формуле [4]
![]() .
.
Значения Zmin и Zmax заносим в графы 8 и 9 табл. 3.3., округляя их в сторону увеличения до того знака после запятой, с каким задан допуск на размер для данного квалитета точности. В строках, соответствующих переходам 0 и ТО, делаем прочерк.
5) Определяем среднее значение припуска для каждого перехода по формуле:
![]() .
.
Значение Zср заносим в графу 10 табл. 3.3.
6) Определяем предельные размеры для каждого перехода по формулам [4]:
![]() ;
;
![]() .
.
Расчет начинаем с последнего, 5-ого перехода, для которого на чертеже задан размер 90. Поскольку маршрут содержит термообработку–закалку с отпуском, примем во внимание увеличение размеров при переходе аустенита в мартенсит на 0,1% т.е. d(ТО-1)min=dТОmin·0,999.
7) Находим средний диаметр на каждом переходе по формуле:
![]() .
.
Значения заносим в графу 13 табл. 3.3.
8) Определяем общий припуск на обработку по формулам:
![]() = 1,23*2 = 2,46 мм,
= 1,23*2 = 2,46 мм,
![]() = 6,5*2 = 13 мм,
= 6,5*2 = 13 мм,
![]() = 2*3,865 = 7,73мм;
= 2*3,865 = 7,73мм;
Принимаем припуск на обработку равным 8 мм.
Таблица 3.3
| № перехода | Операция | Квалитет | Т, мм | а | Δ | ε | Zmin | Zmax | Zср | dmin | dmax | dср |
| 0 | Загот. | 14 | 0,3 | 0,3 | 0,075 | - | - | - | - | 95,4 | 95,7 | 95,55 |
| 1 | Т | 12 | 0,05 | 0,2 | 0,0125 | 0,5 | 0,7 | 1,41 | 0,99 | 93,75 | 93,8 | 93,78 |
| 2 | Тп | 10 | 0,04 | 0,1 | 0,01 | 0,12 | 0,22 | 1,28 | 0,75 | 92,31 | 92,35 | 92,33 |
| 3 | Тч | 8 | 0,03 | 0,05 | 0,015 | 0,12 | 0,17 | 1,27 | 0,72 | 91,84 | 91,87 | 91,86 |
| 4 | Тт | 6 | 0,02 | 0,01 | 0,005 | 0,06 | 0,07 | 1,26 | 0,67 | 91,48 | 91,5 | 91,49 |
| ТО | 7 | 0,05 | 0,25 | 0,019 | - | - | - | - | 90,09 | 91,34 | 90,72 | |
| 5 | Шп | 6 | 0,015 | 0,05 | 0,0375 | 0,06 | 0,07 | 1,25 | 0,66 | 90 | 91,25 | 91,63 |
3.4 Проектирование заготовки
С учетом того, что при выборе метода получения заготовки было определено, что наименьшим суммарным затратам соответствует заготовка из проката, то принимаем заготовку со значением диаметра = 113 мм. округляем это значение до большего стандартного, т.е. 120 мм.
Похожие работы
... необходимо для достижения цели работы, сформулированной во введении – обеспечить заданный выпуск деталей “Вал-шестерня” заданного качества с наименьшими затратами путем разработки ТП его механической обработки: 1) определить тип производства и выбрать стратегию разработки ТП; 2) выбрать оптимальный метод получения заготовки, рассчитать припуски на обработку и спроектировать заготовку; 3) ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... и обслуживание. Поэтому при выборе способа получения заготовки следует проводить технико-экономический анализ двух этапов производства – заготовительного и механообрабатывающего. Разработка технологических процессов изготовления заготовок должна осуществляться на основе технического и экономического принципов. В соответствии с техническим принципом выбранный технологический процесс должен ...

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
0 комментариев