Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
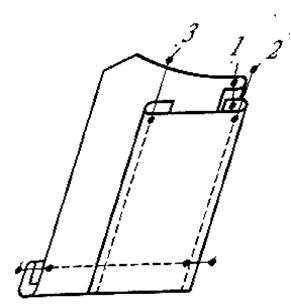
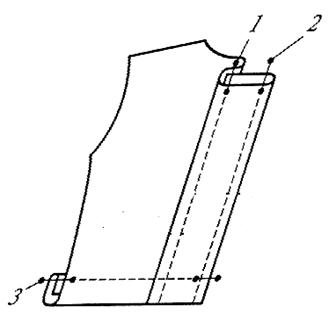
Бобинодержатель
Навигация
Техническое проектирование технологического процесса экспериментального производства
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
3. Техническое проектирование технологического процесса экспериментального производства
3.1 Выбор организационной структуры экспериментального цеха
Основными видами работ, выполняемыми в экспериментальном цехе, являются:
конструкторская и технологическая проработка новых моделей;
разработка оптимальных режимов технологического процесса;
нормирование расхода всех используемых для изготовления материалов;
изготовление лекал, трафаретов, светокопий, подготовка технической документации на модель;
осуществление авторского надзора за моделями, внедрение в производство;
контроль над рациональным использованием материалов;
обновление ассортимента изделий с учетом покупательского спроса и направления моды;
постоянное совершенствование конструкций и технологии изготовления изделий;
изготовление опытных партий изделий;
разработка мероприятий по использованию отходов производства;
апробация новых видов оборудования и средств малой механизации;
оказание помощи другим цехам в освоении новых видов изделий, моделей, оборудования, приспособлений.
Организация производственного процесса экспериментального цеха и, следовательно, его структура зависит от оборудования, применяемого для реализации поставленных задач.
Так, работа в экспериментальном цехе может выполняться:
традиционным способом - вручную, без использования средств вычислительной техники;
с использованием современных систем автоматизированного проектирования (САПР) швейных изделий.
Традиционный вариант организации производственного процесса в структурных подразделениях экспериментального цеха.
Конструкторское отделение. В конструкторском отделении осуществляется создание новых моделей и подготовка их к запуску в производство, а именно:
художник-модельер создает эскизы моделей, отвечающих требованиям моды и потребительскому спросу;
конструктор разрабатывает базовую и модельную конструкции, первичные лекала на базовый размеророст для раскроя опытных образцов моделей изделий, осуществляет их конструкторско-технологическую проработку;
технолог разрабатывает технологические режимы раскроя и изготовления моделей изделий.
Для моделей швейных изделий, прошедших художественно-технический совет и утвержденных к запуску в производство, разрабатывается конструкторско-технологическая документация. Комплекс документов включает:
техническое описание модели изделия;
дополнительные сведения по технологии изготовления изделия и о возможных отличиях технологической обработки модели изделия;
таблицу измерения изделия и лекал (табель мер);
спецификацию материалов (перечень и расход основных, подкладочных, прокладочных, утепляющих и отделочных материалов, фурнитуры и так далее);
спецификацию деталей кроя и лекал;
сложность обработки модели изделия;
карту технического уровня;
правила приема, сортировки, маркировки, упаковки и транспортировки изделия;
комплект лекал на базовый размеророст, принятый за основу при конструировании;
карту расхода и схемы раскладки лекал.
После внесенных в первичные лекала изменений конструктор разрабатывает лекала-эталоны (лекала по заданным размерам и ростам), рабочие и вспомогательные лекала, составляет табель мер.
Лекала изготавливаются из патронной или крафт-бумаги и далее передаются для копирования их в требуемом количестве в лекальное отделение.
Технолог готовит нормативную документацию на модель изделия. В его обязанности входит:
разработка технологии изготовления новой модели и проработка режимов обработки на опытных образцах;
осуществления контроля за изготовлением опытного образца и образца-эталона;
расчет технико-экономических показателей модели: определение площади лекал, установление сложности обработки на образец модели в баллах, расчет расхода материалов на образец модели;
составление спецификации деталей кроя изделия;
установление перечня вспомогательных лекал для швейного цеха;
в период запуска модели в производство осуществление контроля за технологическим процессом изготовления изделия по всем структурным подразделениям предприятия.
Оборудование, устанавливаемое в конструкторском отделении: столы для модельеров и технологов; специально оборудованные столы для контсрукторов; манекены; шкафы для хранения документации.
Швейное отделение. В швейном отделении осуществляется подготовка технологии и организации производства в швейном цехе предприятия.
По первичным лекалам в швейном отделении лаборанты-портные при участии конструктора и технолога изготавливают опытные образцы. Проработка конструкции и технологии изготовления швейного изделия производится на одном - двух образцах. При необходимости в первичные лекала и технологические режимы обработки вносятся изменения.169 стр.
После тщательной конструкторско-технологической проработки опытных образцов по уточненным лекалам с соблюдением технологических режимов изготавливают, как правило, два повторных образца. Один из образцов в качестве эталона остается на хранении в экспериментальном цехе. Второй образец передается в швейный цех, где будет осуществляться запуск модели.
Образцы моделей хранятся в подвешенном виде либо на тележках-кронштейнах или одно - или двухъярусном цепном подвесном транспортере в закрытом помещении, либо в двухъярусных шкафах с целью предотвращения выгорания материалов. На одном погонном метре транспортера размещается до 5 зимних и до 9 демисезонных пальто, до 10 мужских костюмов, до 20 платьев.
Для изготовления образцов в швейном отделении устанавливается раскройный стол, на котором осуществляется раскрой материалов. В распоряжении каждого лаборанта-портного имеется универсальная машина. На группу лаборантов устанавливаются: утюжильный стол для выполнения операций влажно-тепловой обработки; по одной специальной машине для обметывания срезов и петель, пришивания пуговиц и, если необходимо, для подшивания низа изделия. Как правило, установленное в отделении оборудование соответствует оборудованию швейного цеха предприятия.
Лекальное отделение. В лекальном отделении лекальщики изготавливают из картона обычно три комплекта рабочих лекал, а также вспомогательные лекала.
Первый комплект рабочих лекал передается в группу нормирования для выполнения экспериментальных раскладки, затем он используется для зарисовки раскладки лекал на верхнем полотне настила. Второй комплект лекал с окантованной металлической лентой срезами передаются в раскройный цех в зону раскроя - к ленточным машинам. Как правило, это лекала мелких деталей или деталей со сложной конфигурацией срезов. Третий комплект используется в раскройном цехе для контроля вырезанных деталей на участке обработки кроя.
Вспомогательные лекала используются в швейном цехе для нанесения на деталях кроя вспомогательных линий и меток мелом или карандашом при подготовке их пошиву. Для этого на них делают прорези для разметки вытачек, складок и тому подобное, контрольные надсечки для совмещения деталей лекал.
На каждом лекале, входящем в комплект рабочих и вспомогательных лекал, указывают номер модели, размер, рост и полнотную группу изделия, наименование и количество деталей. На крупном лекале проводят перечень всех лекал, входящих в комплект.
Лекала-эталоны, используемые для контроля рабочих лекал, остаются на хранении в экспериментальном цехе.
Лекальщики работают за специальными столами, габариты которых зависят от вида изделия.
Хранение осуществляется либо на тележках-кронштейнах, либо на одно - или двухъярусном цепном подвесном транспортере, либо в двухъярусных шкафах. На одном погонном метре транспортера (кронштейна) обычно размещается 2-3 комплекта лекал.
Отделение нормирования. В отделении нормирования выполняются экспериментальные раскладки лекал на все виды материалов, используемых для изготовления изделия, для наиболее часто встречаемых ширин. Определяются нормы расхода этих материалов, включая нитки и фурнитуру.
Для измерения площади лекал используется фотоэлектронная машина ИЛ-1. Машина предназначена для бесконтактного измерения площади лекал различной конфигурации из плотной бумаги или картона. Площадь одного лекала или комплекта измеряют три раза без сброса показаний счетчика. Величина площади лекал устанавливается как среднеарифметическая результатов трех измерений.
В техническом описании модели указываются площади каждого лекала и всего комплекта лекал изделия.
Для установления нормы на раскладку выполняются экспериментальные раскладки. Раскладки выполняют опытные раскладчики по рабочим лекалам, полученным из лекального отделения, на установленные ширины материалов при соблюдении технических требований.
Раскладки с наименьшим процентом межлекальных отходов используются при составлении альбома рациональных раскладок.
Копии экспериментальных раскладок могут быть выполнены в уменьшенном масштабе в ручную, (с указанием размеророста и направления нити основы), или механическим способом с использованием фотоаппарата, закрепленного на подвижной каретке, либо с использованием электрографической установки ПКУ-3, перемещающейся над столом с раскладкой лекал. Для получения копий в натуральную величину, экспериментальная раскладка выполняется либо на плотной бумаге, которую после обводки лекал закатывают в рулон и передают в отделение изготовления трафаретов, либо на кальке, при этом контуры лекал обычно обводят карандашом "Светокопия" или "Люмограф", после чего сворачивают в рулон и передают в светокопировальное отделение.
На деталях обозначают номер модели, размер, рост и полнотную группу изделия, на полотне бумаги (кальки) - длину и ширину рамки раскладки.
После определения площади лекал и выполнения их раскладок нормировщик производит нормирование всех видов материалов, включая нитки и фурнитуру.
Отделение изготовления копий раскладок. Наличие или отсутствие отделения изготовления копий раскладок определяется видом выпускаемых изделий, мощностью предприятия и тем, в каком виде информация о раскладке лекал поступает в зону настилания и раскроя. Отделение по копированию раскладок существует, если в зону раскроя материалов поступает зарисовка раскладки, выполненная в натуральную величину на бумаге (кальке).
В отделении изготовления трафаретов на полотне бумаги с помощью перфоратора по контурам лекал пробивают отверстия диаметром 2-3 мм, расположенные друг от друга на расстоянии 5 мм.
Трафареты передаются в раскройный цех для перенесения зарисовки раскладки лекал на верхнее полотно настила. Его прикрепляют к настилу и пропудривают вдоль контуров лекал измельченным мелом. После снятия трафарета на полотне материала остаются точечные контуры лекал. Процесс укладывания трафарета и пропудривания занимает меньше времени, чем укладывание лекал по уменьшенной копии и их обводка. Поэтому использование трафаретов является более экономичным. Такой способ нанесение раскладки лекал на полотно материала обеспечивает многократное использование трафарета. Рекомендуется к применению для прикладных материалов или для основных материалов при выпуске изделий, не подверженных влиянию моды, - например, рабочей или специальной одежды.
В светокопировальном отделении зарисовку, выполненную на кальке, размножают на светокопировальной установке СКА-3 в требуемом количестве. Количество копий зарисовки лекал зависит от объема выпуска - от количества настилов на данной раскладке (данные берутся из расчета серий). С одного изображения раскладки можно получить до 100 копий. Светокопии, также как и трафареты, хранятся на стеллажах в рулоне.
Использование светокопий является наиболее экономичным способом получения деталей кроя, поскольку в отличие от использования уменьшенных копий или трафаретов не требует нанесения контуров лекал на полотно настила. Тем самым увеличивается оборачиваемость настилочных столов в раскройном цехе.
Светокопия предполагает ее однократное использование и применяется на узкоспециализированных предприятиях при выпуске изделий большими партиями.
Лаборатория испытания материалов. Для расчета величины допускаемых отклонений от долевого направления нити основы с целью правильного использования материалов в швейном производстве, расчета припусков швов для установления технологических режимов обработки, определения возможности и режимов соединения различных по виду и волокнистому составу материалов необходимо определение гигиенических и физико-механических свойств поступающих на предприятие материалов.
Испытание материалов проводятся по методикам, изложенным в действующих стандартах.
Таким образом, наличие перечисленных выше структурных подразделений определяется применяемым оборудованием и принятой организацией работы экспериментального цеха.
Вариант организации производственного процесса в структурных подразделениях экспериментального цеха с использованием современных систем автоматизированного проектирования (САПР) швейных изделий.
В настоящие время швейные предприятия успешно применяют как зарубежные, так и отечественные системы автоматизированной конструкторско-технологической подготовки производства, как правило, связанные локальными сетями с системами автоматизированного настилания и раскроя.
В состав системы входят программное обеспечение САПР и рабочие места:
модельера;
конструктора;
лекальщика;
раскладчика лекал;
нормировщика;
Программное обеспечение САПР одежды включает в себя основные подсистемы:
построения эскизов моделей;
проектирования базовых конструкций;
конструктивного моделирования;
проектирования лекал;
градации лекал;
раскладки лекал;
нормирования расхода всех видов материалов;
и обслуживающие:
ввода-вывода, формирования и ведения информации;
управления вычислительным процессом;
информационно-поисковую;
Периферийное оборудование:
устройства ввода лекал (дигитайзера);
графопостроителей (плоттеров) с устройствами для вычерчивания лекал и раскладок и для вырезания комплектов лекал из бумаги или картона.
Конструирование лекал. Конструирование лекал может выполняться конструктором традиционным ручным способом либо с использованием ЭВМ. При конструировании лекала на ЭВМ его можно построить "с нуля" или взяв за основу лекало из базы данных.
В первом случае лекало строится средствами графического редактора по какой-либо методике конструирования, во втором - используется специальная программа, позволяющая создавать новые детали путем модификации ранее разработанных и занесенных в файл лекал. Эта модификация осуществляется путем изменения следующих параметров: координат точек, описывающих деталь; размеров детали; кривых, соединяющих координатные точки детали, а также за счет исключения отдельных участков в контурах детали.
Работа указанной программы состоит в нахождении исходной детали в файле, ее изменении и занесении новой детали в файл.
Для хранения в файле и извлечения оттуда всем созданным деталям присваивается идентификационный код, для чего используется специальная система кодирования.
Подготовка лекал к вводу в ЭВМ. Для осуществления ввода лекал в ЭВМ необходимо соответствующим образом их подготовить. Сущность данного процесса состоит в следующем.
На чертеже каждого лекала детали базового размеророста в натуральную величину указывают всю необходимую информацию, которую можно подразделить на две группы.
Первая группа - графическая информация, включающая положение конструктивных и промежуточных точек, форму контура детали, положение надсечек, меток и тому подобное.
Вторая группа - алфавитно-цифровая информация (идентификационный код, наименование детали, размеророст и так далее).
Для автоматической градации лекал подготавливаются данные о перемещении точек (схемы градации).
Ввод лекал в ЭВМ. При вводе лекал в ЭВМ решаются три взаимосвязанные задачи:
ввод и редактирование геометрии лекала;
задание правил градации точек лекала (норм приращения);
запись лекал после градации в базу данных.
Ввод лекал в ЭВМ выполняет оператор с помощью различных преобразователей графической информации. К ним относятся координатно-считывающие устройства, работающие в полуавтоматическом или автоматическом режиме, а также сканирующие устройства.
Наиболее часто в САПР используются полуавтоматические считывающие устройства (дигитайзеры). Они представляют собой электронный планшет (стол) на стандартной подставке от чертежного кульмана. Дигитайзеры оснащены оптическим считывателем (курсором), имеющим 4 или 16 кнопок, а также схемой управления и передачи данных в ЭВМ. Под верхним покрытием стола расположена координатная сетка, обеспечивающая высокую точность измерения координат точек лекала.
Конструктор располагает лекало на поверхности стола и прикрепляет его липкой лентой. Ввод координат точек лекала производится путем установки перекрытия оптического считывателя в нужную точку и нажатия соответствующей кнопки на считывателе. При этом одна кнопка используется для ввода начальных точек отрезков лекала; вторая - для конечных точек; третья - для ввода кривых линий; четвертая кнопка вместе с меню выбора режимов применяется для ввода различной алфавитно-цифровой информации о лекале.
Остальные кнопки оптического считывателя (если их больше четырех) носят вспомогательный характер и предназначены для ввода надсечек, меток, норм приращений для градации лекал. При использований четырехкнопочных курсоров вся информация может быть введена с помощью четырех кнопок.
Автоматическое считывающее устройство состоит из двух координатного механизма, фотодатчика и системы управления считыванием. Ось лекала совпадает с осью абсцисс стола. С помощью ключей управления оператор совмещает оптическую ось фотодатчика системы считывания с базовой точкой лекала (с точкой начала считывания) и переводит систему в режим слежения за контуром. Система перемещает фотодатчик вдоль контура, передавая в ЭВМ информацию о его траектории в виде координат. В процессе считывания осуществляется аппроксимация контура отрезками прямых.
Сканирующее устройство является наиболее эффективным для ввода лекал в ЭВМ. Оно используется, например, в системе фирмы Gybrid (Англия). Устройство имеет стол, работающий по принципу построчного прослеживания его плоскости. Лекала укладываются на стол, крышка закрывается. По команде происходит считывание всех помещенных на стол лекал. Одновременно на площади стола может разместиться до 15 лекал в зависимости от их размера. Сканирующие устройства редко используются в составе САПР из-за их высокой стоимости.
Введенные лекала отображаются на экране дисплея, визуально проверяются и при необходимости вносятся коррективы. Чтобы обезопасить производство от использования лекал с ошибками, допущенными при их вводе в ЭВМ, рекомендуется проводить вычерчивание лекал в натуральную величину. Это позволяет практически проверить правильность как ввода (или построения) лекал, так и их градации.
В некоторых САПР предусматривается проверка стыковки деталей по срезам для всех размероростов, коррекция контуров лекал в интерактивном режиме. Это позволяет сократить время подготовки моделей к запуску в производство, уменьшить расход бумаги и загрузку графопостроителя, так как в данном случае на него выводится только окончательный вариант модели.
Создание моделей. Для удобства работы в системе обычно предусматривается этап "Создание моделей", являющийся вспомогательным. В некоторых САПР этот этап не выделяется, а реализуемые в нем функции относятся к вводу лекал.
Под созданием моделей понимается объединение деталей изделия, раскраиваемых из одной ткани, по признаку их принадлежности к одной модели. По каждой детали одной модели задаются следующие параметры, которые используются при выполнении раскладки лекал:
максимальный угол (или процент) поворота детали относительно долевой линии (допускаемое отклонение нитей основы от номинального расположения);
количество копий данной детали;
признак парности детали (каждая вторая копия детали отображается перевернутой по осилили Y);
признак отступа детали по определенному срезу от других на дополнительное расстояние;
надписи на деталях, которые необходимы при выводе лекал и раскладки на графопостроитель.
Модель или отдельные ее части можно визуально проверить на экране дисплея.
Создание задания на раскладку. На данном этапе устанавливаются условия проектирования раскладки: размеророста, включаемые в раскладку; количество лекал по каждому размероросту, подлежащих раскладке; контрольное значение длины раскладки; параметры материала и настила. Рассмотрим коротко параметры материала и настила и связанные с ними правила раскладки.
К параметрам материала раскладки относятся;
ширина материала и его кромки, определяющая ширину рамки раскладки;
наличие ворса (автоматически запрещается свобода поворота лекал в раскладке);
наличие рисунка, требующего подгонки деталей;
способ укладывания полотен в настиле;
наличие секций в настиле.
Рисунок материала обусловливает необходимость дополнительного ограничения при выполнении раскладки: некоторые лекала должны укладываться только с учетом совмещения их с рисунком. Правила совмещения в разных САПР могут быть различными. Так, при использовании тканей с регулярным рисунком в полоску или клетку при вводе лекала задается точка совмещения с рисунком, которая в раскладке должна лежать на полоске или в точке пересечения линий, образующих клетку.
Способ укладывания полотен в настиле используется для автоматического определения условий некоторых действий системы как при подготовке лекал к раскладке, так и в самом процессе раскладки. Он может определять правила обработки парных лекал при их подготовке к раскладке. Например, для настила "лицом вниз" парное лекало является зеркальным отображением исходного лекала, а для настила "лицом к лицу" - копией исходного лекала.
Наличие секций в настиле устанавливает, что лекала не должны пересекать линии стыка секций.
Контрольная длина раскладки определяется как предварительная норма на длину раскладки с учетом достигнутого (или нормативного) процента межлекальных выпадов.
После составления задания на раскладку производится подготовка лекал, то есть автоматическое формирование необходимых комплектов лекал. Подготовленные комплекты лекал отображаются на экране дисплея.
Проектирование раскладок лекал. Процесс раскладки может осуществляться в автоматическом и интерактивном режимах.
Подходы к решению задачи автоматической раскладки могут принципиально отличаться друг от друга, но все они имеют общий недостаток - наличие существенных ограничений, В итоге раскладка, полученная в автоматическом режиме, имеет больший процент межлекальных отходов по сравнению с раскладкой, выполненной в интерактивном режиме. Но самое главное заключается в том, что автоматический режим не позволяет учитывать большое разнообразие технологических приемов и требований, которые необходимо выполнять для получения качественной раскладки. В первую очередь это относится к раскладкам на тканях с рисунком.
В связи с этим разработка автоматического режима раскладки более интересна с научной, нежели с практической точки зрения. Это объясняется прежде всего сложностью самой задачи, поэтому при ее успешном решении разработчик демонстрирует высокий уровень теоретической подготовки своих специалистов.
При выполнении раскладки в интерактивном режиме экран содержит рабочую зону и зону раскладки. В рабочей зоне располагаются необходимые комплекты лекал. Зона раскладки выделяется линиями и соответствует рамке раскладки в определенном масштабе. Как правило, на экране отображается только часть длины раскладки. Чтобы обеспечить доступ к любой ее части, предусмотрены команды "подмотки" раскладки вправо и влево. Во многих САПР обеспечена возможность установки в зоне раскладки разных масштабов отображения (увеличение части настила, показ всей раскладки и так далее).
Процесс раскладки заключается в переносе лекал рабочей зоны в зону раскладки, имитирующую настил. Последовательность укладывания лекал, нахождение рационального места для каждого лекала являются творческими задачами, которые лучше всего решает человек. При этом он может отслеживать те требования технологии, которые невозможно учесть при решении задачи в автоматическом режиме.
Программное обеспечение диалоговой раскладки позволяет оператору осуществлять автоматический контроль за своими действиями в соответствии с заданными правилами и способствует избавлению его от отнимающих время ручных операций.
При укладывании лекал в рабочей зоне, как правило, используются режимы "выталкивания", "бросания" лекал или их комбинации.
Режим "выталкивания" заключается в следующем: лекало размещается в свободном месте зоны раскладки так, чтобы немного перекрыть лежащие рядом лекала. Программой автоматически корректируется его положение с учетом непересечения с контурами ранее уложенных лекал и соблюдения заданного зазора между ними. Режим "бросания" реализуется так: для лекала, размещенного на свободном месте в зоне раскладки, указывается направление "бросания". Программа работает таким образом, что при движении лекала в указанном направлении автоматически определяется место, в котором оно касается (с учетом заданного зазора) других лекал.
Управление режимами осуществляется обычно с помощью манипулятора типа мышь без активизации каких-либо команд, и этих режимов уже достаточно, чтобы получить удовлетворительную раскладку. Тем не менее в системах имеются десятки дополнительных функций, которые позволяют поворачивать и разделять лекала, изменять их контур для дальнейшей ручной подгонки по рисунку ткани при раскрое, устанавливать порядок их раскроя автоматизированной раскройной установкой и т.д.
Именно развитие и совершенствование этих функциональных возможностей определяют качество подсистемы раскладки.
Таким образом, оператору во время выполнения раскладки приходится иметь дело с большим объемом информации, отражаемой на экране монитора. В связи с этим оформление экрана имеет важное значение для пользователя подсистемы раскладки, так как оно определяет наглядность и удобство расположения информации.
Зарисовка раскладок лекал. Существуют два варианта использования результатов работы САПР подготовки раскроя:
1) вычерчивание раскладок лекал в натуральную величину на бумаге и использование их в качестве обмелок;
2) раскрой настилов с помощью автоматизированной раскройной установки (АРУ) без нанесения контуров лекал на настил (без вычерчивания раскладок).
Первый вариант - использование раскладки, вычерченной на бумаге, - является наиболее распространенным, так как обеспечивает достаточно высокую эффективность производства при небольших затратах.
Зарисовка раскладок лекал в натуральную величину, а также вычерчивание лекал при проверке их геометрии после ввода или градации производится автоматически на графопостроителе (плоттере).
В условиях использования САПР в комплексе с АРУ необходимо получать зарисовки раскладок лекал в уменьшенном масштабе ("миниатюрки"), которые используются для контроля процесса раскроя и последующей разборки деталей кроя. Для этих целей могут быть использованы настольные миниплоттеры либо принтеры.
Вырезание лекал. Для вырезания лекал могут использоваться планшетные плоттеры, дополнительно снабженные головкой с фрезой. Существуют также специальные плоттеры, предназначенные для вырезания лекал из электротехнического картона. Возможна работа как с листовым, так и с рулонным картоном. Разрезание картона осуществляется ножом или лазерным лучом.
Создание управляющих программ для автоматизированного раскроя. При использовании на предприятии оборудования для автоматизированного раскроя материалов раскладки лекал на графопостроителе не вычерчиваются. Выполнение раскладок лекал на ЭВМ сопровождается созданием управляющих программ для АРУ.
В САПР отечественного производства, как правило, после завершения раскладки лекал проектировщик указывает порядок выкраивания деталей на АРУ. Для этого в меню имеется специальный режим. Имеется автоматический контроль за корректностью раскладки при раскраивании настила. Суть контроля заключается в автоматической проверке непересечения контуров деталей в раскладке, что позволяет избежать ошибок в процессе раскроя материалов.
Формирование таким путем порядка выкраивания деталей из настила производится на основе опыта и накопленных знаний проектировщика. Процесс носит субъективный характер, и далеко не всегда обеспечивается оптимальный маршрут раскроя настила.
В связи с этим в большинстве САПР производства западных фирм создание управляющих программ осуществляется в ином режиме. Для этих целей устанавливается специальное рабочее место. Сначала с участием проектировщика формируется множество маршрутов резания настила, отличающихся как начальной точкой маршрута, так и очередностью выкраивания деталей. Затем производится анализ различных маршрутов раскроя и выбор из них оптимального. Одновременно предусматривается также измельчение межлекальных отходов для удобства их удаления из зоны раскроя.
При всем при этом САПР обеспечивает:
повышение производительности труда конструктора за счет компьютеризации трудоемких операций;
сокращение цикла разработки новых моделей, ускорение запуска модели в производство в несколько раз;
экономию раскраиваемого материала за счет выполнения оптимальной раскладки лекал;
высвобождение производственных площадей, занятых ранее оборудованием для обработки лекал, участком хранения лекал, столами для ручного выполнения экспериментальных раскладок, отделением изготовления трафаретов или светокопировальным отделением;
ускорение корректировки конструкторской документации и внесения изменений.
Таким образом, использование САПР влечет за собой изменение структуры экспериментального цеха - исключается необходимость в копировании раскладок лекал в натуральную величину в светокопировальном отделении или отделении изготовления трафаретов. Нет необходимости в установлении в лекальном отделении оборудования для обработки лекал и в группе нормирования - столов для выполнения экспериментальных раскладок. В лекальном отделении не предусматривается площадь для хранения лекал. Без изменения остается организация работы в швейном отделении и лаборатории испытания материалов.
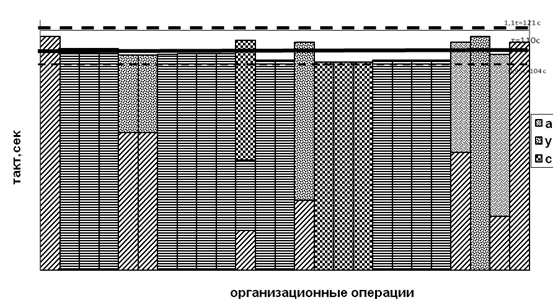
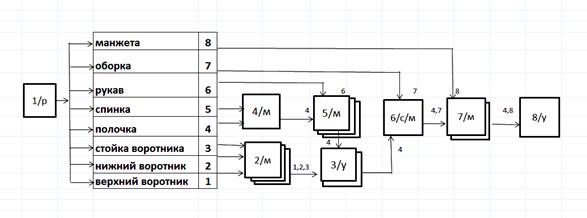
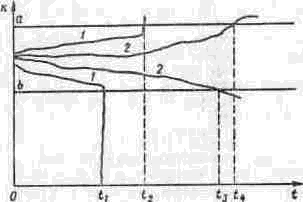
Структура экспериментального цеха, последовательность операций и их взаимосвязь представляется графом технологического процесса. На рисунке 8 представлены два варианта организации работы экспериментального цеха - типовой и с использованием САПР.
Рисунок 8 - Организация работы экспериментального цеха: а) типовой вариант; б) с использованием САПР.
Из графа технологического процесса работы экспериментального цеха видно, что при внедрении в производство САПР технологический процесс упрощается за счет совмещения в себе операций моделирования, конструирования, изготовления всех видов лекал и их градации, выполнения раскладок. Кроме того, с использованием САПР сокращается рабочий персонал и площадь экспериментального цеха.
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев