Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
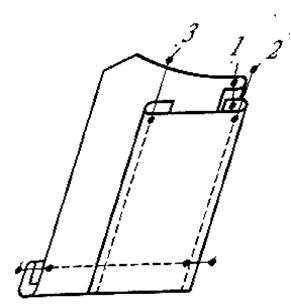
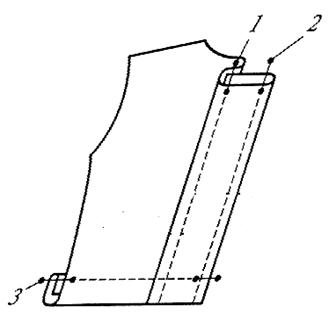
Бобинодержатель
Навигация
Бобинодержатель
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
7. Бобинодержатель.
| Карта инженерного обеспечения рабочего места | Модель типовая | Операция | |||
| Лист 2 | |||||
| №, п/п | Содержание приема | Код | Время на прием | Число приемов | Общее время |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Взять пачку и развязать пачку | А1 | 6,0 | 2 | 13,0 |
| 2 | Пачку развернуть | Т1 | 2,0 | 1 | 3,0 |
| 3 | Пачку разложить | Р1 | 2,0 | 1 | 3,0 |
| 4 | Взять левой рукой полочку и спинку и положить их на стол | А2 | 1,8 | 2 | 3,6 |
| 5 | Обеими руками взять нижние края полочки и спинки | В1 | 0,6 | 2 | 1,3 |
| 6 | Сложить плечевые срезы полочки и спинки | D1 | 0,9 | 2 | 2,9 |
| 7 | Подложить под иглу | C2 | 0,9 | 2 | 2,9 |
| 8 | Стачать срезы со стороны полочки | S1 | 1,26 | 2 | 4,76 |
| 9 | Обрезать нитку ножом | G13 | 0,6 | 2 | 1,34 |
| 10 | Отложить изделие на тележку-стеллаж | H1 | 0,6 | 2 | 1,2 |
| 11 | Связать пачку | Н2 | 7,0 | 1 | 8,0 |
| Итого | 45 | ||||
| tосн | tвсп | tопер | tкач | %п-з. о | t п-з. о | %от. л | t от. л | Hвр |
| 10,2 | 16,7 | 28,3 | 0,7Ч2 | 4,5 | 1,27 | 7,0 | 1,98 | 45 |
| Разработал | Леднева А.М. | Согласовал | дата | Лист | |||
| Проверил | Шандакова О.П. | Утвердил | Шандакова О.П. | 2 |
Приложение 3
Организация работы подготовительного цеха
В подготовительном цехе выполняются следующие операции: приемка материалов с проверкой документации и исправности тары; распаковка материалов; хранение материалов; количественная и качественная оценка материалов; конфекционирование; комплектование материалов для отправки в раскройный цех; расчет кусков тканей для настилов.
Приемка материалов - проверяют сохранность и количество поступивших материалов в соответствии с документами, Распакованные материалы укладывают на поддоны или контейнеры, которые перемещают внутри цеха с помощью электроштабелеров и передвижных талей;
Разбраковка материалов - осуществляется на браковочно-промерочных машинахБПМ-2, БПМ-3;
Хранение материалов - разбракованные материалы хранятся механизировано - элеваторным способом, при котором загрузка и разгрузка тканей производится автоматически с пульта управления. Это позволяет механизировать тяжелый труд и помогает быстрее отыскивать нужные куски ткани, попавшее в данный расчет.
Автоматизированный склад хранения разбракованных материалов с двумя пультами управления может быть использован как основная часть АСУТП. Коммутируя параметры склада на ЭВМ можно автоматически выполнять следующие операции: инвентаризацию, комплектование расчетов, расчеты оптимального использования материалов для выполнения заказов и получать информацию о размерах поставок материалов, его движения и т.д.
Материалы хранят в сухом, проветриваемом помещении на расстоянии 1 м от отопительных приборов, относительная влажность воздуха 60 - 65%, температура 16 - 20 оС, предохраняя их от пыли, солнечных лучей, моли и загрязнения.
Приложение 4
Организация работы раскройного цеха.
Раскройный цех выполняет следующие операции: настилание материалов и выполнение обмеловок; раскрой деталей изделия; нумерация и комплектование деталей кроя; навешивание талонов последовательности; хранение, транспортировка пачек кроя; оформление маршрутных листов; заполнение товарного и контрольного ярлыков.
Материал вырезают на настилочном столе (700 х 1800 мм) механизировано (с помощью настилочных машин МНТ-2, полуавтоматического комплекса ПНК) Для обеспечения правильной комплектовки деталей их клеймят, маркируют, прикрепляя или наклеивая талоны подписанные карандашом. Раскрой материалов осуществляется в два этапа:
1. рассечение настилов на части и частичное вырезание крупных деталей (передвижная раскройная машина ЭЗМ-3 и ЭЗДМ-3);
2. вырезание деталей из отдельных частей настила по линиям зарисовки или лекала (раскройная ленточная машина РЛ-4, РЛ-6).
Автоматическая система раскроя, состоящая из раскройного стола и управляющего устройства, позволяет производить раскрой материалов без нанесения обмеловки раскладки лекал. Вызов программы раскладки из базы данных для раскроя и процесс раскроя осуществляется через управляющее устройство. Настил раскраивают частями по длиннее, причем по программе раскроя - сначала вырезают мелкие, а затем крупные детали.
Нумерация и комплектование деталей кроя выполняется на спецмашине 68-1, прикрепляя талон с номером на лицевой стороне. Детали из основной ткани, подкладки и приклада связывают спецремнями и поставляют на склад кроя.
Приложение 5
Организация работы швейного цеха
В швейном цехе выполняются следующие операции: проверка качества кроя, подгонка деталей по рисунку, разметка вытачек, карманов, складок и так далее, пошив изделий, окончательная ВТО и отделка.
Автоматическая система раскроя, состоящая из раскройного стола и управляющего устройства, позволяет производить раскрой материалов без нанесения обмеловки раскладки лекал. Вызов программы раскладки из базы данных для раскроя и процесс раскроя осуществляется через управляющее устройство. Настил раскраивают частями по длиннее, причем по программе раскроя - сначала вырезают мелкие, а затем крупные детали.
Нумерация и комплектование деталей кроя выполняется на спецмашине 68-1, прикрепляя талон с номером на лицевой стороне. Детали из основной ткани, подкладки и приклада связывают спецремнями и поставляют на склад
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев