Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
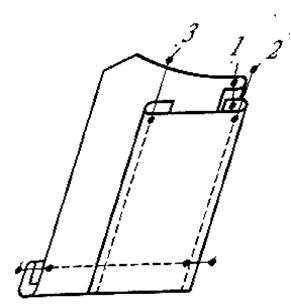
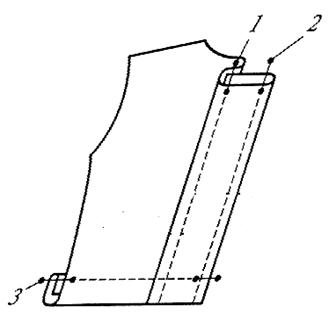
Бобинодержатель
Навигация
Расчет количества рабочих конструкторского отделения
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
3.3.1 Расчет количества рабочих конструкторского отделения
На основе перспективных направлений моды и исследования потребительского спроса, а также плана внедрения новых моделей на предприятии разрабатываются новые модели одежды и документация для их внедрения в производство. При выполнении работ по моделированию и конструированию определяется расход материалов на единицу изделия и затраты труда на обработку, т.е. исходные данные для расчета технико-экономических показателей производства новых изделий.
Конструкторы крупного предприятия подразделяются на две группы. Первая группа конструкторов занимается разработкой базовых конструкций и первичных лекал на проектируемую модель.
Конструкторы второй группы на основе базовой конструкции разрабатывают лекала на модель среднего размеророста, производят уточнение конструкции модели в процессе изготовления образцов, разрабатывают производные и вспомогательные лекала, оформляют документацию на модель и осуществляют дальнейший контроль за изготовлением лекал и изготовлением изделия в швейном производстве.
Конструкция швейного изделия разрабатывается с учетом технологии, организации производства и оборудования, используемых на предприятии.
Расчеты:
Кк1= (20·20·1,4) / (0,93·1976) =0,3 (чел);
Кк2= (20·20·1,4) / (0,93·1976) =0,43 (чел);
Кк3= (20·20·1,4) / (0,93·1976) =0,67 (чел);
Кк. общ. =Кк1+Кк2+Кк3,Кк. общ. =0,3+0,43+0,67=1,4 (чел).
Расчет количества конструкторов оформлен в виде таблицы 3.3
Таблица 3.3-Расчет количества конструкторов
| №, п/п | Изделие | Количество новых моделей Фн, шт. | Норма времени t, час | Коэффициент дополнительных затрат времени, η | Коэффициент невыходов, ε | Годовой фонд рабочего времени В, час | Количество конструкторов Кк, чел. |
| 1 | Куртка женская на подкладке | 20 | 20 | 1,4 | 0,93 | 1976 | 0,3 |
| 2 | Куртка женская на утеплителе | 20 | 28 | 1,4 | 0,93 | 1976 | 0,43 |
| 3 | Костюм мужской спортивный для зимнего отдыха | 22 | 40 | 1,4 | 0,93 | 1976 | 0,67 |
| Итого | 62 | 88 | 1,46 |
Для конструкторского отделения достаточное количество:
конструкторов - один человек;
художников - модельеров один человек;
технологов - один человек.
Площадь конструкторского отделения определяется по формуле (12).
 (12)
(12)
где Нк1раб., Нм1раб., Нт1раб. - нормы площади на одного конструктора, модельера и технолога, определяемые применяемым оборудованием; Кк, Км, Кт - количество конструкторов, модельеров, технологов; Sхр. док. - площадь под хранение документации; ηпл - коэффициент использования площади (ηпл =0,4).
Размер стола модельера - 1,2 м Ч0,6м, конструктора - 2,0 м Ч1,0м, стол технолога 1,2 м Ч0,6 м. Шкаф для хранения документации 1,5 м Ч0,8 м, манекены, диаметром 0,5 м.
Площадь конструкторского отделения составит:
![]()
3.3.2 Расчет количества рабочих швейного отделения
Подготовка технологии и организации производства осуществляется на технологическом участке, в котором трудятся: лаборанты и рабочие по изготовлению опытной партии изделий новых моделей. Разработка технологии изготовления изделий начинается с выполнения лаборантами образцов моделей, в результате чего уточняется не только конструкция изделия соответственно требованиям массового производства, но и выбираются методы обработки.
Количество лаборантов в швейном отделении определяют, исходя из количества образцов, изготавливаемых в год по каждому виду изделий, и трудоемкости изготовления этих образцов с учетом использования рабочего времени лаборанта. Отличие в формуле определения Кр имеет место при расчете количества лаборантов-портных:
![]() (13)
(13)
где С1 - количество опытных образцов (С1= 1-2); С2 - количество опытных образцов-эталонов (С2 = 2-4); t1 - время выполнения опытного образца (t1= 10 Т); t2 - время выполнения опытного образца (t2 = 3 Т), Т - трудоемкость изготовления изделия в швейном цехе, час.
Расчеты:
Клаб.1=20·1,2· (1·56+2·50) / (0,93·1976) =2,04 (чел);
Клаб.2=20·1,2· (1·64+3·58) / (0,93·1976) =2,35 (чел);
Клаб.3=22·1,2· (1·76+2·70) / (0,93·1976) =3,1 (чел);
Клаб. общ. = Клаб.1+ Клаб.2+ Клаб.3; Клаб. общ. =2,04+2,35+3,1=7,49 (чел).
Из расчетов видно, что достаточное количество лаборантов-портных 2 человека, в таблице 3.4 заносим полученные результаты расчетов.
Таблица 3.4-Расчет количества лаборантов-портных
| №, п/п | Изделие | Количество новых моделей Фн, шт. | Норма времени на изготовление изделий, час | Количество изготавливаемых изделий | Коэффициент дополнительных затрат времени,η | Коэффициент невыходов, ε | Годовой фонд рабочего времени В, час | Количество лаборантов-портных, Клаб | |||
| 1 прорабо точное, t1 | 2 прорабо точное, t2 | Образец-эталон, t2 | Проработочных | Образцов эталонов | |||||||
| 1 | Куртка женская на подкладке | 20 | 56 | 50 | 50 | 1 | 2 | 1,2 | 0,93 | 1976 | 2,04 |
| 2 | Куртка женская на утеплителе | 20 | 64 | 58 | 58 | 1 | 2 | 1,2 | 0,93 | 1976 | 2,35 |
| 3 | Костюм мужской спортивный для зимнего отдыха | 22 | 76 | 70 | 70 | 1 | 2 | 1,2 | 0,93 | 1976 | 3,1 |
| Итого | 62 | 3 | 6 | 2,25 | |||||||
Для выполнения раскройных работ предусматриваются рабочие-раскройщики в количестве примерно равным 15-20% от общего числа рабочих-лаборантов.
Расчеты:
Кр.р.1= (20·1,2·3·6,5) / (0,93·1976) =0,25 (чел);
Кр.р.2= (20·1,2·3·8,5) / (0,93·1976) =0,33 (чел);
Кр.р.3= (20·1,2·3·10,5) / (0,93·1976) =0,45 (чел);
Кр.р. общ. = Кр.р.1+ Кр.р.2+ Кр.р.3;
Кр.р. общ. =0,25+0,33+0,45=1,03 (чел).
Для швейного отделения достаточное количество рабочих-раскройщиков является один человек.
Результаты расчетов количества рабочих-раскройщиков отражены в таблице 3.5
Таблица 3.5-Расчет количества рабочих-раскройщиков
| №, п/п | Изделие | Количество новых моделей Фн, шт. | Норма времени на раскрой t, час | Количество раскраиваемых моделий | Коэффициент дополнительных затрат времени, η | Коэффициент невыходов, ε | Годовой фонд рабочего времени В, час | Количество рабочих-раскройщиков, чел. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Куртка женская на подкладке | 20 | 6,5 | 3 | 1,2 | 0,93 | 1976 | 0,25 |
| 2 | Куртка женская на утеплителе | 20 | 8,5 | 3 | 12 | 0,93 | 1976 | 0,33 |
| 3 | Костюм мужской спортивный для зимнего отдыха | 22 | 10,5 | 3 | 1,2 | 0,93 | 1976 | 0,45 |
| Итого | 62 | 9 | 1,03 |
Оборудование группы лаборантов принимают равным: на каждого лаборанта - одну швейную машину, на всю группу лаборантов - основные специальные машины швейного цеха, пресс, утюги, раскройные столы размером 4,0 мЧ1.6 м. Все данные об оборудовании заносятся в таблицу 3.6.
Таблица 3.6-Расчет площади, занимаемой оборудованием швейного отделения
| Наименование оборудования | Количество оборудования | Габариты оборудования | Площадь, занимаемая оборудованием, м2 | Общая площадь под оборудование, м2 | |
| Длина, м | Ширина, м | ||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 131-321+50 АО "Орша", Беларусь | 3 | 1,1 | 0,6 | 0,66 | 1,98 |
| 131-111+100 | 4 | 1,1 | 0,6 | 0,66 | 2,64 |
| EXT5200 PEGASUS, Япония | 2 | 1,1 | 0,6 | 0,66 | 1,32 |
| 541 DUERKOPP ADLER, Германия | 1 | 1,1 | 0,6 | 0,66 | 0,66 |
| Стол утюжильный "ALISEA", Венгрия | 1 | 1,4 | 0,8 | 1,12 | 1,12 |
| Утюг F014 "TREVEL", Венгрия | 1 | - | - | - | - |
| Раскройный стол | 1 | 4,0 | 1,6 | 6,4 | 6,4 |
| Тележка-кронштейн | 1 | 1,2 | 0,5 | 0,6 | 0,6 |
| Итого | 14,72 | ||||
Площадь, занимаемая группой лаборантов, определяется исходя из формулы (14):
 (14)
(14)
где: Sобор - общая площадь под оборудование, м2; ηпл - коэффициент использования площади, (ηпл = 0,4).
![]()
Кроме того, в швейном отделении необходимо предусмотреть наличие помещения для хранения образцов:
![]() (15)
(15)
где Ф - количество моделей в год; S - площадь на 1 образец, (S = 0,14 м2); t - срок хранения образца, (t = 1 год); h - количество ярусов, (h = 2); ηпл - коэффициент использования площади, (ηпл = 0,5).
![]()
Площадь швейного отделения принимают равной:
![]() (16)
(16)
![]()
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев