Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
Бобинодержатель
Навигация
Технологическая последовательность обработки изделия
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
2.3 Технологическая последовательность обработки изделия
На основании выбранных методов составляют технологическую последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Если используют новое высокопроизводительное оборудование, время уточняется.
Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса.
Таблица 2.8-Технологическая последовательность изготовления куртки женской на утеплителе
| № п/п | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек | Оборудование, приспособления, инструменты |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Соединение утепляющей прокладки с деталями верха куртки: кокетки полочек, средние части полочек, нижние боковые части полочек, верхние боковые части полочек, кокетки спинки, боковые части спинки, верхний воротник, верхние и нижние части рукавов | М | 3 | 299 | 131-321+50, АО "Орша", Беларусь | |
| Итого | 299 | ||||
| Обработка полочек | |||||
| Стачать центральные и боковые нижние части полочек, оставляя отверстия для входов в карман | М | 3 | 81 | 131-321+50, АО "Орша" Беларусь | |
| Разутюжить швы стачивания центральных и боковых нижних частей полочек | У | 3 | 20 | ||
| Настрочить тесьму-молнию к припускам на обработку карманов | М | 3 | 178 | ||
| Притачать подкладку карманов к подзорам | М | 2 | 46 | 131-321+50, АО "Орша", Беларусь | |
| Притачать подзор с подкладкой к центральной части полочки | М | 3 | 30 | 131-321+50, АО "Орша", Беларусь | |
| Притачать подзор с подкладкой к боковой части полочки | М | 3 | 30 | 131-321+50, АО "Орша", Беларусь | |
| Стачать части подкладки карманов | М | 2 | 68 | 131-111+100, ПО "Промшвеймаш" | |
| Притачать боковые верхние части полочек к средним и боковым нижним частям полочек, расстрочить | М | 3 | 68 | 131-321+50, АО "Орша", Беларусь | |
| Проложить отделочную строчку по рельефным швам полочек | М | 4 | 65 | 131-321+50, АО "Орша", Беларусь | |
| Притачать кокетки к полочкам, расстрочить | М | 3 | 42 | 131-321+50, АО "Орша", Беларусь | |
| М | 4 | 40 | 131-321+50, АО "Орша", Беларусь | ||
| Итого по узлу | 768 | ||||
| Обработка спинки | |||||
| Стачать средний срез спинки | М | 3 | 34 | 131-321+50, АО "Орша", Беларусь | |
| Притачать кокетки к спинке | М | 3 | 42 | 131-321+50, АО "Орша", Беларусь | |
| Проложить отделочную строчку по кокеткам спинки | М | 4 | 40 | 131-321+50, АО "Орша", Беларусь | |
| Итого по узлу | 116 | ||||
| Обработка рукавов | |||||
| Стачать локтевые срезы рукавов | М | 3 | 56 | 131-321+50, АО "Орша", Беларусь | |
| Расстрочить локтевые швы | М | 4 | 54 | 131-321+50, АО "Орша", Беларусь | |
| Стачать передние срезы рукавов | М | 3 | 40 | 131-321+50, АО "Орша", Беларусь | |
| Вывернуть рукава на лицевую сторону | Р | 2 | 17 | - | |
| Итого по узлу | 195 | ||||
| Обработка подкладки | |||||
| Нарезать ленту с памяткой по уходу за изделием | Р | 2 | 5 | Ножницы | |
| Отрезать ленту с изображением товарного знака | Р | 2 | 5 | Ножницы | |
| Настрочить обтачку горловины спинки к подкладке | М | 3 | 30 | 131-111+100, ПО "Промшвеймаш" | |
| Притачать концы вешалки к обтачке горловины спинки | М | 2 | 20 | 131-111+100, ПО "Промшвеймаш" | |
| Стачать боковые срезы подкладки | М | 2 | 60 | 131-111+100, ПО "Промшвеймаш"+3051924703606 (916721) АО "Орша" | |
| Стачать плечевые срезы подкладки | М | 2 | 40 | 131-111+100, ПО "Промшвеймаш" | |
| Стачать локтевые срезы подкладки рукавов | М | 2 | 48 | 131-111+100, ПО "Промшвеймаш"+1-69 МОМЗ ЦНИИШП | |
| Стачать передние срезы подкладки рукавов | М | 2 | 49 | 131-111+100, ПО "Промшвеймаш" | |
| Втачать подкладку рукавов в проймы подкладки, притачивая полоски подкладки | М | 3 | 135 | 541, "Дюркопп" ФРГ | |
| Настрочить тканевую ленту с товарным знаком на подборт | М | 2 | 27 | 131-111+100, ПО "Промшвеймаш" | |
| Притачать подборт к подкладке | М | 2 | 75 | 131-111+100, ПО "Промшвеймаш" | |
| Втачать нижний воротник-стойку в горловину подкладки | М | 4 | 156 | 131-321+50, АО "Орша" Беларусь | |
| Приутюжить подкладку | У | 2 | 62 | ||
| Итого | 608 | ||||
| Монтаж | |||||
| Стачать боковые срезы полочек и спинки | М | 3 | 45 | 131-321+50, АО "Орша" Беларусь | |
| Разутюжить боковые швы, приутюжить полочку и спинку изделия | У | 3 | 40 | Стол утюжильный "ALISEA", электропаровой утюг "TREVEL"Венгрия | |
| Проверка изделия по табелю мер | Р | 3 | 28 | Табель мер, сантиметровая лента | |
| Нанести линию подгибки низа куртки | Р | 2 | 38 | Мел. лекало | |
| Подрезать неровности по низу куртки, выполнить надсечки для стачивания нижних углов подбортов | Р | 2 | 30 | Ножницы | |
| Стачать плечевые срезы куртки | М | 3 | 65 | 131-321+50, АО "Орша" Беларусь | |
| Проложить отделочные строчки по плечевым швам | М | 4 | 60 | 131-321+50, АО "Орша" Беларусь | |
| Втачать верхний воротник-стойку в горловину | М | 4 | 156 | 131-321+50, АО "Орша" Беларусь | |
| Разутюжить шов втачивания воротника в горловину | У | 3 | 46 | Стол утюжильный "ALISEA", электропаровой утюг "TREVEL"Венгрия | |
| Втачать рукава в проймы | М | 4 | 225 | 131-321+50, АО "Орша" Беларусь+1-69 МОМЗ ЦНИИШП | |
| Притачать тесьму-молнию к подборту | М | 3 | 140 | 131-321+50, АО "Орша" Беларусь+1-66 МОМЗ ЦНИИШП | |
| Настрочить подогнутый срез подборта на борт | М | 4 | 268 | 131-321+50, АО "Орша" Беларусь | |
| Вывернуть рукава на изнаночную сторону | Р | 2 | 19 | - | |
| Притачать подкладку к низу рукавов | М | 2 | 104 | 131-321+50, АО "Орша" Беларусь | |
| Вывернуть рукава на лицевую сторону | Р | 2 | 132 | - | |
| Прикрепить подкладку к локтевым швам рукавов верха | Р | 2 | 25 | - | |
| Проложить отделочную строчку по низу рукавов | М | 3 | 99 | 131-321+50, АО "Орша" Беларусь3051924703606 (916721) АО "Орша" | |
| Прикрепить проймы подкладки верхней части с помощью отрезка ткани | М | 2 | 39 | 131-321+50, АО "Орша" Беларусь | |
| Прикрепить проймы подкладки к нижней части с помощью отрезка ткани | М | 2 | 35 | 131-321+50, АО "Орша" Беларусь | |
| Вывернуть изделие на изнаночную сторону | Р | 2 | 36 | - | |
| Притачать подкладку по низу куртки | М | 3 | 120 | 131-321+50, АО "Орша" Беларусь | |
| Вывернуть куртку на лицевую сторону | Р | 2 | 156 | - | |
| Застрочить отверстие в подкладке рукавов | М | 2 | 56 | 131-111+100, ПО "Промшвеймаш" | |
| Проложить отделочную строчку по низу изделия | М | 4 | 140 | 131-321+50, АО "Орша" Беларусь+3051924703606 (916721) АО "Орша" | |
| Итого по монтажу | 1780 | ||||
| Отделка | |||||
| Чистка куртки от производственного мусора | Р | 2 | 46 | - | |
| Чистка куртки химическим составом | Р | 2 | 30 | - | |
| Окончательная ВТО | У | 5 | 200 | ||
| Вложить запасной отрезок ткани в пакет | Р | 2 | 20 | - | |
| Навесить товарный ярлык и пакета с запасным отрезком ткани | Р | 2 | 35 | 6-54 МОМЗ ЦНИИШП | |
| Застегнуть тесьму-молнию | Р | 2 | 12 | - | |
| Упаковать изделие | Р | 3 | 107 | - | |
| Скомплектовать изделия по маршрутным листам | Р | 3 | 60 | - | |
| Сдача на склад | Р | 3 | 46 | - | |
| Итого по отделке | 544 | ||||
| Итого по изделию | 4072 | ||||
На основании данных технологической последовательности изготовления куртки женской на утеплителе (таблица 2.8) составляется сводная таблица времени по специальностям (таблица 2.9), в которой отражено время машинных, утюжильных, ручных работ, время работ на специальных машинах, а также общее время работ по разрядам и специальностям.
Таблица 2.9-Сводная таблица времени по специальностям
| Разряд | Время обработки по специальностям, с. | Общее время обработки | |||
| М | С | У | Р | ||
| II | 573 | 0 | 62 | 606 | 1241 |
| III | 1571 | 0 | 144 | 241 | 1956 |
| IV | 913 | 0 | 200 | 0 | 1113 |
| V | 0 | 0 | 0 | 0 | 0 |
| Итого общее время по специальностям | 3057 | 0 | 411 | 847 | 4310 |
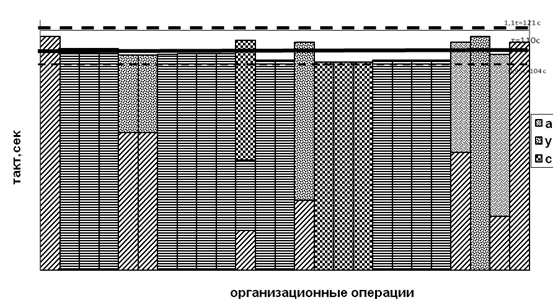
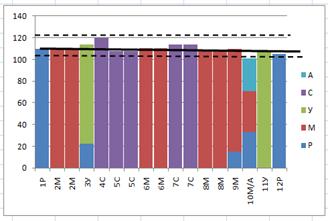
На основании полученных данных из таблицы 2.9 строится диаграмма структуры времени по специальностям, на которой наглядно видна доля механизированных работ (рис.7).
Рисунок 7-Диаграмма структуры времени по специальностям
Коэффициент механизации потока Км вычисляется по формуле (8):
![]() (8)
(8)
где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек;
Тизд - трудоемкость изделия, сек.
![]()
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев