Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
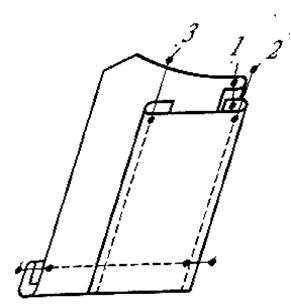
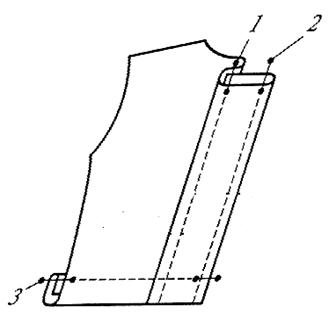
Бобинодержатель
Навигация
Расчет расхода материалов
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
1.6.2 Расчет расхода материалов
После определения площади лекал приступают к выполнению экспериментальных раскладок. Для выполнения раскладки рассчитывается предварительная норма на обмеловку согласно площади лекал и допускаемым нормативам межлекальных выпадов по формуле (2):
![]() (2)
(2)
где Sл - площадь лекал, см2; Во - отправной показатель межлекальных отходов, %; Шр - ширина рамки раскладки, см.
Для того чтобы определить, какая ширина ткани будет более экономична, выполняются экспериментальные раскладки на следующие ширины:
для ткани верха - 145 см, 150 см;
для подкладочной ткани - 150 см;
для утепляющей подкладки - 150 см.
Раскладка лекал должна быть комбинированная (на два комплекта лекал)
Отправной показатель межлекальных отходов для проектируемого ассортимента составляет: 20% для ткани верха, 15% для подкладочной ткани, 10% для утепляющей подкладки.
Нпр1=2·13082,12·100%/ ( (100% -20%) ·145) =226 (см);
Нпр2=2·13082,12·100%/ ( (100% -20%) ·150) =218,04 (см);
Нпр3=2·12892,5·100%/ ( (100% -15%) ·150) =202,24 (см).
Нпр4=2·11528,16·100%/ ( (100% -10%) ·140) =183 (см).
Подставив данные в формулу (1.6.2.1) была найдена предварительная длина раскладки на каждый вид материала:
для ткани верха Шр=145 см, Нпр=226 см;
Шр=150 см, Нпр=218,04 см;
для подкладочной ткани Шр=150 см, Нпр=202,24см;
для утепляющей подкладки Шр=140 см, Нпр=183см;
Далее производится раскладка лекал и уточняются нормы расхода материалов.
1.6.3 Выполнение раскладки лекал. Уточнение нормы расхода
После установления припусков по всем деталям изделия необходимо провести его раскрой. При выполнении раскладки лекал учитывались вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани. Для этого необходимо установить требования к выполнению раскладки лекал на материал:
укладывание деталей начинают с крупных деталей;
крупные детали размещают ближе к кромке, а мелкие по середине;
крайние лекала укладываются своими прямыми срезами к внешним сторонам раскладки, а криволинейными во внутрь раскладки;
лекала укладывают криволинейные срезы с криволинейными, а прямолинейные с прямолинейными;
для уменьшения процента межлекальных отходов в раскладке необходимо использовать несколько комплектов (разных размероростов);
строгое соблюдение нити основы;
толщина линии обводки должна быть не более 2мм.
При выполнении раскладки лекал важно помнить, что раскладка лекал в два комплекта экономнее, чем в один.
Раскладка выполнена на миллиметровой бумаге на следующие виды материалов: верха, подкладки. На деталях кроя указали: наименование детали, размеророст, направление нити основы и допускаемые отклонения от нити основы. Межлекальные выпады заштриховывали под углом 450.
После выполнения раскладки определили фактическую величину межлекальных отходов, Вф,% по формуле (3)
 (3)
(3)
где Sл - площадь лекал, см2; Sр - площадь раскладки, см2.
Вф1= (145·215-2·13,082,12) ·100%/ (145·215) =16,07%;
Вф2= (150·213,5-2·13,082,12) ·100%/ (150·213,5) =18,3%;
Вф3= (150·191-2·12892,5) ·100%/ (150·191) =10%;
Вф4= (140·183-2·11528,16) ·100%/ (140·183) =10%.
На раскладке приводятся следующие данные: наименование изделия; размер; наименование ткани; ширина ткани, (см); вид раскладки; способ настилания; длина раскладки (см); площадь раскладки (см2); площадь лекал деталей (см2); межлекальные отходы, (%).
Для обеспечения технологичности конструкции предусматривается взаимосвязанное решение комплексных задач, направленных на выполнение экономичной раскладки лекал, для определения оптимального варианта взаиморасположения деталей и сокращения расходов материалов.
При выполнении раскладки лекал верха учитывались все технические условия и особенности модели в соответствии с ассортиментом и предлагаемой тканью; учитывались допускаемые надставки и разрезы, предусмотренные нормативно-технической документацией.
Особое внимание уделялось: положению деталей крупных размеров, симметрии деталей.
Для сокращения длины раскладки использовалось расположение лекал в разные стороны, принцип симметрии раскладки, крупные детали располагались по углам рамки раскладки, мелкие в соответствии с техническими условиями на свободное, легко сопрягающееся место внутри раскладки.
При выполнении раскладки подкладки особое внимание уделялось применению допускаемых отклонений от нити основы, так как форма деталей подкладки, как правило, крупная и количество мелких деталей ограничено. Такие детали, как нижняя часть рукава, подкладка кармана (если довольно большая величина) можно резать в местах, определенных нормативно-технической документацией.
При выполнении раскладки приклада необходимо помнить о том, что направление нити основы должно соответствовать детали верха (как правило), но по необходимости сокращения большого количества межлекальных выпадов можно разрезать крупные детали в местах, которые меньше всего привлекают внимание (например, деталь полочки можно разрезать вертикально ближе к боковому срезу).
При анализе выполненной раскладки лекал получилось следующее:
Расчетная длина раскладки:
для ткани верха: Шр =145 см, Нпр = 226 см; Шр = 150 см, Нпр = 218,04 см;
для подкладочной ткани: Шр = 150 см; Нпр= 202,24 см.
для утепляющей подкладки: Шр =140 см; Нпр = 183 см.
Фактическая длина раскладки:
для ткани верха: Шр = 145 см, Др = 215 см; Шр = 150 см, Др = 213,5 см;
для подкладочной ткани: Шр = 150; Др = 191 см;
для утепляющей подкладки: Шр = 130; Др = 183 см
Нормативный процент выпадов:
для ткани верха: 20%
для подкладочной ткани: 15%
для утепляющей подкладки: 10%
Фактический% выпадов:
для ткани верха: Шр = 145 см, Вф = 16,07%; Шр = 150, Вф = 18,3%;
для подкладочной ткани: Шр = 150; Вф = 10%;
для утепляющей подкладки: Шр = 140; Вф = 10%.
Таким образом, при анализе результатов раскладки из ткани верха мы видим, что Вн =20%, а Вф - 16,07% и 18,3%; подкладки - Вн =15%, а Вф - 10%; утепляющей подкладки - Вн = 10%, а Вф - 10%, то есть не превышает норматив.
Это указывает на то, что раскладка лекал куртки женской полуприлегающего силуэта для младшей возрастной группы выполнена рационально и может быть рекомендована при изготовлении данной модели.
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев