Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
Бобинодержатель
Навигация
Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
2.2 Выбор методов обработки и оборудования, средств технологической оснастки. Экономическая оценка методов обработки
При анализе существующей обработки была разработана новая технология, на основе совершенствования прогрессивного оборудования и средств оргтехоснастки. При выборе оборудования и средств оргоснастки учитывалось:
повышение удельного веса машинных операций;
механизация ручных работ;
сокращение доли машинных работ;
применение последовательно-параллельного метода обработки.
Характеристика оборудования, рекомендуемого для изготовления изделия и средств оргоснастки приводится в таблице 2.3, таблице 2.4, таблице 2.5
Таблица 2.3 - Характеристика технологического оборудования рекомендуемого для изготовления куртки женской на утеплителе
| Назначение оборудования | Вид обрабатываемых материалов | Класс, предприятие изготовитель | Вид стежка | Технические параметры | |||
| Частота вращения гл. вала, об/мин | Максимальная длина стежка, мм | Максимальная толщина материала, мм | Исполнительный орган перемещения материала | ||||
| Стачивание, втачивание деталей | Синтетическая курточная ткань | 131-321+50, АО "Орша" Беларусь | 301 | 5000 | 4,5 | 5 | Нижняя зубчатая рейка и отклоняющаяся игла |
| Стачивание деталей | Подкладочная вискозно-капроновая ткань | 131-111+100, ПО "Промшвеймаш" | 301 | 5000 | 4,5 | 5 | Нижняя зубчатая рейка и отклоняющаяся игла |
| Втачивание рукавов в пройму | Синтетическая курточная ткань | 541, "Дюркопп" ФРГ | 301 | 3200 | 4 | 5 | Нижняя и верхняя зубчатые реки |
| Расстрачивание | Синтетическая курточная ткань | Двухигольная машина | |||||
Таблица 2.4 - Характеристика средств оргоснастки, рекомендуемых при изготовлении куртки женской на утеплителе
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие и изготовитель |
| 1 | 2 | 3 | 4 |
| Соблюдение параллельности строчки краю соединяемых деталей | Откидная направляющая линейка | 3051924703606 (916721) АО "Орша" | 131-111+100, 131-321+50, ПО "Промшвеймаш" |
| Фиксация краев стачиваемых деталей и создание условий для посадки одной из них | Приспособление для соединения двух деталей с посадкой одной из них | 1-69 МОМЗ ЦНИИШП | 131-321+50, АО "Орша" Беларусь |
| Соблюдение параллельности строчки застежке-молнии и заданного расстояния строчки от замка | Приспособление для настрачивания застежки-молнии | 1-66 МОМЗ ЦНИИШП | 131-321+50, АО "Орша", Беларусь |
| Продевание и закрепление нити на товарном ярлыке | Приспособление для продевания и закрепления нити на товарном ярлыке | 6-54 МОМЗ ЦНИИШП |
Таблица 2.5-Характеристика оборудования для влажно-тепловой обработки, рекомендуемого для изготовления куртки женской на утеплителе
| Назначение оборудования | Марка оборудования, тип привода, предприятие изготовитель | Режим ВТО | Способ нагревания верхней подушки утюга | |||
| Температура прессования, град | Усиление прессования, кПа | Время обработки, с | Увлажнение,% | |||
| Внутри-процесс-ная ВТО | - | - | 411 | 1-20 | Электрический | |
| Внутри-процесс-ная ВТО | 100-240 | 50 | 411 | 1-20 | Электрический | |
Для изготовления женской куртки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 957 кл. ("Промшвеймаш") для стачивания ткани верха была заменена на одноигольную стачивающую машину 131-321+50 кл. (АО "Орша", Беларусь), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали.
Для придания изделию хорошего внешнего вида предполагается легкая влажно-тепловая обработка, для которой рекомендуется использовать утюжильный стол "ALISEA", Венгрия, который комплектуется основной и двумя специальными подушками и электропаровым утюгом "TREVEL", Венгрия.
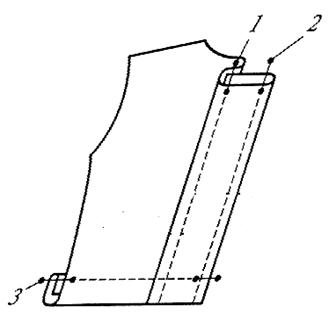
Правильный выбор методов обработки имеет большое значение для выпуска изделий высокого качества, повышения производительности труда и сокращения затрат времени. Так, например, бала изменена технологическая обработка борта (Рис.6). Существующую обработку края борта предложено заменить, что позволит сократить затраты времени, как показано в таблице 2.6
Экономическая оценка осуществляется путем сравнения наиболее трудоемкого метода с другими предложенными вариантами.
По итогам анализа проводится расчет показателей эффективности, приведенных в таблице 2.7
Существующая обработка Предлагаемая обработка
Рисунок 6-Обработка борта
Данные анализа метода обработки представлены в таблице 2.6
Таблица 2.6-Анализ методов обработки
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| Обработка борта | |||||||||
| Притачивание тесьмы-молнии к подборту | М | 3 | 150 | 957кл | Притачивание тесьмы-молнии к подборту | М | 3 | 140 | 131-321+50, АО "Орша", Бела-русь +1-66 МОМЗ ЦНИИШП |
| Обтачивании борта подбортом | М | 4 | 260 | 957кл | Настрачивание подогнутого среза борта на подборт | М | 4 | 268 | 131-321+50, АО "Орша", Бела-русь |
| Вывертывание шва обтачивания | Р | 2 | 30 | - | - | - | - | - | - |
| Прокладывание отделочной строчки по борту | М | 4 | 160 | 957кл. | - | - | - | - | - |
| Итого по узлу | 600 | 408 | |||||||
При изменении длины строчки, частоты стежка или скорости машины затрата времени уточняется по формуле (7):
![]() (7)
(7)
где: Tн, Tс - новое и существующее время обработки, сек; Lн, Lс - длина стежков, см; mн, mс - новая и существующая частота стежков, в 1 см; Vс, Vн - новая и существующая скорость машины, об/мин.
По итогам анализа проводится расчет показателей эффективности, приведенных в таблице 2.7
Таблица 2.7-Показатели эффективности методов обработки
| Наименование узла обработки | Затраты времени | Сокращение затраты времени | Рост производительности труда% | Затраты времени на мех. и тех. операции, сек | Степень механизации обработки узла,% | |||
| Суще-ствующая | Проектируемая | Существующаяая | Проектируемая | Существующая | Проектируемая | |||
| Стачивание, притачивание, настрачивание деталей верха | 2830 | 2717 | 5 | 5 | 2830 | 2717 | 100 | 100 |
| Стачивание, притачивание, настрачивание деталей подкладки | 931 | 904 | 5 | 5 | 931 | 904 | 100 | 100 |
| Обработка борта (замена технологии) | 873 | 689 | 35 | 53 | 873 | 689 | 93 | 100 |
| Итого по изделию | 7,3 | 7,9 | 4634 | 4310 | 70 | 78 | ||
Расчет роста производительности труда (РПТ) производится по формуле (4):
![]() (4)
(4)
где Tн, Tс - новое и существующее время обработки, сек.
Сокращение затраты времени (СЗВ) выбранных методов обработки производится по формуле (5):
![]() (5)
(5)
Для характеристики качества обработки определяют степень механизации обработки данного узла, оказывающую значительное влияние на качество. Степень механизации (Сн) определяют по формуле (6):
 (6)
(6)
где Тм - время механизированных операций, с; Тобщ - общая затрата времени, с.
Похожие работы
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев