Эскизное
проектирование
Техническое
описание моделей
Обоснование
выбора пакета
материалов,
применяемых
при изготовлении
курток
Расчет и
построение
чертежа конструкции
модели куртки
Нормирование
расхода материала,
выполнение
раскладки лекал
Расчет расхода
материалов
Обоснование
выбора режимов
и методов обработки,
оборудования,
средств технологической
оснастки
Выбор методов
обработки и
оборудования,
средств технологической
оснастки.
Экономическая
оценка методов
обработки
Технологическая
последовательность
обработки
изделия
Техническое
проектирование
технологического
процесса
экспериментального
производства
Расчет мощности
экспериментального
цеха
Расчет количества
рабочих конструкторского
отделения
Расчет количества
рабочих лекального
отделения
Расчет количества
рабочих группы
нормирования
материалов
Расчет количества
рабочих отделения
изготовления
копий раскладок
Расчет количества
рабочих лекального
отделения
Требования
к планировке
экспериментального
цеха
Организация
рабочих мест
и труда для
различных
специальностей
Охрана окружающей
среды
Бобинодержатель
Навигация
Обоснование выбора режимов и методов обработки, оборудования, средств технологической оснастки
Техническое проектирование технологического процесса экспериментального производства
154144
знака
45
таблиц
17
изображений
2. Обоснование выбора режимов и методов обработки, оборудования, средств технологической оснастки
2.1 Обоснование выбора режимов обработки
При изготовлении куртки используются ниточный способ соединения деталей одежды, как наиболее распространенный и универсальный. Ниточные соединения имеют достаточную прочность, эластичность, красивый внешний вид. Показатели качества ниточных соединений зависят от параметров образования строчки и от режимов работы исполнительных инструментов швейных машин.
Качество и внешний вид изделия зависит от качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки, поэтому выбору режимов обработки применяемых при изготовлении изделия уделяется особое внимание.
Характеристика машинных строчек и швов, применяемых при изготовлении женской куртки, приведена в таблице 2.1, выбор параметров ВТО изделий - в таблице 2.2.
Таблица 2.1-Характеристика машинных строчек и швов, применяемых при изготовлении куртки
| Наименование шва | Конструкция шва | Вид применяемых стежков | Применение в изделии | Характеристика шва | Номер ниток | № и тип пглы | Наименование оборудования, марка, приспособления | ||||
| ширина шва, мм | количество стежков в 1 см | количество соединяемых слоев | х/б | армирован | лавсан, шелк | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Стачной в разутюжку | | Челночная двухниточная, тип 301 | Обработка переднего шва рукавов, среднего шва спинки; боковых швов, шва втачивания воротника | 10 | 3-4 | 2 | 50 | 44 хл | - | 0203 №80 - 90 | 131-321+50, АО "Орша", Беларусь" |
| Расстрочной | Обработка локтевого шва рукавов, рельефных, плечевых швов, шва притачивания кокеток спинки о полочек, локтевых швов рукавов | 10 | 3-4 | 2 | 50 | 44 хл | - | 0203 №80 - 90 | Двухигольная машина | ||
| Обтачной в кант | | Обработка борта | 5-7 | 4-5 | 2, 4 | 50 | 40 хл | - | 0039 - 02 - 90 | 131-321+50, АО "Орша", Беларусь | |
| Обтачной в кант | Обработка воротника | 5-7 | 4-5 | 2, 4 | 50 | 40 хл | - | 0039 - 02 - 90 | 131-321+50, АО "Орша", Беларусь | ||
| Настрачной с открытым срезом | | Притачивание подкладки кармана к подзору | 10 | 4-5 | 2,3 | 50 | 40 хл | - | 0039 - 02 - 90 | 131-321+50, АО "Орша", Беларусь | |
| Стачной в заутюжку | | Обработка и соединение подкладки с изделием | 10 | 4-5 | 2 | 50 | 40 хл | - | 0029 - 02 - 90 | 131-111+100, ПО "Пром-швеймаш" | |
| Стачной на ребро | | Стачивание частей подкладки кармана, втачивание рукавов в пройму | 10 | 3-5 | 2-3 | 50 | 40 хл | - | 0029 - 02 - 90 | 131-111+100 ПО "Пром-швеймаш", 541 "Дюркопп" ФРГ | |
| Вподгибку с притачной подкладкой | | Обработка низа рукавов и низа изделия | 30,10 | 3-4 | 2 | 50 | 40 хл | - | 0203 №80 | 131-321+50, ПО "Пром-швеймаш" | |
Таблица 2.2-Параметры влажно-тепловой обработки изделия
| Наименование материала | Температура прессования, К° (С°) | Усиление прессования, КПа | Время обработки, с | Увлажнение,% к массе материала | ||
| пресс | утюг | пресс | утюг | |||
| Синтетическая курточная ткань | - | 140-160 | 50 | - | 25 | незначительное |
| Подкладочная вискозно-капроновая ткань | - | 150-160 | 50 | - | 20-35 | 15-20 |
Похожие работы
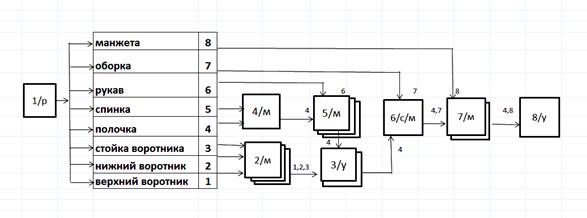
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... использования, изготовления из них товаров народного потребления и изделий производственно - технологического назначения. ЗАКЛЮЧЕНИЕ Целью дипломного проекта является разработка технологического потока по изготовлению брюк женских. Выбранная модель отвечает современному направлению моды. Изделие надежно в эксплуатации в течении всего периода носки и безопасно в пользовании. Уровень качества ...
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...

... функций можно классифицировать по следующим признакам: v по влиянию на работу объекта управления (вызвавшие аварию с повреждением оборудования, останов технологического процесса, ухудшение качества протекания технологического процесса); v по причинам возникновения (из-за отказов технических средств, ошибок программного обеспечения, неправильных действий персонала); v по степени нарушения ...
0 комментариев