Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Определение показателей технологичности детали АД
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
1.1 Анализ рабочего чертежа и определение показателей технологичности детали АД
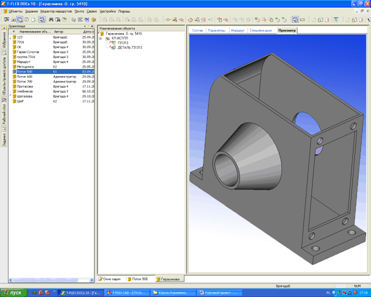
Полумуфта правая является составной деталью узла входного вала (привода постоянных оборотов) привода-генератора и служит для передачи вращения от входного вала на дифференциал (рисунок 2.1)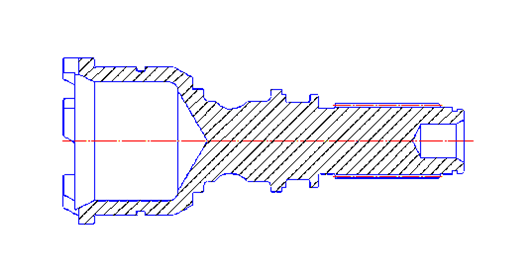
рисунок 1.1 - Полумуфта правая
Входной вал получает вращение от коробки приводов изделия через рессору. Далее через полумуфту вращение передаётся на червячный вал и дальше на дифференциал.
Деталь полумуфта правая работает при сравнительно больших крутящих моментах и больших скоростях соединяемых валов (5000-8500 об/мин). При частоте <5000 об/мин невозможно получить заданную частоту на выходном валу.
В случае неисправности привода или генератора входной вал отключается от остальной передачи привода с помощью механизма отключения. При неисправности червячный вал, вращаемый полумуфтой, переместится влево (под действием электромагнита) и выведет полумуфту из зацепления.
Правая часть полумуфты работает в воздухе, а левая часть полумуфты в корпусе привода (в масле). Передача рессора-полумуфта смазывается жидкостью ИПМ-10.
Материал детали – химический состав, физико–механические характеристики, технологические свойства
Характеристика материала, из которого изготавливается деталь полумуфта правая, представлена в таблице 1.1.
Таблица 1.1 - Сведения о материале детали
| Марка стали | Вид поставки: Поковки – ГОСТ 8479-70;Сорт. прокат – ГОСТ 2590-57 Полоса – ГОСТ 103-57; Загот. квадратная – ГОСТ 4693-57 Загот. прямоугольная – ГОСТ 9137-59 | |||||||||||||||||||||
| 16Х3НВФМБ-Ш (Ди39-Ш) | ||||||||||||||||||||||
| Химический состав, %, по ГОСТ 4543-71 | Т-ра критических точек, °С | |||||||||||||||||||||
| С | Si | Mn | Cr | Ni | S | P | Cu | Ас | Ас3 | Аr1 | Ar3 | |||||||||||
| 0,13-0,19 | 0,17-0,37 | 0,50-0,90 | 2,65-3,25 | 0,4 - 0,8 | £ ,025 | £ ,025 | £0,30 | 805 | 870 | 640 | --- | |||||||||||
| Механические свойства при 20°С | ||||||||||||||||||||||
| Режим термообработки | Сечение, мм |
|
|
% |
% |
| Твердость HRC | Твердость HB | ||||||||||||||
| операция | t,°C | охл. среда | не менее | |||||||||||||||||||
| отпуск | 630-650 | воздух | не определяются | ---- | £ 269 | |||||||||||||||||
| закалка1 закалка2 отпуск | 860 780 180 | воздух масло воздух | 15 | 110 | 130 | 9 | 45 | 8 | ||||||||||||||
| цемент-я нормал-я отпуск закалка отпуск | 920-950 900-920 630-660 780-820 150-200 | -------- воздух воздух масло воздух | до 150 | 85 | 110 | 9 | 35 | 8 | Поверхн. 56-63 | Сердцевины 321-420 | ||||||||||||
| цемент-я закалка отпуск | 900-920 780-810 180-200 | воздух масло воздух | до 50 | 107 | 125 | 12 | 45 | 12 | Пов. 56-63 | Сердц. ³ 360 | ||||||||||||
| Назначение. Шестерни, вал-шестерни, кулачковые муфты, пальцы и др. особо ответственные высоконагруженные детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах. | |||||||||||||||
| Предел выносливости | |||||||||||||||
|
|
| сечение, мм |
|
|
| HB | |||||||||
| 63 | 38 | 150 | 107 | 125 | 12,0 | > 360 | |||||||||
| Технологические свойства | |||||||||||||||
| Температурные параметры ковки | Охлаждение поковок, изготовленных | ||||||||||||||
| состояние |
нагрева металла, °С |
| из слитков (С) | из заготовок (З) | |||||||||||
| интенсивные обжатия | проглаживание | размер сечения | условия охлаждения | размер сечения | условия охлаждения | ||||||||||
| С | 1200 | 800 | 700 | до 500 | отжиг, переохл. | до 100 101-350 | на возд. в яме | ||||||||
| З | 1200 | 800 | 700 | ||||||||||||
| Свариваемость | Обрабатываемость резанием | Флокеночувствительность | |||||||||||||
| Трудно свариваемая. Способы сварки: РДС, АДС под флюсом, ЭШС. Необходим подогрев и последующая т.о. | В состоянии после ковки при HB 156-163
| Сильно чувствительна | |||||||||||||
| Склонность к отпускной хрупкости | |||||||||||||||
| Мало склонна | |||||||||||||||





Конструктивные особенности детали – форма поверхности, точность, шероховатость, погрешность взаимного расположения, пути обеспечения заданных требований
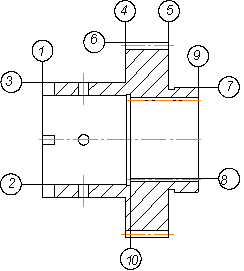
Конструктивные особенности детали обусловлены условиями ее работы в сборке. Главным конструктивным элементом детали являются кулачки на торцевой поверхности, предназначенные для сцепления полумуфты с выходным валом привода и передачи тем самым ему вращения от входного вала. Кулачки имеют трапециевидную форму, что характерно для передачи больших крутящих моментов при больших скоростях соединяемых валов. Число кулачковВсе внутренние поверхности полумуфты свободные и выполнены с целью обеспечения требования минимальной массы детали.
С точки зрения жесткости и прочности консольных конструкций форма детали и соотношение размеров элементов достаточно рациональны.
Наиболее точная поверхность детали – наружная цилиндрическая - выполняется по 6 квалитету. Точность линейных размеров соответствует 11-12 квалитету. Шероховатость большинства поверхностей детали ![]() 2,5 -
2,5 - ![]() 5.
5.
Таким образом, анализ конструктивных особенностей детали позволяет сделать вывод о возможности ее изготовления в условиях, типичных для авиадвигателестроительного производства.
Анализ технологичности детали
Технологичность конструкции является существенной характеристикой изделия и определяет возможность рационального изготовления и эксплуатации детали при определенном организационно-техническом уровне производства. Обеспечение требований технологичности является необходимым условием повышения производительности труда, рационального использования народно-хозяйственных ресурсов, повышения темпов ускорения научно-технического прогресса.
Качественная оценка технологичности.
1. Технологичность по материалу детали. Деталь изготовлена из конструкционной стали 16Х3НВФМБ-Ш (Ди39-Ш), имеющей достаточно высокую стоимость и высокие механические свойства. Применение данной марки стали обусловлено условиями работы детали, именно длительным временем работы под действием ударных нагрузок и при отрицательных температурах.
Химический состав стали приведен в таблице 2.1. Наличие Ni указывает на необходимость соответствующей термической обработки перед обработкой резанием. Содержание в стали Mn до 0,5% ведет к повышению прочности стали и снижению ее пластичности, вследствие чего обработка улучшается. Содержание в стали Si до 0,37% снижает ее обрабатываемость и уменьшает возможность получения требуемой шероховатости.
Механические свойства стали приведены в таблице 2.1. Отличительная особенность этой стали – это весьма высокие механические характеристики в больших сечениях, которые достигаются соответствующей термической и химико-термической обработкой.
Так как деталь обрабатывается резанием, то применительно к задаче обеспечения технологичности интерес представляет определение относи- тельного уровня скоростей резания, при котором целесообразно производить обработку данного материала, а также возможности получения требуемой шероховатости обработанных поверхностей.
Уровень целесообразных скоростей резания оцениваем коэффициентом обрабатываемости ![]() .
.
Пониженная обрабатываемость материала при обработке резцом из быстрорежущей стали ![]() =0,75; при этом без особых затруднений можно получить требуемую шероховатость поверхности. При обработке стали резцом из твердого сплава, обрабатываемость оценивается как хорошая
=0,75; при этом без особых затруднений можно получить требуемую шероховатость поверхности. При обработке стали резцом из твердого сплава, обрабатываемость оценивается как хорошая ![]() =1,40. Также требуемая шероховатость достигается без особых затруднений [32, с.486, т.64].
=1,40. Также требуемая шероховатость достигается без особых затруднений [32, с.486, т.64].
Заменителем данной стали может служить сталь 15Х12ВНМФ, подобная по физико-механическим свойствам.
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
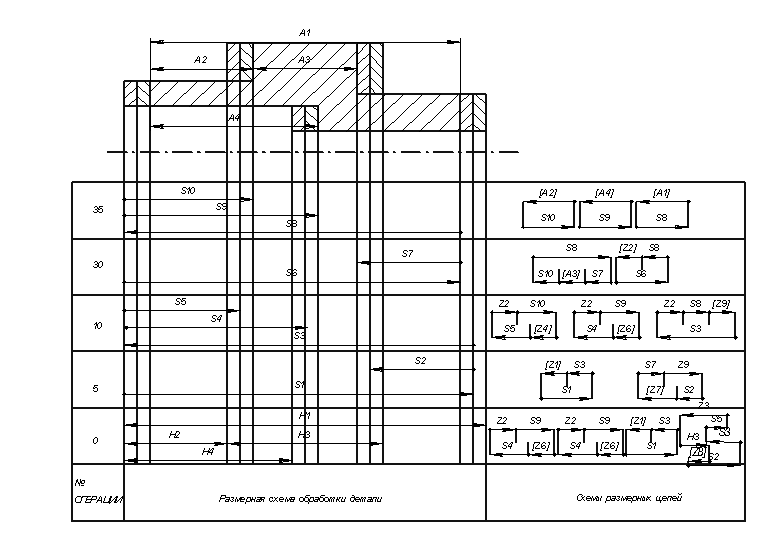
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев