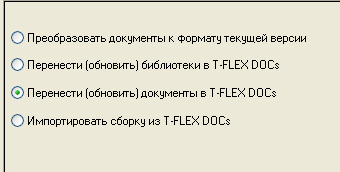
Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
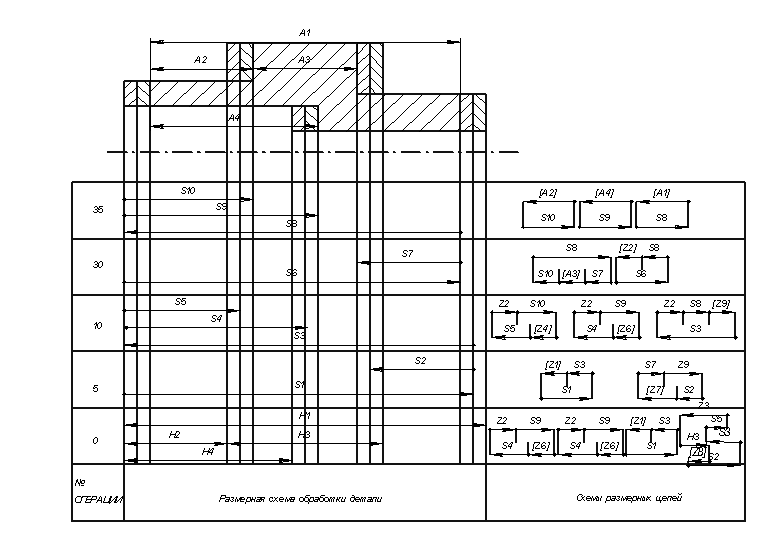
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
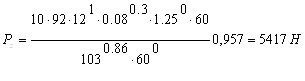
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Сверление
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
2.12.2 Сверление
Расчет режимов резания производим для операции № 050 .
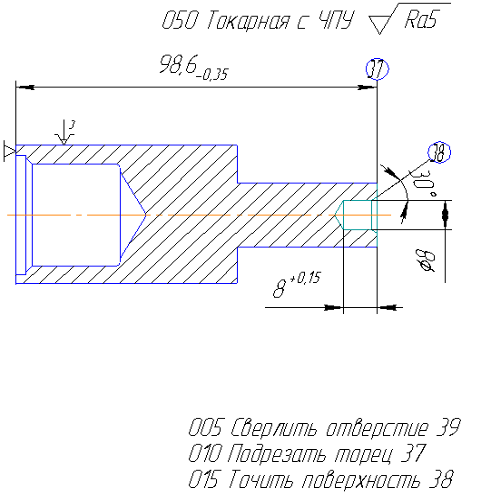
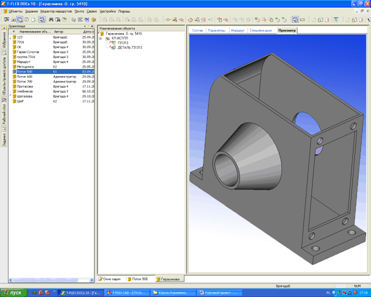
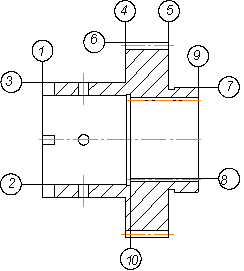
Рисунок 2.6
Переход 005 – Сверлить отверстие 39
1. Выбор оборудования.
Для данной операции выбираем станок 16Б04A токарно-винторезный [6, с.16, т.9]. При выборе станка принимаем во внимание мощность необходимую для резания и максимальный диаметр обрабатываемой детали.
Технологические характеристикиНаибольший диаметр обрабатываемой заготовки: 200
Наибольшая длина обрабатываемой заготовки, мм 350
Частота вращения шпинделя, об/мин 320-3200
Число скоростей шпинделя бесступенчатое регулирование
Подача суппорта:
продольная, мм/мин 0,01-0,175
поперечная, мм/мин 0,005-0,09
Мощность электродвигателя главного привода, кВт 1,2
Габаритные размеры:
длина, мм 1310
ширина, мм 690
высота, мм 1360
Масса, кг 1245
2. Выбор режущего инструмента.Для сверления отверстия 39 Æ8 мм используем спиральное сверло с коническим хвостовиком по ГОСТ 10903-77 [6, с.137, т.40]. Материал режущей части - быстрорежущая сталь Р6М5К5. Эскиз сверла приведен на рисунке. Хвостовик из конструкционной стали 40Х.
Геометрические параметры сверла.
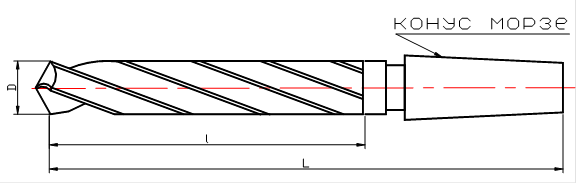 |
Рисунок 2.7
Основные данные инструмента занесены в таблицу 2.8
Таблица 2.8
| Инструмент | a, град | a1, град | g, град | j, град | f,мм | a,мм | c,мм | D,мм |
| Сверло | 12 | - | 10 | 125 | - | 0.5 | - | 8 |
3. Назначение глубины резания.
Под глубиной резания при сверлении подразумевается расстояние от обрабатываемой поверхности до оси сверла (при сверлении в сплошном металле):
![]()
Назначаем величину подачи в зависимости от обрабатываемого материала, диаметра обработки, материала инструмента и др. технологических факторов [6, с.277, т.25].
Для диаметра сверла 8мм, подача 0,11…0,14мм/об.
Sрасч = 0,12мм/об.
5. Согласование подачи с техническими характеристиками станка.Строим ряд частот вращения шпинделя:
![]() .
.
Значения частот вращения шпинделя сводим в таблицу 2.9
Таблица 2.9
| 20 | 25.2 | 31.7 | 40 | 50.2 | 63.2 | 79.6 | 100.2 | 126.2 | 158.8 | 200 |
| 251.7 | 316.9 | 398.9 | 502.2 | 632.3 | 796 | 1002 | 1261 | 1588 | 2000 |
Аналогично строим ряд подач:
 .
.
Значение подач сводим в таблицу
Таблица 2.10
| 0.056 | 0.079 | 0.112 | 0.158 | 0.223 | 0.314 | 0.444 | 0.627 | 0.885 | 1.25 | 1.76 | 2.5 |
В соответствии со станком принимаем S = 0,112 мм/об.
6. Стойкость режущего инструмента.Т.к. сверло из быстрорежущей стали диаметром 8 мм, то принимаем Т=25 мин [6, с.279, т.30].
7. Определение поправочного коэффициента.Общий поправочный коэффициент Кv включает в себя только Киv—учитывающий влияние инструментального материала и Кlv—учитывающий глубину сверления.
Кv= Киv´ Кlv=1´1=1
8. Расчет скорости резания.
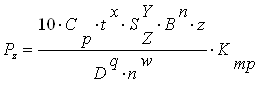
Рассчитаем скорость резания по формуле [6, c.276]:
V![]() =
=![]() ,
,
где C![]() = 7; q = 0,4; y = 0,7; m = 0,2 [6, c.279, т.28],
= 7; q = 0,4; y = 0,7; m = 0,2 [6, c.279, т.28],
V![]() =
=![]() м/мин.
м/мин.
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев