Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
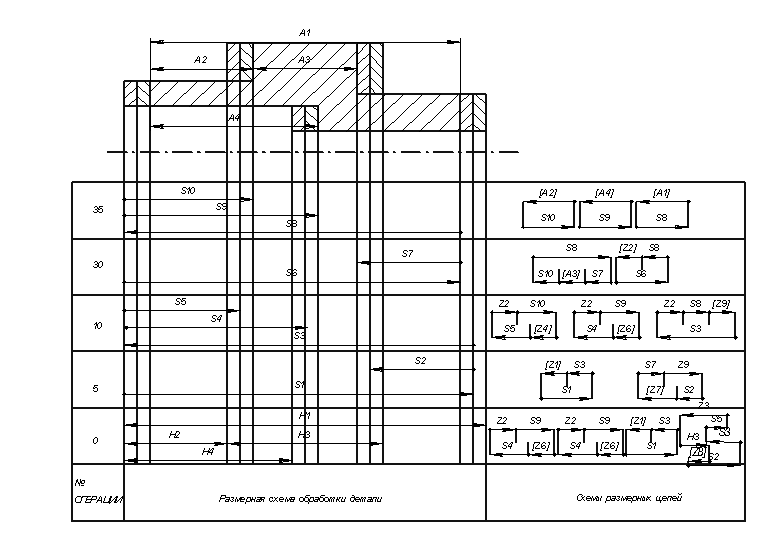
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Проектирование и выполнение чертежа заготовки полумуфты правой
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
2.10 Проектирование и выполнение чертежа заготовки полумуфты правой
Учитывая назначение и условия работы детали, ее конфигурацию, свойства материала и тип производства (серийное), а также типовые рекомендации, в качестве заготовки был выбран пруток.
Исходя из предполагаемой конфигурации заготовки, разработанной ранее с учетом принятого метода ее получения, и рассчитанных с помощью расчетно-аналитического и нормативного методов размеров заготовки, выполняем чертеж заготовки полумуфты правой 2006.СТАТЫЛ.243-05 в масштабе 1:1 на листе формата А4
2.11 Формирование окончательного плана маршрутно-операционного технологического процесса
Первичное формирование плана технологического процесса обработки полумуфты осуществлялось в домашнем задании осеннего триместра. При расчетах припусков и анализе технологического процесса с использованием прикладной теории графов план пересматривался с точки зрения его оптимизации для получения наибольшей эффективности, т.е. получения заданных параметров точности поверхностей с минимальными затратами.
При пересмотре структура технологического процесса подверглась усовершенствованиям и изменениям:
- были добавлены формообразующие операции – введена заготовительная операция на которой производится раскрой сортового прутка на заготовки;
- введение термических операций после;
- изменено количество и общее расположение по технологическому процессу дополнительных операций – контрольных, слесарных.
Все сделанные изменения, несмотря на некоторое увеличение общего количества операций, повысили общую экономичность технологического процесса.
Уточненная и измененная версия плана технологического процесса выполнена в электронном виде с помощью системы компьютерного проектирования КОМПАС 7+,представлена в чертеже 2006.СТАТЫЛ.243-06, формат А1.
Маршрут обработки поверхностей полумуфты.
005 Заготовительная;
010 Термообработка;
020 Токарная с ЧПУ;
030 Токарная с ЧПУ;
040 Токарная;
050 Токарная;
060 Токарная;
070 Притирочная;
080 Шлифовальная;
090 Токарная;
100 Зубодолбёжная;
110 Зубошлифовальная;
120 Универсально-фрезерная;
130 Фрезерная;
140 Фрезерная;
150 Термообработка;
160 Токарная;
170 Термообработка;
180 Шлифовальная;
190 Токарная;
200 Токарная;
210 Токарная;
220 Токарная;
230 Токарная;
240 Токарная;
250 Токарная;
260 Шлифовальная;
270 Шлифовальная;
280 Слесарная;
290 Слесарная;
300 Контрольная;
310 Наружный осмотр, окончательный контроль, приемка детали.
Заполнение нормативной документации.
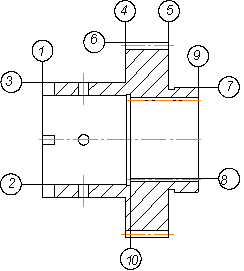
2.12 Разработка и оформление комплекта технологической документации, в т.ч.: все маршрутные, 5 операционных карт и 5 операционных эскизов 2.12.1. ТочениеРасчет режимов резания проводим для токарной операции № 060.
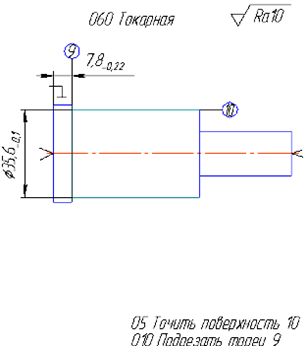
Рисунок 2.3
05 – Точить поверхность 10
1.Выбор оборудования.
Для данной операции выбираем станок 16Б04A токарно-винторезный [6, с.16, т.9]. При выборе станка принимаем во внимание мощность необходимую для резания и максимальный диаметр обрабатываемой детали.
Технологические характеристикиНаибольший диаметр обрабатываемой заготовки: 39,9
Наибольшая длина обрабатываемой заготовки, мм 98,6
Частота вращения шпинделя, об/мин 320-3200
Число скоростей шпинделя бесступенчатое регулирование
Подача суппорта:
продольная, мм/мин 0,01-0,175
поперечная, мм/мин 0,005-0,09
Мощность электродвигателя главного привода, кВт 1,2
Габаритные размеры:
длина, мм 1310
ширина, мм 690
высота, мм 1360
Масса, кг 1245
2. Выбор и обоснование режущего инструмента.
Так как обрабатывается наружная и прилегающая к ней торцовая поверхности, то выбирается токарный проходной отогнутый резец с пластинами из твердого сплава по ГОСТ 18868-73 [6, с.119, т.4]. Материал резца - твердый сплав Т15К6.
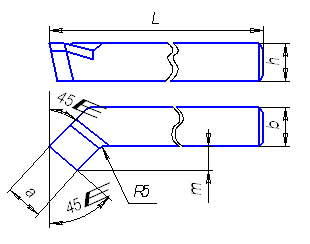
Рисунок 2.4
Эскиз резца приведен на рисунке Основные параметры резца:
H = 16 мм; B = 10 мм; L = 100 мм; m = 8 мм; R = 0,5 мм; a=8 мм;
3. Определение величины подачи инструмента.
Назначим подачу [6, с.266, т.11] S = 0,5 мм/об. Т.к. станок имеет бесступенчатое регулирование подач, то принимаем выбранное значение подачи ![]() мм/об
мм/об
4. Выбор периода стойкости инструмента.
Выберем период стойкости инструмента, учитывая, что ведется черновая обработка Т = 60 мин.
5. Определение общего поправочного коэффициента Kv.
Определим общий поправочный коэффициент:
![]() ,
,
где ![]() - коэффициент обрабатываемости стали,
- коэффициент обрабатываемости стали,
 ;
;
![]() ,
, ![]() [6, с.262, т.2],
[6, с.262, т.2],
![]() - коэффициент, учитывающий влияние инструментального материала на скорость резания [6, с.263, т.6],
- коэффициент, учитывающий влияние инструментального материала на скорость резания [6, с.263, т.6], ![]() =1,0;
=1,0;
![]() - коэффициент, учитывающий влияние состояние поверхности заготовки на скорость резания [6, с.263, т.5],
- коэффициент, учитывающий влияние состояние поверхности заготовки на скорость резания [6, с.263, т.5], ![]() =0,9;
=0,9;
![]() - коэффициенты, учитывающие влияние параметров резца на скорость резания [6, с.271, т.18],
- коэффициенты, учитывающие влияние параметров резца на скорость резания [6, с.271, т.18], ![]()
![]() .
.
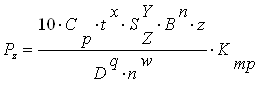
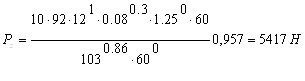
Определим скорость резания по формуле [12,с.265]:
![]() ,
,
где ![]() ; x=0,15;y = 0,35; m = 0,20 [12,с.269, т.18],t-глубина резания, S-подача,
; x=0,15;y = 0,35; m = 0,20 [12,с.269, т.18],t-глубина резания, S-подача,
![]() м/мин
м/мин
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев