Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
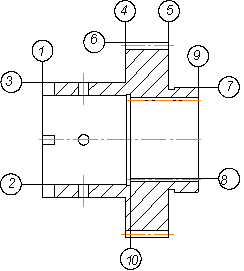
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Расчет частоты вращения заготовки и действительной скорости резания
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
7. Расчет частоты вращения заготовки и действительной скорости резания.
![]()
nприн = 1588 об/мин
Фактическая скорость резания будет равна:
![]() (м/мин).
(м/мин).
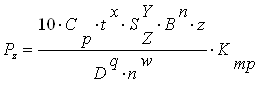
8. Расчет силы резания
Расчет силы резания осуществим по формуле [6, с.271]:
![]() ,
,
где ![]() ; x = 1,0; y = 0,75; n = -0,15 [6, с.273, т.22],
; x = 1,0; y = 0,75; n = -0,15 [6, с.273, т.22],
t = 1 мм – глубина резания,
![]() ,
,
где ![]() - коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости [6, с.264, т.9],
- коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости [6, с.264, т.9],
![]() - коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на силы резания [6, с.275, т.23],
- коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на силы резания [6, с.275, т.23],
![]() ;
;
![]()
9. Определим крутящий момент
Определим крутящий момент по формуле [6, с.271]:
![]() .
.
10. Расчет мощности привода станка
Расчет мощности привода станка производим по формуле:
![]() ,
,
где ![]() - механический КПД станка,
- механический КПД станка,
![]() - эффективная мощность станка,
- эффективная мощность станка,
![]() ,
,
![]() ,
,
11. Произведем расчет выбранных элементов режима резания:
![]() ,
,
1,2 > 1,01 – условие выполняется.
12. Расчет основного времени точения
Расчет основного времени точения производим по формуле:
![]()
где S-подача исходя из характеристик станка, ![]() -длины обработки, подвода, врезания и перебега
-длины обработки, подвода, врезания и перебега
![]() .
.
2.12.3 Шлифовальная операция
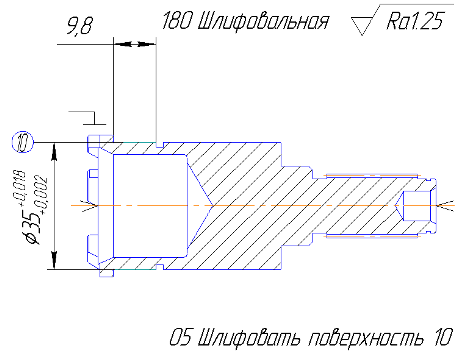
Рисунок 2.10
1. Установим характеристики инструмента. Инструмент при шлифовании различных конструкционных и инструментальных материалов выбираем по справочным материалам.
Зернистость абразива равна 40 мкм, группа – микрошлифопорошки;
Структура инструмента No 6;
Объемное содержание шлифовального материала равно 50%;
Область применения: круглое наружное, бесцентровое, плоское периферией круга, шлифование металлов с высоким сопротивлением разрыву;
Материал – электрокорунд белый 24А, использующийся для обработки сталей;
CМ2 – зернистость абразива.
Круг выбираем типа ПП 250x127x15 24А 40 CМ2 6К1;
Точность круга А;
Максимальная скорость круга 35 м/с
Класс балансировки 1
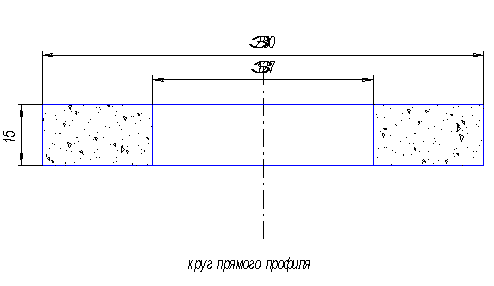
Рисунок 2.11
2. Окружную скорость заготовки можно определить как:
![]() (м/мин);
(м/мин);
3. Частоту вращения заготовки определяем по формуле:
![]() (об/мин);
(об/мин);
4. Окружную скорость абразивного круга принимаем: Vк=30(м/с);
5. Продольную подачу вычисляем в долях высоты круга:
Sпрод=кв*H,
где кв=0,4…0,7, выбираем кв=0,4, тогда Sпрод=0,4*15=6(мм/об.заг).
6. Минутную продольную подачу вычисляем по формуле:
Sм= Sпрод*nз=6*145,5=873 (мм/мин)
7. Определяем длину рабочих ходов стола, она равна длине шлифуемой поверхности Lрх=9,8 мм.
8. Определяем число одинарных и двойных ходов стола в минуту:
![]() (од.х/мин) и
(од.х/мин) и ![]() (дв.х/мин)
(дв.х/мин)
9. Рассчитываем поперечную подачу (глубину шлифования) на один ход стола:
![]() (мм/ход);
(мм/ход);
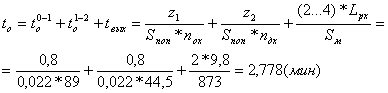
10. Вычисляем основное время обработки в соответствии с полным циклом
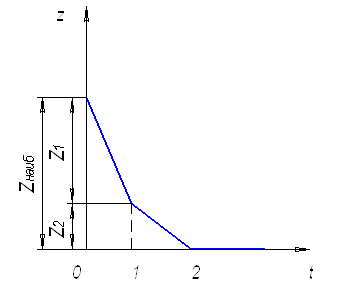
Рисунок 2.12
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
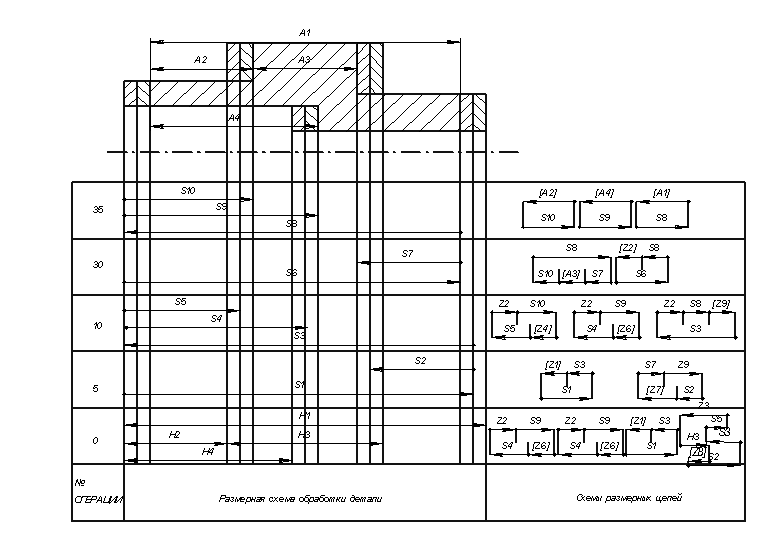
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев