Технологичность по геометрической форме, точности и качеству поверхностей
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Разработка, обоснование, оптимизация и оформление сводной карты и предварительного плана технологического процесса изготовления полумуфты правой
Расчёты припусков на обработку операционных размеров-координат плоских торцевых поверхностей расчётно-аналитическим методом
Проектирование и выполнение чертежа заготовки полумуфты правой
Расчет частоты вращения заготовки и действительной скорости резания
Сверление
Расчет частоты вращения сверла
Определение расчетной частоты вращения шпинделя
Расчет частоты вращения заготовки и действительной скорости резания
Определяем эффективную мощность шлифования
Выбор оборудования
Навигация
Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
Определение показателей технологичности детали АД
63384
знака
8
таблиц
16
изображений
2.3 Расчёты, оптимизация и обоснование потребного количества технологических операций (переходов) формообразования поверхностей-представителей детали АД
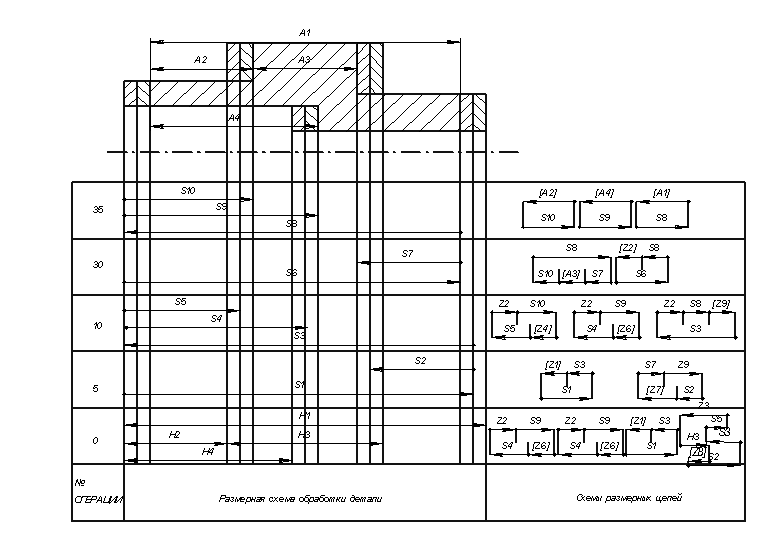
Анализ назначения детали, ее конфигурации и конструктивных особенностей, обоснование возможного способа получения заготовки для заданной производственной программы и определение примерного объема механической обработки позволяют начать работу над проектированием технологического процесса.
При проектировании технологического процесса необходимо разработать графический план обработки заготовки, установить состав и последовательность операций, указав для каждой обрабатываемые поверхности, методы их обработки, характеристики точности и схемы установки.
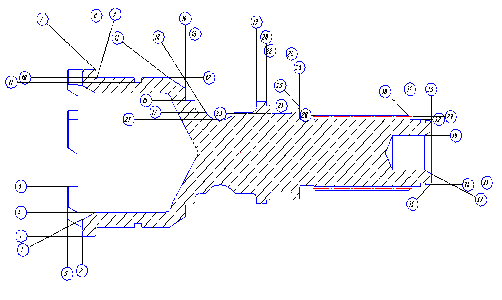
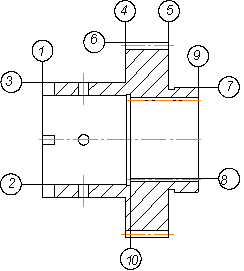
Рисунок 2.2 Схема нумерации поверхностей полумуфты правой
Основными поверхностями полумуфта сопрягается в машине отвечающими им основными поверхностями других деталей.
Остальные поверхности являются свободными и подобных функций не выполняют. Однако с позиции механической обработки общим признаком основных поверхностей нужно считать не отмеченную выше роль поверхности в агрегате, а то, что эти поверхности имеют значительно более высокую, чем другие, заданную точность обработки.
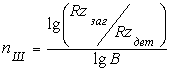
Примерное количество операций обработки основной поверхности можно определить по следующим формулам:
-из условия обеспечения заданной точности размера
 ,
,
где ![]() - допуск размера заготовки, мкм;
- допуск размера заготовки, мкм;
![]() - допуск размера детали, мкм;
- допуск размера детали, мкм;
![]() - коэффициент, его значение выбирают из диапазона (0,35…0,55). Обычно принимают
- коэффициент, его значение выбирают из диапазона (0,35…0,55). Обычно принимают ![]() 0,45.
0,45.
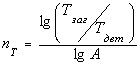
-из условия обеспечения заданной шероховатости поверхности
 ,
,
где ![]() - шероховатость поверхности заготовки, мкм;
- шероховатость поверхности заготовки, мкм;
![]() - шероховатость поверхности детали, мкм;
- шероховатость поверхности детали, мкм;
![]() - коэффициент, значение выбирают из того же диапазона. Обычно принимают
- коэффициент, значение выбирают из того же диапазона. Обычно принимают ![]() 0,40.
0,40.
В результате выявляется как количество операций обработки основных поверхностей, так и методы, необходимые для выполнения каждой операции.
То же самое будет справедливо и для любой свободной поверхности. Разница лишь в том, что ввиду малой точности свободной поверхности количество операций ее обработки получается меньшим.
В качестве примера произведем расчет наружной цилиндрической поверхности 10, координированной размером Ø35k6.
Шероховатость поверхности, заданная чертежом детали, составляет ![]() 1,25. Шероховатость поверхности исходной заготовки (после штамповки) принимаем равной
1,25. Шероховатость поверхности исходной заготовки (после штамповки) принимаем равной ![]() =80.
=80.
Число переходов, необходимое для обеспечения заданной точности размера, определим следующим образом:
 3,7
3,7
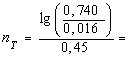
Потребное для достижения заданной шероховатости число переходов равняется:
 3,01
3,01
Принимаем количество ступеней обработки равное 3, ![]() 4.
4.
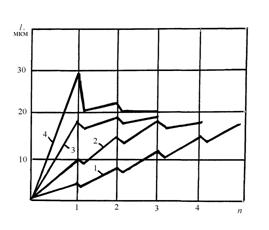
Заданная точность размера цилиндрической поверхности 10 достижима в результате принятого количества ступеней обработки. Шероховатость заготовки поверхности должна изменяться по переходам следующим образом: по параметру ![]() 20 - 10 - 5 - 2,5 - 1,25. Точность поверхности заготовки должна изменяться по переходам IT14 – h12 – h10 – h8 – k6
20 - 10 - 5 - 2,5 - 1,25. Точность поверхности заготовки должна изменяться по переходам IT14 – h12 – h10 – h8 – k6
Формируем возможный вариант обработки:
1) Точение черновое – h12, ![]() 10;
10;
2) Точение получистовое – h10, ![]() 5;
5;
3) Точение чистовое – h8, ![]() 2,5;
2,5;
4) Шлифование – k6, ![]() 1,25;
1,25;
Аналогично производим расчеты и прорабатываем варианты обработки других поверхностей детали. Результаты сводим в таблицу 2.2.
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...




... разработку тех. процессов, повысить качество этих разработок, сэкономить время и сократить затраты на технологическую подготовку производства. Разработка технологического процесса включает в себя следующие этапы [7]: - определение технологической классификационной группы детали; - выбор по коду типового технологического процесса (выбор метода получения детали); - выбор ...
... , включающий в себя только один конструкторский размер или один припуск, образует технологическую размерную цепь. Значения минимальных припусков Zi-jmin на формообразующие операции принимаем из расчета операционных размеров-координат нормативным методом и заносим в табл. 7.2. Определив Zi-jmin составляем исходные уравнения размерных цепей относительно Zi-jmin: где Хr min – наименьший ...
... , нет необходимости изменять конструкцию и размеры детали, а также нет необходимости в дополнительных операциях для выполнения технических требований. Выбран технологический процесс изготовления детали типа шатун. Технологический процесс изготовления детали составлен грамотно. Для каждой операции подобраны: необходимое оборудование, режущий и мерительный инструмент, приспособления и оснастка, ...
0 комментариев