Навигация
Классификация резьб. Их основные параметры и признаки
71354
знака
6
таблиц
18
изображений
1.1 Классификация резьб. Их основные параметры и признаки
Резьбы подразделяют по следующим признакам:
1) единица измерения шага (метрическая, дюймовая, модульная, питчевая резьба);
2) расположение на поверхности (внешняя и внутренняя резьба);
3) направление движения винтовой поверхности (правая, левая);
4) число заходов (одно- и многозаходная);
5) профиль (треугольный, трапецеидальный, прямоугольный, круглый и др.);
6) образующая поверхность, на которой расположена резьба (цилиндрическая резьба и коническая резьба);
7) назначение (крепёжная, крепёжно-уплотнительная, ходовая и др. (Рисунок 1.1)).
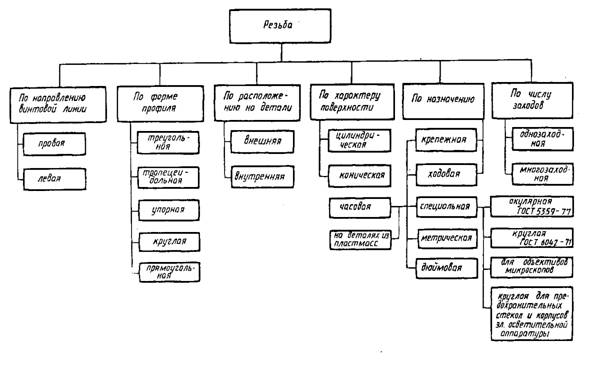
Рисунок 1.1 – Классификация резьб
Основные параметры резьбы и единицы измерения:
1. Питчевая резьба - шаг резьбы измеряется в питчах (p"). Для получения числового значения (в миллиметрах) достаточно питч умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
2. Шаг (P) расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
3. Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
4. Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
5. Высота исходного треугольника резьбы (H);
6. Срез резьбы (p);
7. Угол подъёма резьбы (ψ) [8].
1.2 Виды применяемых резьб для соединения стеклопластиковых труб
Существуют следующие способы получения резьб на деталях из стеклопластика: резанием, напрессовкой, заливкой компаунда, формованием профиля, получение профиля при центробежном формовании и др. Нарезание резьбы также затруднительно, но все же оно иногда выполняется, если утолщение формованной конструкции достаточное и используется винт с крупной резьбой.
Для стеклопластиков нарезание является пока преобладающим способом получения резьб, обеспечивающим необходимую точность резьбы. Однако прочность резьбового соединения, зависящая как от физико-механических свойств материалов соединяемых деталей, так и метода получения резьбы при нарезании, будет ниже, из-за перерезания армирующих слоёв стеклопластика и нарушения целостности слоистой структуры его в районе резьбы.
Тем не менее, метод нарезания резьб резцом находит широкое применение и для стеклопластика имеет свои особенности [3].
Таблица 1.1 – Достоинства и недостатки различных типов резьбы
| Профиль резьбы | Размеры | Достоинства | Недостатки |
| Круглый симметричный | Уменьшение концентрации напряжений | Появление радиальных напряжений | |
| Упорный симметричный | По ГОСТу 10177 – 62 d ≥ 60 мм | 1. Не создает радиальных усилий при нагрузке; 2. Большая площадь среза. 3. Наибольшая прочность из всех профилей | 1. Острый угол создаёт условия для концентрации напряжений и подвергается выкашиванию; 2. Трудность изготовления |
| Прямоугольный симметричный | d ≥ 60 мм | 1. При нагрузке не создаёт радиальных напряжений; | 1. Сравнительно низкая прочность из-за наличия ленточной канавки (особенно у симметричного профиля) 2. Трудность получения профиля. |
| Треугольный симметричный | d ≤ 200 мм α > 60º γ = 0-5º; β = 40-50º; t = 0,2S;d≥60мм | 1.Простота изготовления; 2.Большая площадь среза; 3.Отсутствие ленточной канавки. | 1.Наличие радиальных усилий при нагрузке; |
Профиль и размерность резьбы зависят от свойств соединяемых деталей, их размеров и усилий, действующих на резьбовое соединение (Таблица 1.1). На стеклопластике можно получить резьбу любого профиля, однако следует выбирать резьбы несимметричного профиля, т. к. они обеспечивают наибольшую прочность соединения при допускаемом напряжении 130-150 Па, при напряжении стеклопластика при срезе 1000 Па
При выборе профиля резьбы так же необходимо учитывать толщину стенки трубы. На тонкостенных трубах не рекомендуется применять треугольный и круглый профили, так как под действием осевой растягивающей силы они создают радиальные сжимающие усилия, которые могут превысить допускаемые напряжения и в результате чего оболочка разрушится в зоне резьбы от сдвиговых и радиальных напряжений. На толстостенных трубах принципиальной разницы в выборе вида резьбы нет. Они обладают высокой жесткостью, и действующие радиальные усилия не будут оказывать существенного влияния на прочность резьбового соединения [3],[4].
Известно, что для стеклопластиков допускаемое напряжение в несколько раз меньше, чем для металлов, поэтому для создания равнопрочных резьб применяют несимметричные профили, в частности несимметричные упорные.
1.3 Типы резьб
В этом разделе рассмотрим три типа профилей резьб, наиболее часто применяемых в изделиях из стеклопластика.
1. Круглая резьба
Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30° [8].
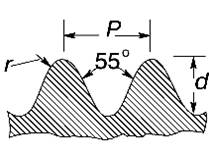
Рисунок 1.2 – Профиль круглой резьбы
В машиностроении эта резьба используется редко, применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде, для водопроводной арматуры, в отдельных случаях для крюков подъемныхкранов, а также в условиях воздействия агрессивной среды.
Такой профиль при действии осевой растягивающей силы создаёт радиальные сжимающие усилия, которые могут значительно превосходить допускаемые напряжения, и труба в районе резьбы разрушается. Эта резьба стандартизована.
Похожие работы


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
... для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки. Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов): - длина – (625 ± 1,5) мм; - высота - (250 ± 1,0) мм; - толщина (толщина стены) ...
0 комментариев