Навигация
Влияние состава и структуры стеклопластиков на их обрабатываемость
71354
знака
6
таблиц
18
изображений
2.2 Влияние состава и структуры стеклопластиков на их обрабатываемость
Для установления влияния состава и структуры на обрабатываемость стеклопластиков были сопоставлены коэффициенты обрабатываемости стеклопластиков по различным видам классификации.
Таблица 2.2 – Коэффициенты обрабатываемости стеклопластиков:
| Стойкость r, в мин | Коэффициент обрабатываемости Kv, T стеклопластиков | ||
| ЭФБ-П | АГ-4С | 27-63С | |
| 10 | 0,753 | 1* | 1,25 |
| 30 | 0,74 | 1 | 1,18 |
| 45 | 0,73 | 1 | 1,165 |
| 150 | 0,76 | 1 | 1,30 |
| * - За единицу приняты скорости резания стеклопластика АГ-4С | |||
На обрабатываемость стеклопластиков оказывает влияние стекловолокно. Так, коэффициент обрабатываемости стеклопластиков на основе кремнезёмного волокна (наиболее труднообрабатываемые стеклопластики) в 2,5 – 3 раза ниже коэффициента обрабатываемости стеклопластиков с алюмоборосиликатным волокном (СК-9Ф, ЭФ-32-301). Такого существенного различия в обрабатываемости не наблюдается при анализе влияния типа связующего. Стеклопластикам на основе кремнийорганических, фенолформальдегидных и эпоксидных связующих свойственны как большие, так и малые значения коэффициентов обрабатываемости, разница значений которых в пределах каждой группы достигает от 3 до 10 раз (Таблица 2.3).
Таблица 2.3 – Влияние типа связующего на обрабатываемость стеклопластиков:
| Вид связующего | |||||||
| Полиэфирное | Эпоксидное | Фенолформальдегид-ные | Кремнийорганические | ||||
| Марка СП | Коэффии-ент стойкости, в мин | Марка СП | Коэффици- ент стойкости, в мин | Марка СП | Коэффици- ент стойкости, в мин | Марка СП | Коэффи-циент стойкости, в мин |
| ПН - 1 | 0,96 | ЭФ 32-301 | 0,56 | П-5-2 | 0,15 | РТП | 0,067 |
| ЭДТ-10П | 0,88 | ВТФ | 0,087 | Т3-9Ф | 0,162 | ||
| 27-63С | 1,18 | ФН | 0,87 | СК-9Ф | 0,6 | ||
| 33-18С | 1,62 | АГ-4С | 1,37 | ||||
| ЭФБ-П | 0,74 | АГ-4В | 0,84 | ||||
| ЭФБ-Н | 1,63 | ||||||
Коэффициент обрабатываемости стеклопластика на полиэфирном связующем незначительно отличается от средних значений коэффициентов обрабатываемости стеклопластиков на основе фенолформальдегидных и эпоксидных смол.
Следовательно, не связующее, а наполнитель, являясь причиной износа режущего инструмента, определяет обрабатываемость композиционного материала.
При исследовании влияния ориентации стекловолокна на обрабатываемость пластиков не выявлено четкой зависимости. Коэффициент обрабатываемостистеклопластиков с неориентированным и ориентированным взаимоперпендикулярным расположением волокон лежит практически в одном интервале значений (Таблица 2.4). При точении стеклопластиков с однонаправленным расположением волокон режущая кромка не перерезает, а скользит по поверхности волокна в процессе резания.
Таблица 2.4 – Зависимость коэффициента обрабатываемости от ориентации волокна в стеклопластике:
| Ориентация волокна | |||||
| Анизотропные СП | Стеклотекстолиты | Изотропные СП | |||
| Марка СП | Коэффициент стойкости, в мин | Марка СП | Коэффициент стойкости, в мин | Марка СП | Коэффициент стойкости, в мин |
| 27-63С | 1,18 | ВФТ | 0,87 | АГ-4В | 0,84 |
| АГ-4С | 1 | ФН | 1,37 | П-5-2 | 0,16 |
| 33-18С | 1,62 | ЭФ 32-301 | 0,56 | РТП | 0,067 |
| ПН-1 | 0,96 | ||||
| ЭФБ-П | 0,74 | ||||
| ЭФБ-Н | 1,63 | ||||
| Т3-9Ф | 0,16 | ||||
| ЭДТ-10П | 0,88 | ||||
На обрабатываемость стеклопластиков не малое влияние оказывает метод их изготовления. Влияние методов изготовления стеклопластиков на их обрабатываемость объясняется различной степенью плотности волокон в стеклопластике и пористостью, различной адгезией связующего к стекловолокну[10].
Обрабатываемость материалов в значительной степени в значительной степени зависит от теплообразования и теплораспределения, возникающих в процессе резания. Однако такие физические свойства стеклопластиков, как коэффициент, для различных марок стеклопластиков изменяются в незначительных пределах. Анализ свойств более 20 марок стеклопластиков показал, что значения коэффициентов теплоёмкости с и коэффициентов теплопроводности λ колеблются в пределах с=0,84∙103 – 1,46∙103 Дж/(кг·К) и λ=0,35 – 0,45 Вт/(м∙К).
Данный анализ позволяет установить те свойства стеклопластиков, которые могут оказать влияние на процесс резания и, следовательно, на обрабатываемость.[10]
2.3 Факторы, вызывающие погрешности элементов резьбы
Источники погрешностей параметров упорной специальной резьбы можно разделить на три группы: технологические, конструктивные и эксплуатационные.
1. Технологические факторы:
а) заточка режущей части инструмента;
б) установка режущего инструмента относительно оси изделия;
в) износ режущего инструмента;
г) качество материала обрабатываемого изделия;
д) режимы резания;
е) человеческий фактор (в том числе квалификация рабочего).
2. Конструктивные факторы:
а) Габариты и конфигурация изделия;
б) Номинальные размеры резьбы (d, S, SB, t, β, γ, LP);
в) Жесткость детали (толщина ее стенки).
3. Эксплуатационные факторы:
а) Температура окружающей среды;
в) Изменение физико-механических характеристик и размеров от времени и эксплуатации;
в) Отличие коэффициентов линейного термического расширения соединяемых деталей.
Все эти факторы могут вызвать отклонения элементов резьбы вследствие скрытых дефектов материала (пор, трещин, отслоений и т.д.), температурных деформаций, погрешностей заточки и установки резьбы и др. Рассмотрим наиболее существенные из них.
Влияние конусности детали на величину ширины витка. Конусность, возникающая в результате неточности оборудования или вследствие износа проходного резца. Однако при выходе конусности за верхнюю границу допуска наружного диаметра для обеспечения надёжной свинчмваемости последний необходимо обточить дополнительно с припуском, равным (Рисунок 2.4).
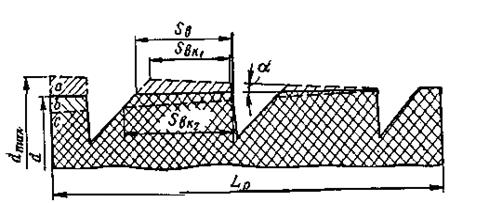
Рисунок 2.4 – Влияние конусности детали на величину ширины витка резьбы по наружному диаметру
2ab=Lpk = 2Lptgα (2.1),
где Lp- длина резьбы;
α – половина угла при вершине конуса.
Погрешность ширины витка при этом будет
ΔSВ3=Lptgα (tgβ + tgγ) (2.2).
Эту погрешность необходимо учитывать только при нарезании резьб на проход на деталях с отношением L/d > 6.
Отличие коэффициентов линейного расширения материалов соединяемых деталей. Различие указанных коэффициентов может сказаться на погрешности
Δl=αLPΔT (2.3),
где Δl – приращение длины;
α – коэффициент линейного ьермического расширения;
LP – длина резьбы;
ΔT – приращение температуры.
Максимальная погрешность при Т=20±10ºС составляет ΔSТ max≤0,03 мм. Температурные деформации узлов станка при нарезании резьбы на точность обработки влияния не оказывают и учёт их не требуется.
Кроме того, соединение (свинчивание) двух труб можно рассматривать как местный процесс сжатия материала. Однако сжимающие напряжения и деформации сами по себе не могут вызвать разрушение. Так как кроме сжимающих имеют место только два вида напряжений - растягивающие и касательные, то при резании стеклопластиков различают два основных типа разрушений: от растягивающих напряжений (путем отрыва) и от касательных напряжений (путём среза).
В резьбовом соединении трубы наиболее часто подвергается поломке конец трубы по первому витку. Переменные нагрузки в сочетании с концентрацией напряжения во впадинах резьбы обусловливают усталостный характер сломов. Разрушению способствуют также неравномерный характер распределения нагрузки по резьбе, отклонения элементов резьбы, связанные с износом инструмента, неравномерностью распределения сил резания [15].
В каждом конкретном случае задачи повышения прочности соединения и точности нарезания резьб должны решаться с учетом специфических особенностей материала деталей, способа изготовления и условий производства. Любое отклонение от оптимальных значений параметров технологического процесса и технологических режимов приводит к ухудшению качества детали, а в дальнейшем к снижению точности при механической обработке.
Похожие работы
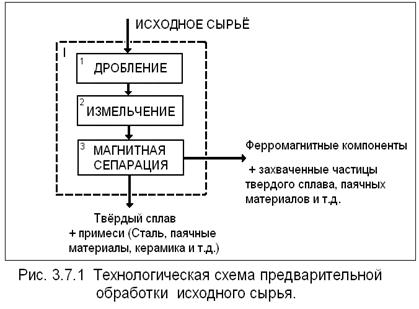


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
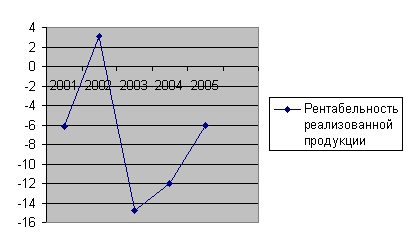
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
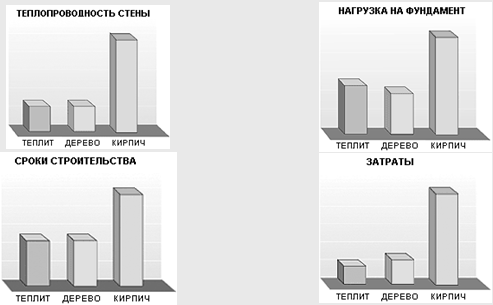
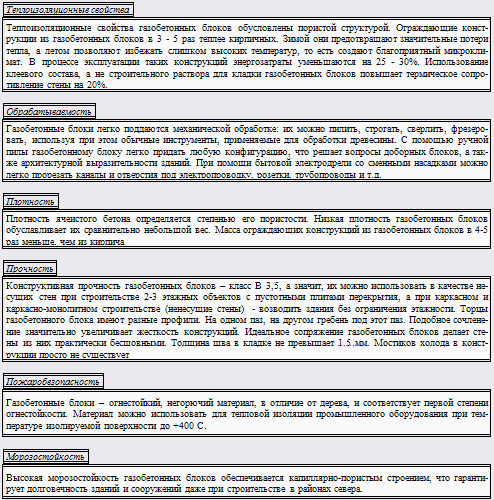
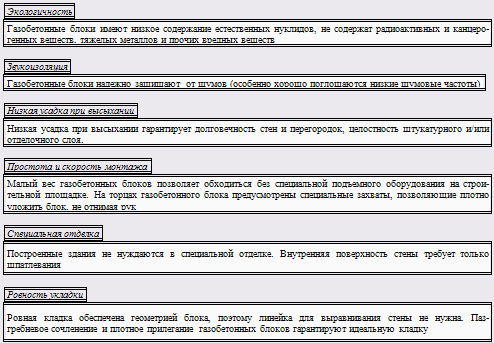
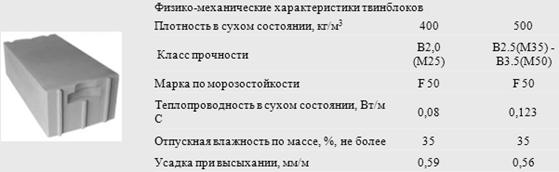
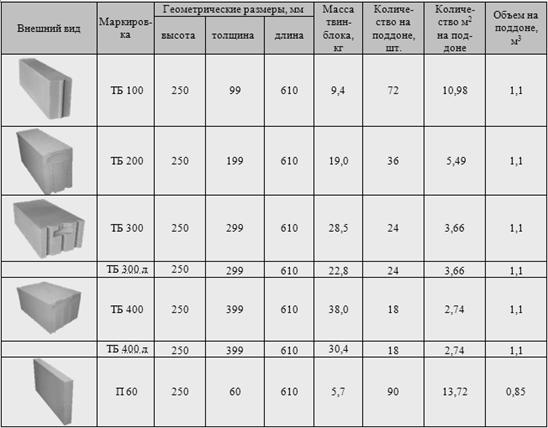
... для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки. Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов): - длина – (625 ± 1,5) мм; - высота - (250 ± 1,0) мм; - толщина (толщина стены) ...
0 комментариев