Навигация
ТЕХНОЛОГИЯ НАРЕЗАНИЯ РЕЗЬБЫ
71354
знака
6
таблиц
18
изображений
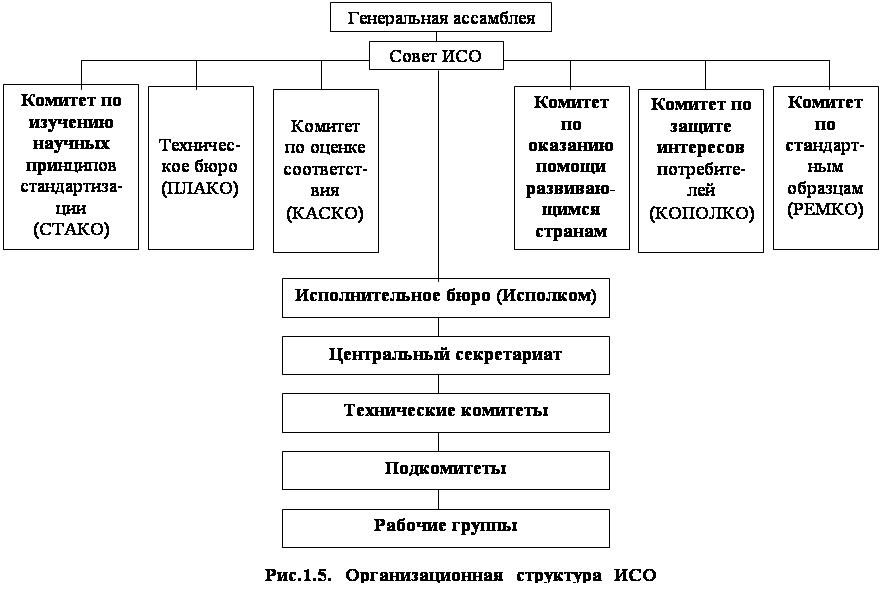
3 ТЕХНОЛОГИЯ НАРЕЗАНИЯ РЕЗЬБЫ
3.1 Влияние технологической предыстории на точность резьбы
Качество стеклопластиковых деталей определяется четырьмя основными технологическими параметрами: натяжением стеклоткани (нитей или жгутов), удельным давлением прижима, температурой полимеризации, временем полимеризации. Первый и второй параметры определяют плотность намотки, третий и четвертый – структуру материала. Любые отклонения от технологических параметров и режимов приводит к ухудшению качества материала. Так, например, несоблюдение требований по необходимому натяжению армирующего материала и давлению прижима создаёт условия для возникновения пустот, а отступления от режима полимеризации приводят к расслоению материала при обработке.
К наполнителям и полимерным связующим при изготовлении деталей предъявляют ряд требований:
1) стекловолокнистые наполнители должны быть одной марки, партии и даты выпуска;
2) условия хранения компонентов не должны допускать резких перепадов температуры;
3) компоненты полимерных связующих не должны иметь просроченной даты годности;
4) Целесообразно немедленное использование приготовленного связующего.
Из конструктивных факторов наибольшее влияние на точность механической обработки оказывает жесткость детали и длина резьбы. Толщина стенки трубы должна быть такой, чтобы она удовлетворяла и требованиям прочности, и требованиям минимального прогиба под действием силы резания. Так как резьба выполняется не на всей длине, а с концов, то под резьбу следует делать утолщения с таким расчетом, чтобы размер внутреннего диаметра не был меньше наружного диаметра основного тела трубы.
Длина резьбы выбирается из расчета получения количества витков n от 6 до 12, так как большее количество витков на увеличение прочности резьбы влияет отрицательно. При отношении ![]() имеем наилучшие условия для нарезания резьбы (минимальные деформации самой детали, наименьшие прогибы детали в районе резьбы).
имеем наилучшие условия для нарезания резьбы (минимальные деформации самой детали, наименьшие прогибы детали в районе резьбы).
Из технологических факторов преобладающее влияние на точность резьбы оказывают три: заточка режущей части инструмента, установка резца относительно оси детали, износ режущего инструмента. Данные факторы составляют 30 – 40 % от суммарной погрешности резьбы. Из эксплуатационных факторов следует учитывать различие коэффициентов линейного термического расширения (КЛТР) соединяемых материалов, особенно при эксплуатации при повышенных температурах.
Таким образом, чтобы производить механическую обработку стеклопластика с необходимой точностью, требуется четкая организация и обеспечение всего технологического процесса на всем этапе изготовления детали – от исходных материалов для намотки до контроля после механической обработки (точения и резьбонарезания) [4].
3.2 Процессы, протекающие при нарезании резьбы
3.2.1 Процесс стружкообразования
Стружкообразование в значительной степени определяет процесс резания и его результаты. От процесса стружкообразования зависят сила резания, расход энергии, количество выделяющейся теплоты, точность и качество обработки, условия работы инструмента и станка. Характер образования стружки и её типы во многом определяются свойствами обрабатываемого материала. Характерная особенность процесса резания в том, что стружка образуется в процессе преодоления упругих деформаций (для стеклопластика в этом случае область пластических деформаций практически отсутствует). Обработанный материал, упруго сжатый во время резания, затем упруго восстанавливается.
В первоначальный момент внедрения инструмента происходит сжатие материала изделия, что приводит к сжатию контактных слоёв и увеличению площади соприкосновения с инструментом. При дальнейшем увеличении нагрузки сначала происходит хрупкое разрушение полимерной матрицы с образованием опережающей трещины. Появляется зона сдвига, являющаяся условно плоскостью скалывания. Одновременно происходит как нарушение адгезионных связей между волокнами армирующего материала и полимерной матрицей, так и разрушение (разрыв) волокон. Образуется элемент стружки, который перемещается вдоль плоскости сдвига, чему способствует непрерывное перемещение инструмента.
В процессе смещения элемента стружки происходит дальнейшее сжатие материала и образование нового элемента стружки, который отделяется в тот момент, когда сила, действующая на резец, превысит силы внутреннего сцепления. Если адгезионная связь между волокнистым материалом и полимерной матрицей васока, то получается сливная стружка. При недостаточной адгезии образуется элементная стружка или стружка надлома. Увеличение степени износа инструмента приводит к сильному измельчению стружки, появлению большого числа пылевидных частиц. В целом, разрушение армированных полимерных материалов можно считать как упругое.
Схема армирования также влияет на процесс стружкообразования. Если угол намотки совпадает с траекторией вершины резца, то развивается опережающая трещина вдоль траектории, а резец скользит вдоль поверхности волокна, не разрушая его. Если угол армирования не совпадает с траекторией резания, тогда опережающая трещина развивается в направлении армирования и образуется стружка надлома. Таким образом, механизм стружкообразования при резании можно представить следующим образом. Под действием механических напряжений в зоне наибольших касательных напряжений (ее принимают за условную плоскость сдвига) протекают периодические сдвиговые явления, приводящие к упругому разрушению обрабатываемого материала и формированию, в зависимости от условий обработки и схемы армирования материала, стружки того или иного типа [12].
Вблизи вершины резца обрабатываемый материал испытывает деформации растяжения, перпендикулярные к направлению резания, и деформации сжатия, направленные вдоль резания. Максимальные напряжения сжатия наблюдаются у вершины резца. Особенность обработки армированного пластика – наличие существенного слоя сжатия, находящегося ниже линии среза, что приводит к его упругому восстановлению. Это является причиной погрешности размеров.
Частички разрушенного материала (стеклянные волокна), смешанные с частичками затвердевшего связующего, рассеиваются в воздухе и загрязняют его. При механической обработке стеклопластик подвергается и тепловому воздействию. При этом происходят химические превращения, которые сопровождаются выделением различных низкомолекулярных соединений. Кроме того, образование пылевоздушной смеси в производственном помещении может привести к взрыву. Опасность возникновения взрыва весьма велика, т.к. при обработке стеклопластика без использования смазочно-охлаждающих жидкостей на поверхности изделия возникает потенциал электростатических зарядов от 2,5 до 10 кВ, разряд которого может вызвать искру.
Поэтому нельзя допускать отложение слоев пыли на оборудовании, полах, стенах. В качестве дополнительных мер по снижению распространения пыли и стружки устанавливаются средства улавливания пыли в зоне резания, ограждение зоны резания, местные вентиляционные устройства.
ВЦНИИОТом разработано пневматическое устройство непрерывного удаления элементной стружки и частиц пыли непосредственно от режущей части инструмента. Особенностью устройства является то, что пылестружкоприемное устройство тесно связано с резцедержавкой и составляет ее неотъемлемую часть. Основными частями пневматической системы являются резец-пылестружкоприемник (Рисунок 3.1) и вентиляционная установка. Резец-пылестружкоприемник представляет собой державку, выполненную за одно целое с пылестружкоприемником. Расстояние от входного сечения пылестружкоприемника до режущей кромки не должно превышать 8 мм.
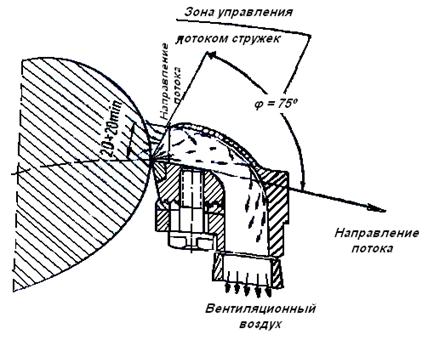
Рисунок 3.1 – Схема резца с пылестружкоприемником
Вентиляционная установка, предназначенная для создания всасывающего воздушного потока во входном сечении резца-пылестружкоприемника, способствует улавливанию стружки и пыли в пылестружкоприемник и обеспечивает непрерывное удаление и транспортировку их в стружкосборник. Производительность вентиляционной установки, рассчитанной на одни станок должна составлять порядка 800 м3/ч [10].
Похожие работы


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
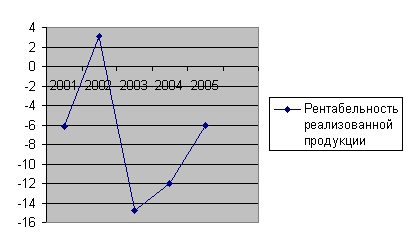
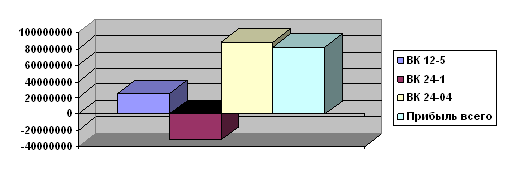
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
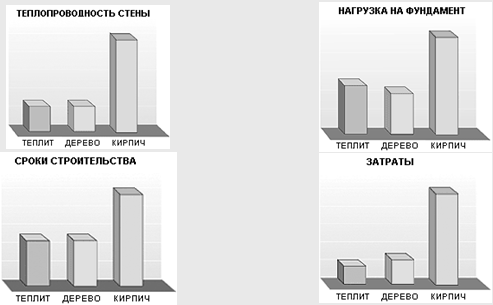
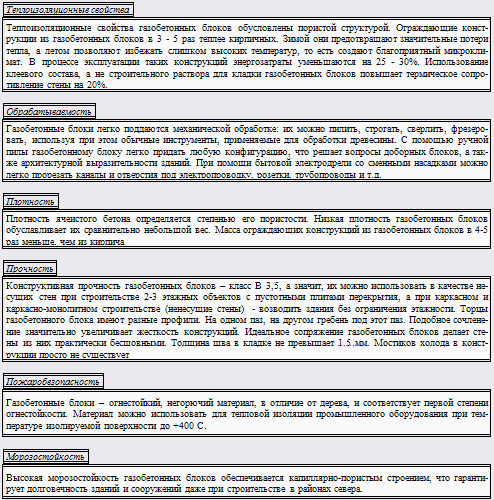
... для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки. Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов): - длина – (625 ± 1,5) мм; - высота - (250 ± 1,0) мм; - толщина (толщина стены) ...
0 комментариев