Навигация
Оборудование, приспособления и вспомогательный инструмент
71354
знака
6
таблиц
18
изображений
3.3.1 Оборудование, приспособления и вспомогательный инструмент
Отличительными свойствами конструкционных стеклопластиков, как уже отмечалось ранее, являются: слоистая структура с различными физико-механическими характеристиками слоёв; низкая теплопроводность; низкая прочность на срез (скалывание); абразивные свойства материала и др.
Эти свойства приводят к некоторым особенностям их механической обработки:
1) режущие кромки инструмента должны быть особенно острыми и ровными;
2) не допускается превышение установленной величины износа режущего инструмента;
3) во избежание расщепления материала следует избегать механической обработки параллельно слоям;
4) при обработке деталей большой длины и диаметра, т.е. при удлиненном цикле работы режущего инструмента, последний сильно нагревается, поэтому целесообразно применять многоинструментную обработку или уменьшать режимы резания;
5) для удаления возникающей при механической обработке смолостеклянной пыли и мелкой стружки каждый станок должен быть оснащён вытяжной вентиляцией.
В машиностроении нарезание резьбы производят на токарно-винторезных, винторезно-токарных, но в основном на резьбообрабатывающих станках. Основными типами резьбообрабатывающих станков являются резьбонарезные, резьбофрезерные, гайконарезные, резьбо- и червячно-шлифовальные станки. Способы резьбообрабатывания, применяемый при этом резьбонарезной инструмент и резьбообрабатывающие станки весьма разнообразны.
Образование резьбы способами нарезания и фрезерования для наружной резьбы производят резьбовыми резцами, винторезными головками, гребенчатыми и дисковыми резьбовыми фрезами, круглыми плашками. Резьбо-фрезерование один из самых производительных методов – выполняется на специализированных резьбофрезерных станках (Рисунок 3.5).
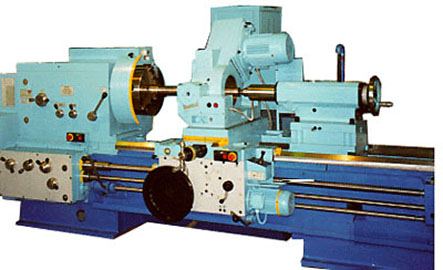
Рисунок 3.5 – Станок специальный токарный с ЧПУ. Модель РТ818Ф4
Станок предназначен для нарезания любого профиля резьбы методом вихревого фрезерования (Основные характеристики представлены в Таблице Б1). Вихревой метод является обработкой резанием с прерывистым снятием стружки. Вихревое нарезание резьбы полностью автоматизировано.
Преимущества:
1) сокращение основного времени обработки детали по сравнению с нарезанием резьбы резцами обычным способом;
2) чистота поверхности резьбы почти, а иногда и полностью соответствует чистоте шлифованной;
3) образование суставчатой легко транспортируемой стружки;
4) точность формы обработанной детали, т.к. стружка каждым резцом снимается небольшая (в виде запятой) и усилие резания невелико;
5) обработка возможна без охлаждения.
Метод вихревой обработки и оборудование для этого.
Вихревая обработка является наиболее экономичным методом нарезания внутренних и наружных резьб, эксцентриковых и экструдерных червяков и других спиралевидных деталей специальных профилей. АООТ "РСКБС" разрабатывает, а АООТ "РСЗ" изготовляет современное оборудование для следующих отраслей производства агрегаты, станки и инструмент для вихревого резьбофрезерования наружных и внутренних резьб и червяков всевозможных профилей.
Для получения самых разных профилей резьбы путем наружного и внутреннего нарезания мы пользуемся тремя различными способами:
1) эксцентрическим вращением инструментов вокруг изделия при одновременном медленном вращении изделия;
2) планетарным вращением инструментальных оправок внутри невращающихся изделий;
3) наружной обработкой крупных изделий с крутыми резьбами [18].
Базирование труб при нарезании наружной резьбы производится по отверстию при помощи конических грибков с насечкой на конусной части, гладких конических грибков, разжимных колец и др., представленных на рисунке3.6.
Обрабатываемая труба одним концом устанавливается на центрующий поясок кольца, закреплённого в патроне токарного станка, а другой прижимается грибком, установленным на вращающемся центре задней бабки.
При обработке труб большой длины для уменьшения прогибов следует применять люнеты с роликовыми опорами. Так как длина трубы равна 6 м, то количество люнетов берётся в количестве 5 штук (при длине трубы более 1,5 м люнеты устанавливаются через 1 м друг от друга и от места закрепления трубы). Для предотвращения поверхности детали от возможных повреждений на нее в районе люнета надевается специальная втулка.

Рисунок 3.6 – Специальные грибки и пробки для базирования труб из стеклопластика
Специальных приспособлений для установки труб не требуется. В нашем случае труба устанавливается на станок вместе с оправкой, на которую производилась намотка. Это следует делать для увеличения жесткости детали, так как изделие тонкостенное [4].
3.3.2 Технологические операции и параметры процесса нарезания
Снятие фаски с наружной поверхности трубы.
Данная обработка производится на станке с числовым программным управлением (ЧПУ) проходным резцом марки PSRNR 3225 P15 с углом фаски j=75°.
При работе на обычном станке необходимо развернуть резцедержатель для обеспечения требуемого угла фаски. Следует заметить, что угол фаски по ГОСТу составляет 65±5, поэтому при применении резца с j=45° мы, в лучшем случае, получим фаску на пределе допуска. В то же время, используя резец с j=75° мы гарантировано получаем фаску с углом, соответствующим требованиям ГОСТ.
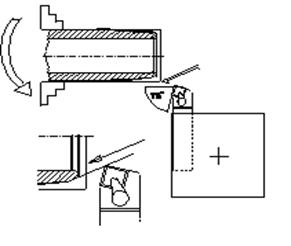
Рисунок 3.7 – Снятие наружной фаски
При использовании станка с числовым программным управлением здесь могут быть применены расточные резцы с различными углами в плане, так как угол обеспечивается программой.
Установка резьбового резца. Серьезным вопросом при резьбонарезании является правильная установка инструмента. На станках с числовым программным управлением инструмент, как правило, настраивается вне станка на специальных оптических приборах. Данные по настройке вносятся потом в специальные корректора системы числовым программным управлением. Правильность установки инструмента в резцедержателе обеспечивается его конструкцией и конструкцией инструментальной оснастки.
Следует отметить, что неправильная установка может привести к получению бракованной резьбы даже при использовании вполне годного инструмента. Необходимо обеспечение двух условий: правильного расположения режущей кромки относительно оси изделия, правильной ориентации инструмента относительно вертикальной оси. Первое требование является достаточно привычным, правда, для резьбообработки оно приобретает особоезначение из-за дополнительных искажений профиля при неправильной установке инструмента К выполнению второго условия, к сожалению, иногда. относятся недостаточносерьезно, хотя оно может самым непосредственным образом сказаться на качестве резьбы.
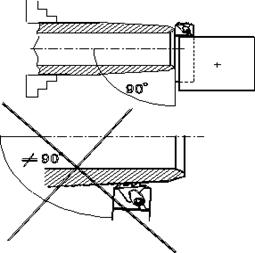
Рисунок 3.8 - Установка резьбового инструмента
Если нет специальных приспособлений для выверки правильности установки инструмента, можно использовать, например, подрезанный торец трубы для проверки параллельности ему державки инструмента. Однако ни в коем случае нельзя настраивать инструмент путем установки параллельности верхушек его зубьев проточенному конусу трубы. Угол наклона линии, проходящей через вершины зубьев гребенки или пластины, никогда не равняется углу уклона конуса. Настраивая инструмент подобным образом, вероятно получить искаженные углы профиля.
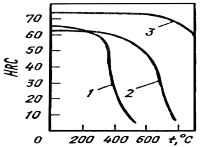
Режущий инструмент. Материал режущей части. На производительность, стойкость и прочность резца влияют материал режущей части, конструкция и размеры инструмента, основные геометрические параметры режущей части.
Резцы из быстрорежущих и легированных инструментальных сталей для нарезания резьбы на стеклопластиковых изделиях применять не следует ввиду их малой стойкости. Оптимальным инструментальным материалом при обработке стеклопластиков является вольфрамокобальтовый твердый сплав. Изнашиваниетвердых сплавов при обработке стеклопластиков происходит главным образом за счет абразивного истирания кобальта и выпадения вследствие этого отдельных зерен карбидов. Однако данный инструментальный материал в настоящее время является труднодоступным.
Наиболее перспективными инструментами при точении стеклопластиков, обеспечивающих наивысшую производительность, являются резцы с режущей частью из натуральных или искусственных, синтетических алмазов: АСБ–баллас, АСПК – карбонад99. Они имеют наибольшую из всех инструментальных материалов твердость, высокую теплопроводность, позволяют затачивать режущие кромки резцов с минимальным радиусом округления (1…3 мкм). При обработке алмазными резцами достигается также наименьшая шероховатость обработанной поверхности, высокая точность размеров деталей при высокой стойкости инструментов.
Точение алмазным резцом стеклопластика дает шероховатость обработанной поверхности Rz=10 мкм на режимах резания (V=500 м/мин,
S=0,21 мм/об, t=1,5 мм), значительно превышающих рекомендуемые. Шероховатость поверхности практически не ухудшилась после 4,5 часов работы алмазного резца, хотя резец работал на скорости резания, превышающей в 5 раз скорость резания при точении твердосплавными резцами.
Конструкция резцов. Резьбонарезные резцы бывают стержневые, призматические и круглые, соответствующей длины и сечения; их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Наружную резьбу нарезают прямыми или отогнутыми резцами. Расположение режущих кромок резца должно соответствовать профилю обрабатываемой резьбы. В лунках, уступах, специальной геометрии или стружколомах инструмент не нуждается, так как в дроблении стружки нет необходимости. Резцы токарные резьбовые для наружной резьбы, с пластинами из твердого сплава с релаксированным режущим элементом, и алмазным напылением изготавлены по ГОСТ-18885 и предназначены для нарезания наружной резьбы в деталях или заготовках на универсальном и автоматизированным оборудовании, в том числе на стонках с числовым программным управлением.
Нарезание резьбы выполняется профильным резцом по шаблону на профиль с проверкой шаговым шаблоном (Рисунок 3.9).

Рисунок 3.9 - Резец токарный резьбовой для наружной резьбы
В подобных случаях обычно используется несколько инструментов (черновые и чистовые резцы) для последовательной обработки заданного профиля по слоям. Кроме того, вне зависимости от шага нарезаемой резьбы, который может быть и переменным, профиль всегда остается постоянным.
Геометрические параметры режущей части инструмента. Величины углов заточки режущего инструмента оказывают большое влияние на точность и чистоту обрабатываемой поверхности, стойкость и прочность инструмента, усилия резания и деформации, поэтому выбор их оптимальных значений имеет важное значение.
Форма передней поверхности должна быть плоской, без фасок. Углы в плане φ и φ1 определяются профилем резьбы. Значение угла φ определяет соотношение между шириной и толщиной среза при постоянных величинах подачи и глубины среза. Для исключения разбивания впадины резьбы, угол профиля необходимо выполнять на 1º-1º 10΄ меньше необходимого угла профиля резьбы. При величине переднего угла γ=5º , при этом инструмент имеет наибольшую стойкость. Значение заднего угла α может быть определено в пределах 5-15º. Предпочтительное значение угла 5º, а угол наклона главной режущей кромки целесообразно выполнять равным λ=0º.Установка резца
относительно детали производится перпендикулярно оси детали при угле подъема резьбы не более 3º.
Режимы резания. При нарезании резьбы режимы резания определяются скоростью и глубиной резания за каждый проход. Продольная подача определяется шагом резьбы. Подача резца на глубину резания – поперечная подача или врезание для черновых проходов – может быть радиальной или боковой, а для чистовых проходов только радиальной.
Глубину резания выбирают, исходя из припусков на обработку h, мм. Глубина резания на один проход t > 1 мм приводит к значительному снижению стойкости инструмента и ухудшению чистоты поверхности. Оптимальные значения глубины резания можно считать следующие:
Первый проход 0,15 мм
Следующие n проходов 0,5 мм
Чистовые (1–2) проходы 0,1 мм
Зачистные (1–2) проходы от 0 до 0,05мм
Небольшая глубина резания первого прохода делается с целью предотвращения возможных расслоений, сколов и других дефектов. Зачистные проходы следует выполнять для резьбовой поверхности и удаления возникающего при резьбонарезании ворса в углах между сторонами профиля и поверхностью наружного диаметра.
Общее количество проходов при нарезании специальной упорнойрезьбы на стеклопластиковых трубах выбирается в зависимости от шага S резьбы. Резьба должна быть крупной и выбираться в зависимости от размеров прядей стекловолокна и промежутков между ними. В нашем случае шаг резьбы S выбираем равным 10 мм, при этом общее число проходов равно 9 [4].
Скорость резания и стойкость инструмента не зависят от шага резьбы. Увеличение скорости резания свыше 70 м/мин приводит к резкому снижению стойкости инструмента. Рекомендуемые значения скорости резания при нарезании специальной упорной резьбы приведены в таблице 3.1 [4].
Таблица 3.1 – Скорости резания при нарезании специальной упорной резьбы на деталях из стеклопластика:
| Глубина резания t в мм | Скорость резания VT, (в м/мин) | Глубина резания t в мм | Скорость резания VT, (в м/мин) |
| 0,1 | 72 | 0,5 | 58 |
| 0,2 | 69 | 0,75 | 48 |
| 0,3 | 64 | 1 | 38 |
| 0,4 | 61 |
Таким образом, при увеличении скорости и глубины резания интенсивность износа может увеличиться. При этом может наблюдаться непрямолинейность сторон профиля, появляются местные выколы материала, что приводит к снижению прочности резьбового соединения, ухудшению свинчиваемости и надёжности соединения.

Рисунок 3.10 – процесс нарезания резьбы на производстве
На рисунке 3.10 наглядно представлен процесс нарезания резьбы на стеклопластиковых трубах на производстве. Выходной контроль качества резьбы. Согласно ГОСТ 16504-74, контролем называют проверку соответствия продукции, от которого зависит качество продукции установленным техническим требованиям.

Рисунок 3.12 – Шаблон для контроля резьб
Существует вероятность получения бракованной резьбы (неточный шаг, неправильный профиль резьбы, недостаточная чистота поверхности резьбы) в одном (нескольких) сечениях, но она будет связана не только с правильностью выставки инструмента, но и особенностью заготовки (заниженный размер, большая овальность), а также с неверной установкой (биением) заготовки. Но в любом случае контроль параметров свеженарезанной резьбы достаточно необходимо в нескольких сечениях.
При контроле определяются следующие параметры:
- средний диаметр,
- погрешность угла профиля,
- погрешность шага.
- отклонение высоты профиля.
Контроль резьбы осуществляют, как правило, резьбовыми калибрами по шаблонам (Рисунок 3.12), но существуют также различные методы оптического контроля, позволяющие автоматизировать процесс контроля резьбы. Последний рассмотрим подробней.
При автоматизированном контроле параметров особое значение имеет объективность и повторяемость результатов контроля. Очевидно, что«человеческий фактор» существенно снижает достоверность результатов, поэтому при различной степени автоматизации процесса измерения, сбор и переработка информации должны оставаться за машиной. Кроме того, важно оставить возможность встраивания устройства контроля в автоматизированное производство за счет обеспечения подачи изделия на позицию контроля цеховым автоматизированным транспортом.
В разработанных в «ТЕЛЕКОН» устройствах УКРТ для контроля резьбы применяется метод визуального бесконтактного контроля параметров с помощью промышленных видеокамер, работающих на просвет. В устройствах используются уникальные компьютерные технологии по обработке изображений, позволяющие с высокой точностью и достоверностью определять бракованные участки резьбы изделий. Программное обеспечение позволяет получать текущую информацию о процессе измерения и передавать ее в цеховой компьютер.
Устройства могут быть выполнены как для ручной, так и для автоматизированной загрузки деталей. Они имеют высокие адаптивные свойства к неточному базированию измеряемой детали [21].
Способ измерения – непрерывный на всем измеряемом участке резьбы, с поворотом на 22,5 град. измерительных головок в конце каждого прохода [19].
Технические характеристики:
Принцип действия-оптический, бесконтактный
Контролируемые параметры:
Шаг резьбы на длине 25,4 мм и на всей длине резьбы.
Высота профилей.
Угол наклона стороны профиля.
Средний диаметр в основной плоскости.
Предел допускаемой погрешности при контроле:
линейных параметров – 0, 005 мм,
угловых параметров – 10´
Длительность цикла измерения – 60 сек.
В результате цикла измерений резьбы труб, устройства, на основании заданных критериев отбраковки, формируют и передают на монитор и в цеховой контроллер информацию о годности измеренной детали с одновременным отображением таблицы с предельными значениями проконтролированных параметров.
Кроме контроля параметров резьбы, должен проводиться тщательный наружный осмотр для определения чистоты поверхности, выявления наружных дефектов обработки – сколов, расслоений, трещин, ворсистости и т.д.
Резьбовые соединения, предназначенные для работы под нагрузкой, должны подвергаться выборочным прочностным испытаниям для определения качества самого материала и прочности получаемой резьбы. Для нефтепроводов, газопроводов и других деталей подобного назначения проводится комплексная проверка на прочность и на герметичность.
Условия хранения и складирования. Стеклопластиковые трубы могут храниться длительное время на складах и в полевых условиях без изменения физико-механических свойств материала. Обязательным условием является хранение вдали от потенциально возможных источников пламени. На хранение материалов, используемых для монтажа (склеивания) стеклопластиковых труб установлен ряд ограничений. К ним относятся:
1) Температура хранения не должна быть ниже 25°C и выше 40° C
2) Стекловолоконные материалы не требуют специальных условий хранения и не имеют проблем со стабильностью. Тем не менее, рекомендуется использовать помещение для хранения с температурой не выше 40°C и влажностью не выше 75%.
3) Трубы и узлы следует укладывать на деревянные перекладины или на поддоны на ровную поверхность. Если необходимо уложить трубы друг на друга, следует использовать как минимум три деревянные перекладины для каждой секции трубы. С боков укладки должны быть зафиксированы, для избежания раскатывания труб (можно использовать клинья). Когда трубы хранятся на открытом пространстве, необходимо обеспечить крепление для предотвращения их движения или раскатывания. 4) Если трубы и компоненты хранятся при комнатной температуре или выше 50°C и в течение длительного времени, высота кладки не должна превышать 2 м для того чтобы исключить образование овалов на трубах нижнего ряда. Так же следует избегать проведения работ с открытым пламенем в непосредственной близости от труб [20].
ЗАКЛЮЧЕНИЕ
В данной работе были проведены исследования по разработке технологии нарезания резьбы на изделиях из стеклопластиков типа труба. Выбранное мной соединение должно применяться для соединения труб в нефтегазовой промышленности. С учетом этого был проведён подбор химически стойкого материала, который выдерживал бы воздействие химических веществ, протекающих по трубопроводу. В нашем случае это материал на основе эпоксидной смолы и стеклянного химически стойкого волокна марки С. Труба выбиралась стандартная, производимая заводами стеклопластиковых изделий.
Условия работы трубы: температура эксплуатации от -50°С до +100°С. Наружный диаметр труб 400мм, толщина стенки 24 мм, длина. Газовый фактор транспортируемой среды 150 м3/т при давлении 0,1 МПа. Трубы должны быть герметичны в газовой среде при давлении до 4 МПа. Разрушающее, растягивающее осевое усилие по резьбовому соединению «муфта-труба» - не менее 360 Кн.
Кроме того, был подобран специальный упорный профиль резьбы со следующими параметрами:
Шаг резьбы S=10 (мм);
Передний угол профиля γ=5º;
Задний угол профиля β=45º;
Высота профиля t=0,2S=2 (мм);
Ширина витка Sв=7,266 (мм);
Радиус закругления r=0,05S=0,5 (мм);
r1=0,02S=0,2 (мм).
Оборудование и приспособления, применяемые для нарезания такой резьбы выбраны, исходя из особенностей материала, его обрабатываемости, условий работы соединения стеклопластик – стеклопластик и металл – стеклопластик и условий производства (автоматизированное производство на предприятиях). Для нарезания резьбы рекомендую применять специальный станок токарный с числовым программным управлением для нарезания любого профиля резьбы методом вихревого фрезерования. Модель станка РТ818Ф4. Материал режущей части резца изготавливается из вольфрамо-кобальтового твердого сплава или из натуральных или искусственных, синтетических алмазов: АСБ-баллас, АСПК-карбонад99. Эти материалы хорошо сопротивляются износу при обработке стеклопластика и обеспечивают точность размеров нарезаемой резьбы.
Скорость резания выбирается в зависимости от глубины и шага резьбы. Общее число проходов резцом равно 9. Так же, было предложено воздушно-плазменное напыление металлического порошка (смесь вольфрама, кобальта, молибдена и латуни) с целью придания ей улучшенных эксплуатационных свойств: износо-коррозионно-тепло-жаростойкости, электроизоляционной защиты и т.д.
Были рассмотрены методы выходного контроля нарезаемой резьбы. Это метод визуального бесконтактного контроля параметров на устройствах УКРТ, разработанных в «ТЕЛЕКОН» и контроль резьбовыми калибрами по шаблонам.
Стеклопластиковый материал хоть и не требует специальных условий хранения, тем не менее, температура должна быть в пределах 25-40ºС при относительной влажности не более 75%.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Ягубов Э.З. Устройство для соединения труб из полимерных композиционных материалов. - Конструкции из КМ, 2007, № 4, с. 78 – 86.
2. http://www.akpr.ru/rep.php?id=486&x=3&i=2
3. Ершов Е.М., Мордвин А.П. Изготовление резьб на деталях из стеклопластика. Издательство «Машиностроение», 1969г., 128 с.
4. Ершов Е.М. Давыденко В.И. Прогрессивные методы получения высокопрочных резьб на стеклопластиковых трубах. Сборник трудов ЛМИ, № 55, Л., 1996
5. http://www.bmstu.ru/~rk3/okdm/lr/lab_2.htm
6. Резьба упорная специальная. Размеры и допуски. Нормали госкомитета НО 3113 – 59, НО 3114 – 59.
7. Стандарт: ГОСТ 13536-68 Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски.
8. http://ru.wikipedia.org/wiki/Резьба
9. И. М. Буланов, В. В. Воробей Технология ракетных и аэрокосмических конструкций из композиционных материалов. Издательство МГТУ им. Н. Э. Баумана, Москва, 1998г., 518 с.
10. Руднев А. В. Королёв А. А. Обработка резанием стеклопластиков. Издательство «Машиностроение», Москва, 1969г., 116 с.
11. Тюкаев В.Н. Стекловолокниты.- В кн.: Пластики конструкционного назначения. М.: Химия. 1974, с.120-204.
12. Степанов А.А. Обработка резанием высокопрочных композиционных полимерных материалов. – Л.: Машиностроение, 1987. – 176 с., с ил.
13. http://www.neftegazexport.ru/armortubes1.htm
Похожие работы
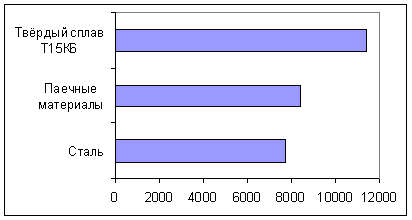
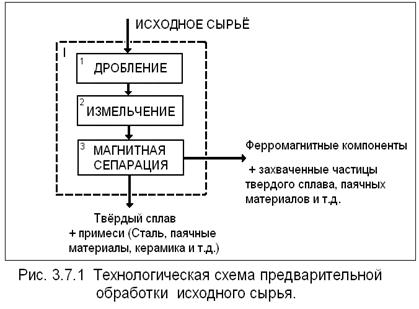


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...
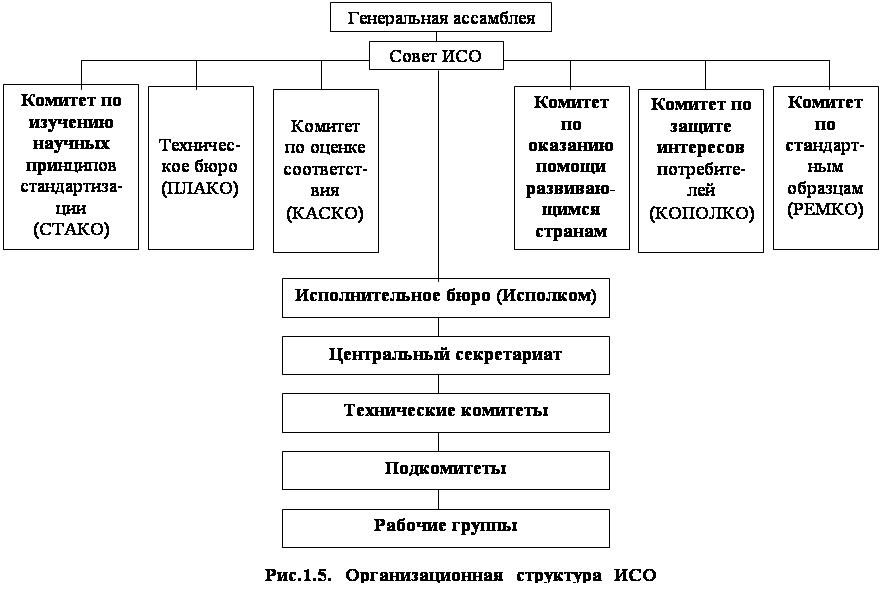

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
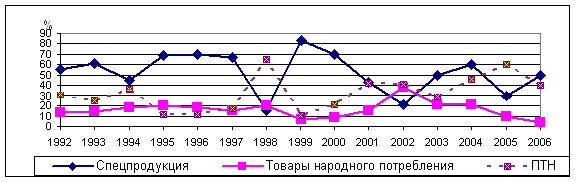
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
... для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки. Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов): - длина – (625 ± 1,5) мм; - высота - (250 ± 1,0) мм; - толщина (толщина стены) ...
0 комментариев