Навигация
3.2.2 Тепловые явления
В отличие от металлов, армированные стеклопластики обладают низкой теплостойкостью. При температурах выше 300-350ºС начинаются интенсивная термодеструкция и разложение полимерного связующего. Это приводит к резкому ухудшению свойств материала, появлению прижогов и большого по величине дефектного слоя. Поэтому обработку армированных пластиков следует вести при таких режимах, чтобы температура не превышала 300ºС.
Теплота, образующаяся при резании, является результатом работы деформаций, трения стружки и обрабатываемого изделия о переднюю и заднюю поверхность инструмента, механических превращений полимера, разрушения волокон.
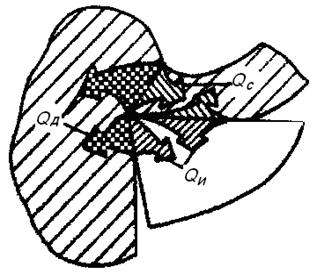
Рисунок 3.2 – Схема движения тепловых потоков
Выделяющаяся в зоне резания теплота расходуется (Рисунок 3.2) между инструментом, стружкой, обрабатываемой деталью и средой, причём отвод теплоты в окружающую среду весьма мал и им можно пренебречь, тогда
![]() (3.1),
(3.1),
где QC, QИ и QД – количество теплоты, отводимое соответственно в стружку, инструмент и детальКонцентрация теплоты в инструменте приводит к значительному повышению температуры на его режущих кромках, что нельзя не учитывать при выборе инструментального материала и оценке интенсивности изнашивания резцов. Соотношение составляющих расходной части теплового баланса в среднем составляет: QC ≈ 5%; QИ ≈ 90% и QД ≈ 5%.
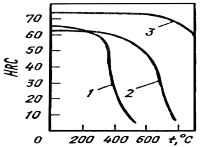
С увеличением времени работы и нарастанием износа температура в зоне резания главным образом на режущих кромках инструмента возрастает и может достигать 600ºС [12].
3.2.3 Износ режущего инструмента
Для управления процессом резания и обеспечения производительности обработки необходимо выяснить природу и закономерности изнашивания инструмента. Известно, что изнашивание инструмента при резании материала носит комплексный характер, т.е. абразивно-механическое, диффузионное, адгезионное, усталостное, химическое и другие виды изнашивания, причём в зависимости от условй обработки преобладает тот или иной вид изнашивания, который и является определяющим.
Так, диффузионный износ при нарезании резьбы на стеклопластиковых изделиях отсутствует, так как для этого необходимо повышение температуры более 900ºС, в то время как в зоне резания она не поднимается выше 600ºС. Наличие полимерного связующего и его деструкция приводят к появлению поверхностно-активных веществ в зоне резания, интенсифицирующих процесс изнашивания.
Армирующие волокна (в данном случае стеклянные) оказывают абразивное воздействие на режущий инструмент, и происходит истирание режущей поверхности (абразивно-механическое воздействие) (Рисунок 3.3).
Адгезионный износ практически отсутствует, так как условиями для его возникновения являются сродство между инструментом и обрабатываемым материалом, высокое давление в зоне резания и пластические деформации Разрушение пластиков при резании носит упругий характер, что исключает возможность такого износа.
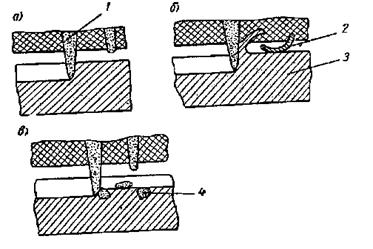
Рисунок 3.3 – Схема воздействия стекловолокна на материал режущей части инструмента: а) пластическое деформирование; б) образование микростружки; в) хрупкое разрушение.
1 – стекловолокно; 2 – микростружка; 3 – материал режущей части; 4 – различные включения.
Предпосылкой химического износа является возможность химического взаимодействия полимера с металлом в мономолекулярном слое на границе раздела. Кроме этого возможен так же водородный износ, возникающий при трении между инструментальным и обрабатываемым полимерным материалом. Возникающие при трении ионы водорода проникают в имеющиеся микротрещины. В зародышах трещин протоны водорода могут приобрести электроны и образовать атомы, а затем - молекулы. Увеличиваясь в размерах, они с огромной силой распирают поверхности в месте дефекта. Трещины, сливаясь друг с другом, приводят к разрушению поверхностного слоя.
От износа и стойкости к нему инструмента зависит точность нарезаемой резьбы и качество получаемой поверхности [10].
3.3 Технологические особенности нарезания резьбы
Рассмотрим весь комплекс вопросов, связанных с нарезкой резьбы: оборудование, технологию, включая подготовку концов труб к нарезанию резьбы, рекомендуемый режущий инструмент.
Технология нарезания резьбы на трубах (Рисунок 3.4) включает в себя несколько операций:
1) Входной контроль трубы:
а) контроль качества поверхности трубы;
б) контроль состояния торцевой поверхности;
в) контроль отклонения от округлости.
2) Подача трубы на специальный токарный станок:
а) установка трубы, закрепление;
б) базирование трубы;
в) установка люнетов.
3) Снятие наружной фаски.
4) Установка резьбового резца по шаблону;
5) Нарезание резьбы:
а) первый проход 0,15 мм; следующие 5 проходов 0,5 мм; 2 чистовых прохода 0,1 мм и 1 зачистной проход 0-0,05мм.
6) Выходной контроль качества резьбы.
7) Снятие трубы со станка и отправка на склад.
Похожие работы


... источник лома твердых сплавов − это отработавшее горнобуровое оборудование и конструкционные детали, а так же отходы и брак при производстве этой продукции. 3.2. Основные способы переработки твёрдых сплавов. 3.2.1. Хлорирование. 1) Подготовленные отходы хлорируют смесью хлора с диоксидом углерода при 850-900°С. Образовавшиеся хлориды вольфрама (WC16), титана (TiCl4) и кобальта ( ...
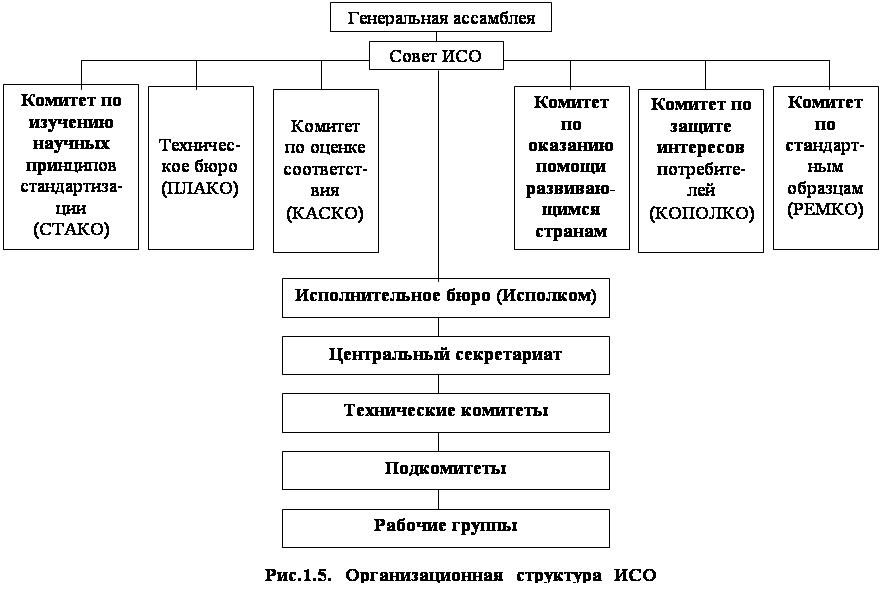

... оборудованию; 3 – Стандарты требований безопасности к производственным процессам; 4 - Стандарты требований к средствам защиты работающих. Стандарты группы “0” устанавливают: организационно-методические основы стандартизации в области безопасности труда (цели, задачи и структура, системы, внедрение и контроль за соблюдением стандартов ССБТ, терминология в области безопасности труда, ...
... рыночной экономикой. Она приоритетна, потому, что операции с денежными потоками, обеспечивающие платежеспособность, является существенным признаком состояния предприятия. 1.3 Пути повышения рентабельности Основными способами повышения рентабельности являются следующие: - увеличение суммы прибыли от реализации продукции; - снижение себестоимости товарной продукции. Способы увеличения ...
... для размещения производства – 25 тыс. м2, в том числе: производственные здания – 4,5 тыс. м2, склад готовой продукции – 12 тыс. м2, а также дополнительные постройки. Выпускаемая продукция. Предусматривается выпуск газобетонных блоков следующих размеров (возможны другие размеры исходя из теплотехнических расчетов): - длина – (625 ± 1,5) мм; - высота - (250 ± 1,0) мм; - толщина (толщина стены) ...
0 комментариев