Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки
По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков
Определим групповые зазоры или натяги
Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
Рассчитаем размерные характеристики деталей шпоночного соединения и запишем в таблицу 4.1
Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости
Назначаем допуски и предельные отклонения на составляющие звенья
Навигация
По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков
Основы взаимозаменяемости
27910
знаков
25
таблиц
21
изображение
1.13. По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков.
Таблица 1.8.
| Обозначение заданного соединения Æ 54 S9/m8 | |||
| Параметры деталей посадки | Отверстие | Условное обозначение Допуск TD (мм) Основное отклонение Предельное отклонение верхнее ES нижнее EI = ES - TD; EI = -0,053 - 0,074 = -0,127 Предельные размеры Dmax = D + ES; Dmax = 54 + (-0,053) = 53,947 (мм) Dmin = D + EI; Dmin= 54 + (-0,127) = 53,873 (мм) | Æ 54 S9 0,074 (ES) -0,053 -0,127 53,947 53,873 |
| Вал | Условное обозначение Допуск, мм Td Основное отклонение Предельное отклонение верхнее es (мм) es = ei + Td; es = 0,011 + 0,046 = 0,057 (мм) нижнее ei (мм) Предельные размеры dmax = d + es; dmax = 54+0,057 = 54,057 (мм) dmin = d + ei; dmin= 54 + 0,011= 54,011 (мм) | Æ 54 m8 0,046 (ei) + 0,057 + 0,011 24 54,057 54,011 | |
| Параметры посадки | Номинальный размер, D ; d (мм) Зазор (натяг), Nmax = dmax - Dmin; Nmax= 54,057 - 53,873 = 0,184 (мм). Nmin = dmin - Dmax; Nmin= 54,011 - 53,947 = 0,064 (мм) Допуск посадки, мм TN = Nmax - Nmin; TN = 0,184– 0,064= 0,12 мм. Группа посадки Система допусков | 54 0,184 0,064 0,12 с зазором комбинир. | |
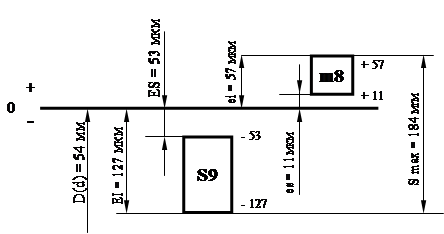
Рис.1.6. Схема полей допусков посадки Æ 54 S9/m8
2. ЗАДАНИЕ 2. ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ СОЕДИНЕНИЙ, ПОДВЕРГАЕМЫХ СЕЛЕКТИВНОЙ СБОРКЕ
Цель задания:
1. Разобраться в сущности метода селективной сборки соединений.
2. Научиться определять предельные размеры деталей соединений, входящих в каждую группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Содержание задания:
1. Определить параметры посадки сопряжения.
2. Определить групповые допуски вала и отверстия.
3. Вычертить схему полей допусков соединения, разделив и пронумеровав поля допусков отверстия и вала на заданное число групп сортировки.
4. Составить карту сортировщика, указав предельные размеры валов и отверстий в каждой размерной группе.
5. Определить групповые зазоры или натяги.
Исходные данные:
1. Номинальный размер, мм – Æ18.
2. Поле допуска: отверстие – N8, вал - h8.
3. Количество групп - 3.
Порядок выполнения:
2.1. Определяем параметры посадки сопряжения Æ18 N8/h8
TD = 27 мкм. Td = 27 мкм.
ES = - 3 мкм. es = 0
EI = -30 мкм. - 0,003 ei = - 27 мкм.
Æ 18 N8– 0,03Æ 18 h8– 0,027
Определим предельные зазоры и натяги:
Smax = ES – ei = - 3 – (-27) = 24 мкм.
Nmax = es – EI = 0 – (-30) = 30 мкм.
2.2. Величину групповых допусков вала и отверстия определяем путем деления допусков на число размерных групп – n.
n = 3,
Td = Td/n; Td = 27/3 = 9
TD = TD/n; TD = 27/3 = 9
т.е. допуски всех размерных групп вала и отверстия будут равны между собой.
2.3. Выполним схему полей допусков соединения Æ18 N8/h8, детали которого следует рассортировать на три размерные группы.
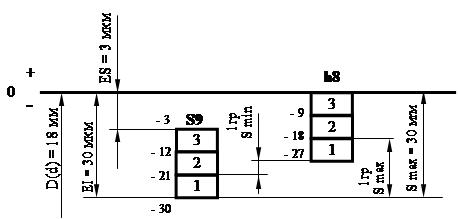
Рис. 2.1. Схема полей допусков соединения Æ18 N8/h8
2.4. Составим карту сортировщика, указав предельные размеры валов и отверстий в каждой размерной группе.
Таблица 2.1.
Карта сортировщика для сортировки на три
размерные группы деталей соединения Æ18 N8/h8
| Номер размерной группы | Размеры деталей, мм | ||
| Отверстие | Вал | ||
| 1 | свыше | 17,97 | 17,973 |
| до | 17,979 | 17,982 | |
| 2 | свыше | 17,979 | 17,982 |
| до | 17,988 | 17,991 | |
| 3 | свыше | 17,988 | 17,991 |
| до | 17,997 | 18 | |
Похожие работы

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
... осуществления требуется большое число наименований измерительных приборов и его целесообразно применять только в индивидуальном и мелкосерийном производствах. Существование связей между погрешностями зубчатых колес и передач с дефектами технологического оборудования позволяет заменить прямой контроль точности изделий косвенным. Косвенный контроль заключается в контроле таких погрешностей станка ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
0 комментариев