Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки
По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков
Определим групповые зазоры или натяги
Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
Рассчитаем размерные характеристики деталей шпоночного соединения и запишем в таблицу 4.1
Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости
Назначаем допуски и предельные отклонения на составляющие звенья
Навигация
Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
Основы взаимозаменяемости
27910
знаков
25
таблиц
21
изображение
3.4. Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
табл.
Nmax ≤ Nдоп,
табл
где Nmax - максимальный натяг выбранной стандартной посадки;
|
![]() (2k – 2) 103
(2k – 2) 103
где Nдоп– допустимый натяг, мкм;
[σр]-допускаемое напряжение на растяжение, для подшипниковой стали [σр] 400 Мпа;
d - номинальный размер кольца подшипника, м
|
|
|
![]()
![]() (2 х 2,8 – 2) 103 3,6 x 103
(2 х 2,8 – 2) 103 3,6 x 103
20 < 160 – условие выполняется.
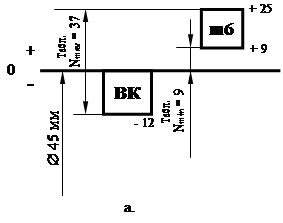
3.5. Построим схемы полей допусков сопряжений: наружное кольцо – корпус, внутреннее кольцо – вал:
3.6. Предельные отклонения размеров колец подшипника приведены в табл.3.1.
Допускаемые отклонения размеров колец подшипников качения
класса 0 (ГОСТ 520-71)
Таблица 3.1.
| Номинальные внутренние диаметры, мм | Отклонения, мм | Номинальные наружные диаметры, мм | Отклонения диаметра наружного кольца подшипника, мм | ||||||
| диаметра внутреннего кольца подшипника | ширина подшипника | ||||||||
| свыше | до | верх. | ниж. | верх. | ниж. | свыше | до | верх. | ниж. |
| 30 | 50 | 0 | -12 | 0 | -120 | 80 | 120 | 0 | -15 |
 | |||
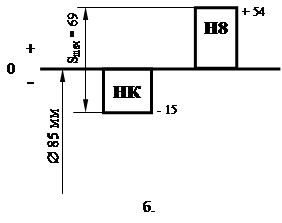 | |||
Рис.3.1. Схема полей допусков соединений:
а – внутреннее кольцо-вал, б – наружное кольцо – корпус.
3.7. На присоединительные поверхности деталей под подшипники качения ограничиваются допустимые отклонения формы и предельные значения торцевого биения заплечиков валов и отверстий корпусов. Отклонения формы на посадочные поверхности вала и корпуса для подшипников 0 и 6 классов точности должны составлять одну треть от допуска на диаметр.
3.8. При нулевом классе точности подшипника параметры шероховатости поверхностей посадочных поверхностей валов и отверстий в корпусах не должны превышать величин:
при диаметре кольца d (D) ≤ 80 мм – Ra= 1,25 мкм.
d (D) > 80 мм – Ra=2,5 мкм
Допуск цилиндричности:
Td/3 = 0,012/3 ≈ 0,004 TD = 0,015/3 ≈ 0,005
Подшипник качения очень чувствителен к шероховатости.
3.9. Вычертим эскизы подшипникового сопряжения с обозначением посадок, отклонений размеров, отклонений формы и шероховатости поверхностей.
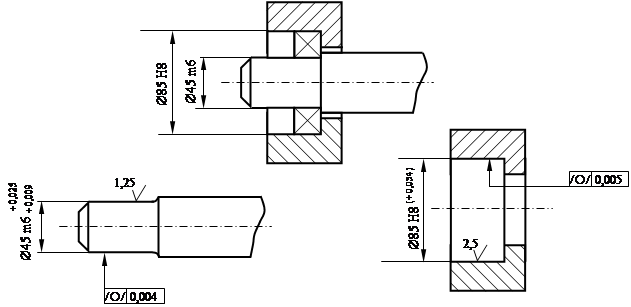
Рис.3.2. Обозначения посадок, отклонений на чертежах деталей
сопрягаемых с подшипниками качения
4. ЗАДАНИЕ 4. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Цель задания:
Научиться выбирать посадки деталей шпоночного соединения и устанавливать отклонения размеров его деталей, обозначать посадки на чертежах.
Содержание задания:
1. По заданному номинальному размеру сопряжения «вал-втулка» определить основные размеры шпоночного соединения.
2. По заданному виду соединения выбрать поля допусков деталей шпоночного соединения по ширине шпонки и построить схему полей допусков.
3. Назначить поля допусков и определить предельные отклонения остальных размеров шпоночного соединения.
4. Рассчитать размерные характеристики деталей шпоночного соединения и представить их в виде сводной таблицы
5. Определить предельные зазоры и натяги в соединениях «вал-втулка», «шпонка-паз вала», «шпонка паз втулки».
6. Вычертить эскизы шпоночного соединения и его деталей с обозначением посадок, полей допусков, отклонений и шероховатости.
Исходные данные:
1. Диаметр вала, мм – 72.
2. Конструкция шпонки – призматическая.
3. Вид соединения и характер производства – нормальное.
Порядок выполнения:
4.1. По заданному номинальному размеру сопряжения «вал-втулка» определяем основные размеры шпоночного соединения с призматическими шпонками
(ГОСТ 23360-78 и табл.П.1.11 [2, с.55]):
ширина - b = 20 мм;
высота – h = 12 мм;
интервал длин l от 56 до 220;
глубина паза: на валу t1= 7,5 мм.
во втулке t2= 4,9 мм.
Принимаем l = 70 мм
4.2. Выбор полей допусков шпоночного соединения по ширине шпонки нормальный
4.3. Назначение полей допусков для призматической шпонки:
высота шпонки h – по h 11(h > 6 мм),
длина шпонки l – по h14, длина паза вала и втулки – по H15,
глубина паза вала t1и втулки t2 - по H12.
Похожие работы

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
... осуществления требуется большое число наименований измерительных приборов и его целесообразно применять только в индивидуальном и мелкосерийном производствах. Существование связей между погрешностями зубчатых колес и передач с дефектами технологического оборудования позволяет заменить прямой контроль точности изделий косвенным. Косвенный контроль заключается в контроле таких погрешностей станка ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
0 комментариев