Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки
По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков
Определим групповые зазоры или натяги
Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
Рассчитаем размерные характеристики деталей шпоночного соединения и запишем в таблицу 4.1
Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости
Назначаем допуски и предельные отклонения на составляющие звенья
Навигация
Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости
Основы взаимозаменяемости
27910
знаков
25
таблиц
21
изображение
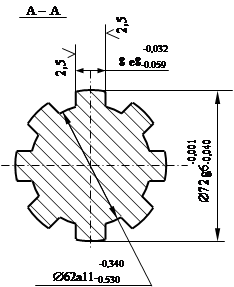
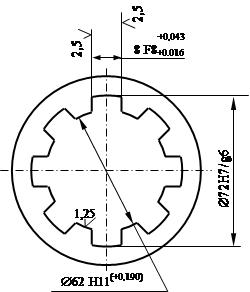
5.4. Вычертим эскизы соединения и его деталей с простановкой размеров, посадок, отклонений и шероховатости.
 | |||
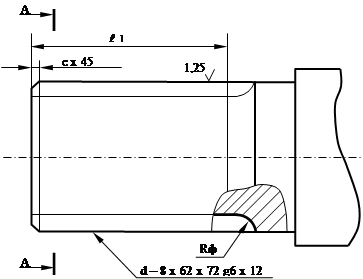 | |||
Рис.5.4. Чертеж шлицевого вала с прямобочным профилем зубьев
 | |||
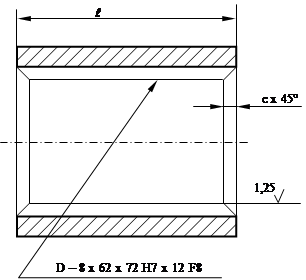 | |||
Рис.5.5. Чертеж шлицевой втулки с прямобочным профилем зубьев
6. ЗАДАНИЕ 6. РАСЧЕТ ДОПУСКОВ РАЗМЕРОВ, ВХОДЯЩИХ В РАЗМЕРНУЮ ЦЕПЬ МЕТОДОМ ПОЛНОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Цель задания:
Научиться составлять размерные цепи и рассчитывать допуски на их составляющие звенья методом полной взаимозаменяемости.
Содержание задания:
1. По заданному сборочному чертежу сделать размерный анализ (установить звенья, входящие в размерную цепь, разделить звенья на увеличивающие и уменьшающие), изобразить расчетную схему размерной цепи.
2. Проверить правильность составления размерной цепи по номинальным размерам.
3. Определить допуски и отклонения всех составляющих звеньев методом одного квалитета, обеспечивающим полную взаимозаменяемость.
Исходные данные:
Таблица 6.1.
| Вариант | B1 | № подш. | B3 | B4 | B5 | B6 | № подш. | А∆ |
| 23 | 233 | 406 | 15 | 60 | 60 | 50 | 406 | +0,5 2 -0,9 |
Порядок выполнения:
 6.1. Построим расчетную схему
6.1. Построим расчетную схему
Рис.6.1. Расчетная схема размерной цепи
6.2. Проведем проверку правильности составления размерной цепи на основе значений номинальных размеров всех звеньев по формуле:
m-1 n ув. P ум.
А∆ = ∑ Аj= ∑ Аj = ∑ Аj ,
1 1 1
где А∆ - номинальный размер замыкающего звена;
∑ Аj– сумма размеров всех составляющих звеньев;
∑ Аj - сумма размеров всех увеличивающих звеньев;
∑ Аj - сумма размеров всех уменьшающих звеньев.
В моем примере использован подшипник № 406.
Согласно исходным данным значения уменьшающих звеньев B2 и B7равны и имеют стандартные отклонения: B2 = B7= 23 -0,100
B∆ = B1 – (B2 + B3 + B4 + B5 + B6 + B7);
B∆ = 233 – (23+15+60+60+50+23),
B∆ = 233 – 231 = 2,0
6.3.1. Определим коэффициент точности размерной цепи (среднего числа единиц допуска):
ТА∆ - ∑ ТА изв
![]() а =
а =
∑ i j
где ТА∆ - допуск замыкающего звена,
∑ ТА изв – сумма допусков составляющих звеньев, допуски которых заданы.
∑ ij– сумма единиц допусков составляющих звеньев, допуски которых следует определить.
Имеем:
+0,5
B∆ = 2 –0,9
т.е. EI B∆ = - 900 мкм
ES B∆ = + 500 мкм
ТА∆ = +400 – (-900) = 1300 мкм.
Известные звенья:
B2 = B7= 23 -0,100 [2, с.53] d = 90).
ТB∆ = + 500 - (-900) = 1400 мкм;
∑ ТB изв = ТB2+ ТB7;∑ ТB изв = 100 + 100 = 200 мкм.
Таблица 6.2.
| Звено | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| Номинальный размер | 233 | изв. | 15 | 60 | 60 | 50 | изв. | |
| Единица допуска i j | 2,89 | - | 1,56 | 1,86 | 1,86 | 1,56 | - | ∑ i j= 9,73 |
Коэффициент точности размерной цепи:
а = (1400 – 200) / 9,73 = 123
По найденному коэффициенту а определяем номер квалитета (табл. П.1.2. [2, с.42]): IT = 11.
Похожие работы

... которые могут быть у деталей, поступающих на сборку: δ ≥ Δобщ = Δт + Δук + Δх, где Δт - технологическая погрешность, возникающая в процессе изготовления деталей из пластмасс (например, литьем под давлением, прессованием); Δук – погрешность за счет технологических уклонов (Δук = 2H·tgα); Δх - погрешность, возникающая при хранении ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
... осуществления требуется большое число наименований измерительных приборов и его целесообразно применять только в индивидуальном и мелкосерийном производствах. Существование связей между погрешностями зубчатых колес и передач с дефектами технологического оборудования позволяет заменить прямой контроль точности изделий косвенным. Косвенный контроль заключается в контроле таких погрешностей станка ...





адкой. Ряд посадок на различные соединения деталей в машиностроении также стандартизован. Посадка ставится на рабочих чертежах деталей и узлов рядом с номинальными размерами сопряжения. В зависимости от требования к работе узла бывают посадки с зазором, переходные посадки, сочетающие зазор и натяг, и посадки с гарантированным натягом. В данной работе представлен расчет ряда посадок на наиболее ...
0 комментариев