Техническое описание системы
Анализ существующих средств автоматизации
Требования к системе
Требования к эксплуатации, техническому обслуживанию, ремонту и хранению компонентов системы
Требования к информационному обеспечению
Разработка структурной схемы
Исходные данные
Решение прямой задачи кинематики
Основные принципы конструирования печатных плат
Технология изготовления платы
Навигация
Основные принципы конструирования печатных плат
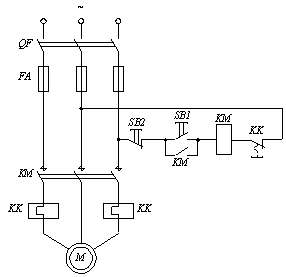
Управление асинхронным двигателем
102925
знаков
0
таблиц
29
изображений
4.2 Основные принципы конструирования печатных плат
Исходным параметром при конструировании печатных плат является шаг координатной сетки. С помощью координатной сетки регламентируются основные геометрические размеры печатных плат. Как правило, центры всех видов отверстий на печатных платах располагаются в узлах координатной сетки. Ее основной шаг 2.5 мм, дополнительный - 0.635 мм.
При компоновке печатной платы стремятся достигнуть максимального заполнения ее поверхности навесными элементами и разместить их так, чтобы обеспечить кратчайшие связи между ними, выполняемые печатными проводниками. Одновременно следует помнить, что печатная плата выполняет роль шасси, и нужно ограничить ее габариты с целью достижения заданной прочности. Размеры определяются ведомственными нормативами и ГОСТами. По данным этих документов
максимальный размер печатной платы не должен превышать 240 Х 360 мм. Преимущество при разработке отдается малогабаритным платам, так как крупногабаритные печатные платы имеют малую механическую прочность и сложны в изготовлении.
Толщина платы, как правило, соответствует толщине фольгированного диэлектрика и выбирается в зависимости от требований, предъявляемых к конструкции изделия, метода изготовления платы, веса и габаритов устанавливаемых элементов и не превышает 3 мм.
Переходным элементом от отверстия, в которое вставляется вывод устанавливаемого элемента, к печатному проводнику является контактная площадка. Площадь контактных площадок следует максимально увеличивать, предусматривая формирование кольцевого пояса вокруг отверстия в месте соединения печатного проводника с контактной площадкой. Увеличение площади контактных площадок предотвращает отрыв их в процессе изготовления плат и улучшает качество паечных соединений.
Минимальные размеры контактных площадок принимаются в соответствии с таблицей:
| Номинальный диаметр отверстия, мм | 0.6 | 0.8 | 1.0 | 1.3 | 1.6 | 2.0 |
| Минимальный диаметр контактной площадки, мм | 1.8 | 2.3 | 2.5 | 2.8 | 3.1 | 3.5 |
При практических расчетах ширины проводников пользуются специальными таблицами зависимости ширины проводника от перегрева и токовой нагрузки для конкретного фольгированного материала.
При расчете зазоров между проводниками считают, что электрическая прочность должна быть не меньше 1 кв/мм. При расчете ширины проводников и зазоров между ними необходимо учитывать также емкость между соседними проводниками. Также существуют зависимости, которые приводятся в специальных таблицах.
Все печатные платы перед установкой на них радиоэлементов должны быть соответствующим образом подготовлены. Если на плату нанесено консервирующее покрытие, то непосредственно перед установкой радиоэлементов и выполнением монтажносборочных операций его удаляют спирто-бензиновой смесью, кистью или хлопчатобумажным тампоном.
В случае необходимости лужения контактных площадок на них кистью наносят флюс, а само лужение производят электропаяльником. Марка припоя для лужения контактных площадок должна, соответствовать марке припоя, применяемого при пайке радиоэлементов.
В случае необходимости подпайки к одному контакту нескольких элементов на печатную плату предварительно устанавливают контактные штыри, лепестки или трубчатые заклепки-пистоны. Все контакты устанавливают в местах, указанных на чертеже. Буртики контактных штырей со стороны печатных проводников паяют. Пистоны также заливают припоем. Пайку контактных штырей и заливку припоем пистонов производят не позднее 48 ч после их установки на плату.
После лужения и установки контактных штырей печатную плату отмывают от остатков флюса.
Установка элементов на печатные платы. Для повышения производительности труда при пайке все элементы должны быть заранее установлены своими выводами в монтажные отверстия печатных плат и закреплены в них.
На односторонних платах навесные элементы располагают только с одной стороны, независимо от их габаритов и назначения - все навесные элементы устанавливают параллельно поверхности платы со стороны, противоположной размещению печатных проводников.
На платах с двусторонним расположением печатных проводников все навесные элементы устанавливают с той стороны, которая указана в сборочном чертеже на изделие. Корпуса элементов размещают на печатной плате параллельно или перпендикулярно друг другу.
Выводы элементов вставляют в отверстия печатной платы. В каждом отверстии можно размещать вывод только одного элемента.
Выводы элементов, поступающих на сборку и монтаж, рихтуют, зачищают и, если требуется, лудят, а затем формуют в соответствии с требованиями ТУ и конструкторской документации.
Требования к формовке выводов элементов, устанавливаемых на печатные платы, такие же, как при объемном монтаже: в местах ввода в корпус не должно возникать механических напряжений. Если специальные указания в ТУ или чертежах отсутствуют, расстояние от корпуса элемента до оси изогнутого вывода принимается равным 2 мм.
Расстояние между корпусом элемента и краем печатной платы, если оно не оговорено в чертеже, должно быть не менее 1 мм, а расстояние между выводом элемента и краем платы - не менее 2 мм.
Расстояние между корпусами соседних элементов или между корпусами и выводами соседних элементов выбирают в зависимости от условий теплоотвода и допустимой разности потенциалов между ними, но не менее 0,5 мм.
Предварительное формование выводов элементов, припаиваемых к контактным площадкам внахлестку, осуществляют так, чтобы были выдержаны размеры, указанные в ТУ на элементы. Как правило, размер контактирующей поверхности должен быть 1,5-2 мм. Исключение составляют ИМС в металлостеклянных корпусах с планарными выводами, для которых этот размер должен быть не менее 0,5 мм.
Формовку круглых или ленточных выводов элементов и обжатие ленточных выводов производят монтажным инструментом или приспособлениями таким образом, чтобы исключались механические нагрузки на места крепления выводов к корпусу.
При формовке выводов не допускается их механическое повреждение, нарушение защитного покрытия, изгиб в местах спая и у изоляторов, скручивание относительно оси корпусов, растрескивание стеклянных изоляторов и пластмассовой герметизации корпусов.
Ручная формовка выводов и установка элементов на печатные платы должны производиться таким образом, чтобы в процессе контроля просматривалась маркировка номиналов на корпусах элементов. При автоматизированной и полуавтоматической формовке выводов и установке элементов допускается произвольное расположение маркировки.
Радиоэлементы и узлы аппаратуры с большим количеством выводов закрепляются на плате в зависимости от их конструктивных особенностей и механической прочности платы.
Тяжелые элементы (например, трансформаторы) или элементы, подверженные механическим воздействиям (тумблеры, потенциометры, подстроечные конденсаторы), устанавливаются прежде всего с помощью своих держателей. Такие держатели обеспечивают механическое крепление соответствующих элементов к плате и предотвращают обрыв и поломку выводов под воздействием механических нагрузок.
В случае необходимости производят дополнительное крепление корпусов элементов к плате с помощью привязки, приклейки, установки хомутов, скоб и других держателей.
Установку элементов на печатные платы рекомендуется начинать с меньших по размерам. Все элементы устанавливают таким образом, чтобы луженая часть вывода выходила из монтажного отверстия.
При установке на плату элементов с диаметром выводов до 0,3 мм их подгибают к контактной площадке под углом 45°. Длина подогнутого в сторону вывода должна быть не менее 0,6 мм.
При установке элементов с диаметром выводов от 0,3 до 0,8 мм следует подгибать их вдоль печатного проводника, если в конструкторской документации нет других указаний.
Все элементы должны плотно прилегать своими корпусами к печатной плате, чтобы вывод, подпаянный к печатному проводнику, при нажатии на корпус элемента не отрывал его от платы. Этого достигают натяжением выводов перед их загибкой.
Выводы элементов диаметром свыше 0,8 мм и обжатые ленточные выводы не подгибают, также не подгибают выводы при установке многовыводных элементов и узлов РЭА на платы с металлизированными отверстиями. Высота таких выводов над поверхностью платы должна быть в пределах 0,5-2 мм. Откусывание излишков выводов производят после их пайки. Пайка элементов на печатные платы. Элементы крепят к печатной плате пайкой выводов в ее монтажные отверстия электрическим паяльником мощностью 20-60 Вт, заточенным таким образом, чтобы угол при вершине составлял 25-30°. Температура нагрева стержня паяльника 280-300° С.
Пайку производят кратковременным прикосновением на 2-3 с стержня паяльника с запасом припоя к контактной площадке и концу вывода. Паяльник отнимают сразу после расплавления припоя и заполнения им отверстия и зазоров между выводом элемента и контактной площадкой.
Для предотвращения перегрева радиоэлементов и отслаивания фольги от поверхности платы следят за тем, чтобы время соприкосновения паяльника с узлом, подвергаемым пайке, не превышало 3 с. С той же целью применяют теплоотводы с медными губками, которые накладывают на проволочные выводы в непосредственной близости от корпуса радиоэлемента.
После пайки излишек вывода элемента обрезается кусачками. При этом срезанный торец вывода элемента должен быть виден. Длина обрезанного участка вывода не должна превышать 0,6-2 мм. При обрезании излишков вывода не допускается механическое нарушение паянного соединения.
Пайку выводов элементов разрешается выполнять с двух сторон печатной платы при соблюдении ТУ на элементы. Для закрепления печатных плат и их поворота в процессе монтажа применяют специальные приспособления.
Элементы диаметром выводов 0,8 мм и менее могут распаиваться на контактные площадки внахлестку. При этом выводы резисторов, конденсаторов, диодов и микросхем не должны выходить за пределы отведенных для них контактных площадок. Если длина вывода от корпуса элемента до места пайки внахлестку превышает 7 мм, необходимо закрепить его на промежуточной колодке.
Соединение пайкой выводов элементов друг с другом следует производить после предварительного их закрепления механическим способом. Для этого делают полный оборот проволочного вывода элемента вокруг вывода, расположенного в монтажном отверстии. После этого выводы обжимают и пропаивают.
Похожие работы
... . Целью дипломного проекта является разработка и исследование автоматической системы регулирования (АСР) асинхронного высоковольтного электропривода на базе автономного инвертора тока с трехфазным однообмоточным двигателем с детальной разработкой программы высокого уровня при различных законах управления. В ходе конкретизации из поставленной цели выделены следующие задачи. Провести анализ ...
... тем достоинством, что в самом регуляторе выделяется значительно меньшая мощность, чем в нагрузке. ОСНОВНАЯ ЧАСТЬ 1 Регулирование скорости вращения асинхронных двигателей Большинство двигателей переменного тока вращается с угловой скоростью, которая определяется в первую очередь частотой питающего напряжения. Угловая скорость синхронных двигателей зависит только от частоты питания, а ...

... двигателя; кратковременный; повторно-кратковременный; ударный (момент статистической нагрузки резко увеличивается по различным законам, а затем снижается до момента холостого хода). 1 Асинхронные двигатели в системах электропривода 1.1 Параметры задания и выбор варианта задания Вариант задания выбирается по двузначному шифру, присвоенному студенту преподавателем; для студентов заочной ...
... электроприводов имеет свои недостатки и ограничения. . Автоматическое управление двигателями переменного тока Асинхронные двигатели с короткозамкнутым ротором запускают прямым включением в сеть. Схемы управления двигателями переменного тока имеют коммутационную аппаратуру, устройства защиты и различные блокировки. Простейшей схемой управления асинхронным двигателем с короткозамкнутым ротором ...
0 комментариев