ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
Аналіз технологічних величин
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
4.1.2 Аналіз технологічних величин
В якості об'єкта автоматизації виступає газова конвеєрна піч. Головна мета функціонування печі полягає у якісному випалі керамічної плитки при мінімальних витратах палива.
Головним показником продуктивності печі є температура у ній. Мета керування полягає у підтримці температури печі на заданому значенні. Ця температура підтримується на встановленому значенні шляхом зміни витрати палива (природного газу).
Також важливою величиною, що характеризує режим печі, виступає розрідження. Піч повинна працювати під розрідженням для забезпечення безпечних умов праці, а також для виключення можливості просочування димових газів у навколишнє середовище. З вищесказаного можна зробити висновок про необхідність регулювання розрідження в печі, тобто підтримку його на заданому значенні. Регулювання розрідження у печі відбувається шляхом зміни витрати димових газів, які відводяться з печі.
Слід зазначити, що для того, щоб використання печі було економічно вигідним треба забезпечити повне згорання палива, яке витрачається для проведення процесу нагрівання. Повне спалення палива забезпечується підтримкою на заданому значенні співвідношення витрат природний газ-повітря шляхом зміни витрати повітря, що надходить у піч. Таким чином, можна досягнути заданої мети керування, а саме забезпечити підтримку максимальної температури у печі при мінімальній витраті палива.
Для забезпечення безперебійної роботи печі необхідно забезпечити автоматичне управління швидкістю руху конвеєру.
Треба також слідкувати за тиском у магістралях повітря та газу для того, щоб знати чи проходять ці речовини по трубопроводах, чи ні, як відбувається переміщення - швидко або мляво та інше.
Обов'язково треба передбачити можливість автоматичного та ручного дистанційного керування витратами матеріальних потоків шляхом відкриття або закриття певних клапанів, встановлених на відповідних магістралях.
4.1.3 Задачі контролю та керування технологічним процесом
Система керування процесом випалу керамограниту у печі повинна забезпечувати досягнення поставленої мети керування за рахунок заданої точності підтримки значень технологічних параметрів у будь-яких умовах виробництва при надійній безаварійній роботі об'єкта автоматизації, а також задовольняти вимогам вибухо- і пожежобезпеки. При цьому важливо, щоб АСКТП була якомога простішою та легкою у експлуатації.
Головною задачею при розробці системи керування є вибір параметрів, що беруть участь у керуванні - параметрів, які необхідно контролювати, регулювати, реєструвати, а також параметрів, які визначають аварійний стан об'єкта.
На етапі вибору параметрів, що характеризують процес, необхідно вибрати ті, які підлягають регулюванню й зміною яких доцільно вносити регулюючий вплив. До параметрів, які необхідно регулювати відносять наступні:
- співвідношення витрат палива та повітря (керуючий вплив наноситься шляхом зміни витрати повітря);
- температура у печі (регулювання відбувається шляхом зміни витрати палива);
- розрідження у печі (регулюючий вплив вноситься шляхом зміни витрати димових газів);
- тиску на нагнітанні насосів.
Контролю підлягають ті параметри, за значеннями яких здійснюється оперативне керування технологічним процесом. До параметрів контролю відносяться наступні параметри:
- швидкість руху конвеєру;
- температура палива на вході;
- температура димових газів на виході з печі;
- концентрація кисню у димових газах;
- витрати палива та повітря;
- розрідження в печі;
- тиск палива та повітря.
Сигналізації підлягають ті параметри, відхилення яких від номінальних значень може привести до аварійної ситуації, вибуху, пожежі та ін. До таких параметрів відноситься:
- тиск повітря та палива;
- розрідження в печі;
- концентрація кисню у димових газах.
Інформаційні функції повинні виконуватись у автоматичному режимі, а функції керування - в двох режимах: автоматичному та ручному дистанційному. Комплекс задач, які повинна вирішувати система, представлено у таблиці 4.2.
Таблиця 4.2 - Комплекс задач контролю та керування
| Найменування об'єкту | Найменування параметрів | Одиниці вимірування | Номінальне значення | Інформаційні функції | Керуючі функції | |||||||
| контроль | реєстрація | сигналізація | регулюван-ня | логічне ерування | ||||||||
| Конвеєрна роликова газова піч | Швидкість руху конвеєру | м/хв | 1,2 | + | + | - | - | + | ||||
| Робота приводу | + | - | - | - | + | |||||||
| Температура в першій зоні підігріву | ºC | 575 | + | + | + | + | - | |||||
| Температура в другій зоні підігріву | ºC | 910 | + | + | + | + | - | |||||
| Температура в зоні випалу | ºC | 1070 | + | + | + | + | - | |||||
| Температура в першій зоні охолодження | ºC | 885 | + | + | + | + | - | |||||
| Температура в другій зоні охолодження | ºC | 450 | + | + | + | + | - | |||||
| Розрідження | кПа | 20 | + | + | + | - | - | |||||
| Температура димових газів на виході | ºC | 300 | + | + | - | - | - | |||||
| Концентрація кисню у димових газах | % | 13,0 | + | + | + | - | - | |||||
| Трубопровід подачі палива | Витрата | м³/год | 75,6 | + | + | - | + | - | ||||
| Тиск | МПа | 0,5 | + | + | + | - | + | |||||
| Трубопровід подачі повітря | Витрата | м³/год | 1249,2 | + | + | - | + | - | ||||
| Тиск | МПа | 1,0 | + | + | + | - | + | |||||
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
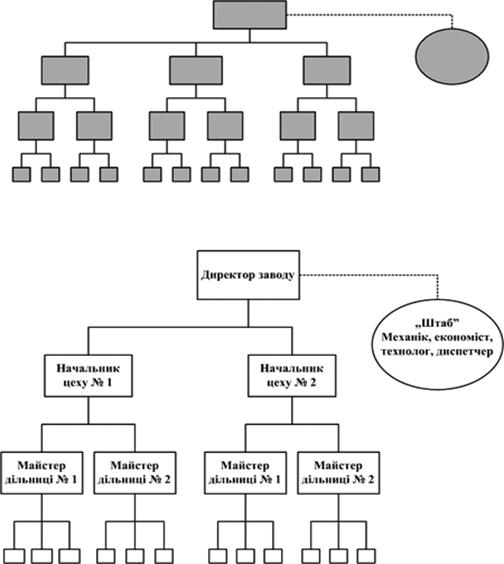
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев