ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
ТЕХНОЛОГІЧНА ЧАСТИНА
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
2. ТЕХНОЛОГІЧНА ЧАСТИНА
2.1 Вибір та обґрунтування способу виробництва і технологічної схеми
В технології кераміки вироби формують одним з трьох основних способів при певній специфіці підготовки матеріалів: пластичним формуванням, напівсухим пресуванням і литтям з глинистих водних суспензій (шлікерів) у гіпсові форми.
Вибір цього виробництва і підготовки маси визначається властивостями глинистої сировини, складністю шихти, формою і розмірами виробів і вимогами до якості матеріалу, що випалюється.
Відповідно з вже існуючими методами формування виробів існує три способи підготовки мас, при цьому вибір способу підготовки маси залежить не тільки від способу формування, але й від кількості компонентів у шихті.
Приготування керамічної маси, що призначена для пластичного формування виробів, полягає у переробці вихідних матеріалів в результаті якої отримується пластична керамічна маса, що має вологість 18-23 %.
До переваг пластичного способу виробництва відноситься можливість формування широкого асортименту керамічних виробів, в тому числі виробів крупних розмірів, складної форми і значної пустотності. Морозостійкість виробів, що виготовлені за пластичним способом вишче за морозостійкість виробів, що отримуються за напівсухим способом. Схема технологічного процесу перероблення вихідних сировинних матеріалів за пластичним способом простіше ніж за напівсухим. К недолікам пластичного методу виробництва можна віднести велику тривалість технологічного циклу, малу міцність виробів.
Приготування керамічної маси, що призначена для напівсухого пресування, полягає в сушінні і подрібненні глини, з отриманням однорідного за складом і вологості порошку з певним зерновим складом. При напівсухому пресуванні вологість маси складає 8-12 %.
Напівсухий спосіб підготовки маси застосовують головним чином при надто щільній структурі глини, низької кар'єрної вологості її. Щільна структура глини перешкоджає її зволоженню і обробці.
Переробка сировинних матеріалів вказаними двома способами здійснюється коли керамічна маса вміщує не більше 2-3 компонента однакових або близьких за своїми фізико – хімічними властивостями.
Шлікерний спосіб підготовки маси характеризується різноманітністю технологічних процесів. Подрібнення компонентів можливо здійснювати сумісним і роздільним способами. При сумісному помелі опіснюючі, плавні і глинисті матеріали розмалюють по мокрому способу у кульових млинах. У результаті чого отримується рідка керамічна маса – шлікер з вологістю близько 45 %. Роздільний помел характеризується тим, що опіснюючі і плавні розмалю-ють у кульових млинах, а глину розпускають у мішалках, а потім обидві суспен-зії змішуються у певних пропорціях. Як перша, так і друга схема мають свої переваги і недоліки. При роздільному помелі сировинних матеріалів більш широко розповсюджений такий вид браку як "мушка" – темні точки на поверхні виробів, що виникають у результаті потрапляння залізничних включень в масу. Сумісний помел значно зменшує такий вид браку, але при сумісному помелі значно зменшується продуктивність млинів, збільшуються витрати електро-енергії у порівнянні з роздільним помелом [2].
У даному проекті передбачається використовувати метод напівсухого пресування керамічних плиток із підготовкою преспорошку шлікерним способом на БРС. Цей вибір базується на тому, що необхідно досягти точного дозування сировини і високу ступінь гомогенізації сировинної маси. Формуван-ня плиток методом напівсухого пресування забезпечує високу щільність череп-ку, точність форм і розмірів.
Помел сировинних матеріалів буде здійснюватися у кульовому млині. Вибір помольного агрегату (кульового млину) базується на тому, що хоча продуктивність кульових млинів менша, ніж у трубних млинах, але вони забезпечують високу ступінь подрібнення матеріалу, не металоємні, а тривалість помелу зменшується в 10-20 раз [1]. Так як кульові млини футеруються керамічним матеріалом, а помольні тіла також керамічні, то забезпечується потрібна чистота маси. Подрібнення до високого ступеня дисперсності у кульових млинах мокрим способом протікає значно ефективніше, ніж сухим. Наявність води полегшує руйнування твердих часточок, за рахунок проникнення води у тріщини та розклінювання часток [9].
Зневоднення шлікера і перетворення його у преспорошок здійснюється у баштових розпилювальних сушарках (БРС), що дозволяє отримувати прес-порошок стабільного гранулометричного складу, однорідними частинками, доб-рою сипучістю, з мінімальним вмістом тонких пиловидних фракцій і постійної вологості [8].
Застосування розпилювальних сушарок дає великі економічні і технічні ефекти, знижуються трудомісткість приготовлення преспорошку, витрати електроенергії. Вироби, які отримуються з преспорошку, що готуються у розпилювальній сушарці, мають більшу міцність на вигін, ніж готові вироби, що отримуються з фільтр-пресового порошку.
Сушіння і випал плиток буде здійснюватися на потоково-конвеєрній лінії, яка включає роликову сушарку і конвеєрну піч. Використання потоково-конвеєрної лінії забезпечує автоматизувати весь технологічний процес виробництва плиток від БРС до готових виробів.
Роликові печі є найбільш розповсюджені, вони пристосовані до швидкісного режиму випалу (від 30 до 80 хв). Швидкісний однорядний випал забезпечує рівномірний розподіл температури і високу якість плиток. Ці печі мають легку і просту конструкцію, можуть легко вбудовуватися у будь-яку виробничу потокову лінію [8,9].
2.2 Технологічна схема виробництва
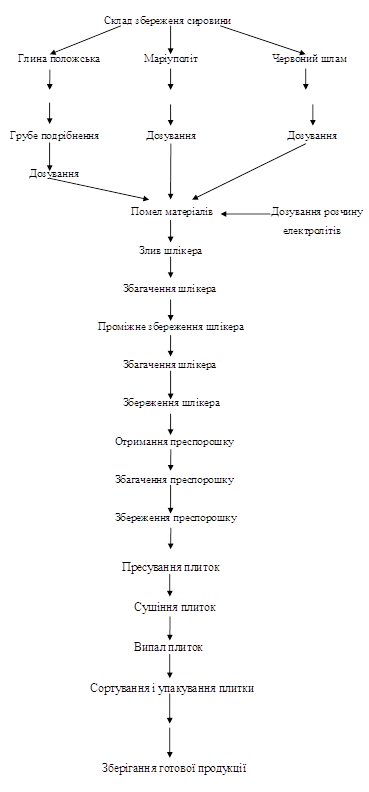
2.3 Опис технологічного процесу
2.3.1 Транспортування і зберігання сировинних матеріалів, що потрапляють на склад
Сировина буде доставлятися на склад збереження сировини за допомогою залізничного та автомобільного транспорту.
Сировина і матеріали, що використовуються у виробництві зберігаються у критому складі, що захищає їх від пилу й атмосферних опадів. Сировина і матеріали, що розвантажені направляються у відсіки складу на площадки, призначені для збереження даного виду сировини.
Вхідний контроль сировини і матеріалів, здійснюється відповідно до роз-робленого переліку сировини і матеріалів, які підлягають вхідному контролю.
На складі сировини дотримується встановлений режим чистоти сировини. На складі підтримується запас основних видів сировини не менше, ніж на 1 місяць.
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
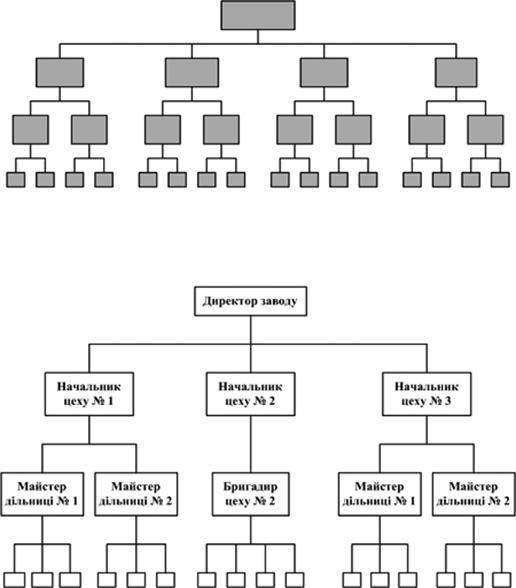
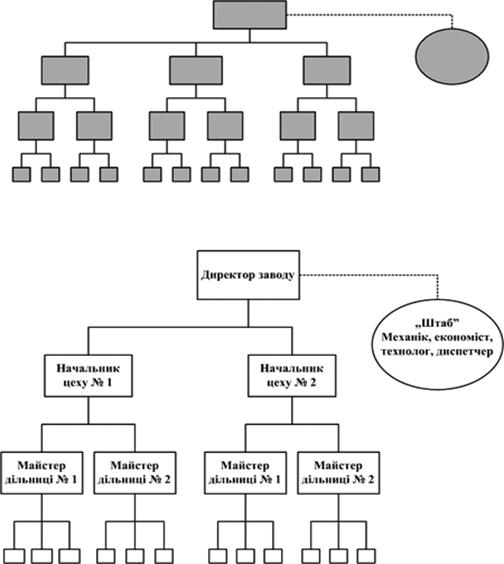
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев