ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
Розробка систем керування технологічним процесом
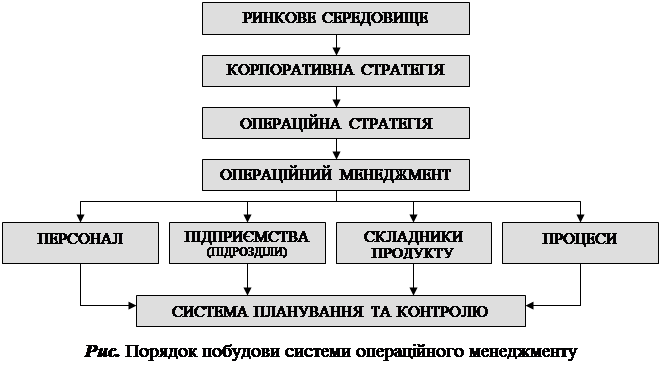
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
4.2 Розробка систем керування технологічним процесом
4.2.1 Призначення, цілі та функції системи керування
Призначення розроблюваної системи керування газовою конвеєрною піччю полягає у виконанні наступних задач:
- ведення технологічного процесу у відповідності до заданого технологічного режиму;
- підвищення оперативності керування;
- забезпечення енергетичних витрат на виробництво;
- забезпечення надійності роботи технологічного обладнання;
- поліпшення умов праці виробничого персоналу;
- підтримка високопродуктивної роботи обладнання.
Цілі, які повинна вирішувати АСКТП, досягаються при виконанні обчислювальною технікою низки функцій, які за змістом дій об'єднані в інформаційну та керуючу підсистеми.
Інформаційна підсистема призначена для представлення оперативному персоналу достовірної інформації про стан об'єкту керування та хід технологічного процесу в цілому.
Керуюча підсистема призначена для визначення та реалізації керуючих дій на технологічний об'єкт (регулювання технологічних параметрів, керування роботою електроприводів та ін.).
4.2.2 Вибір датчиків інформації
Об'єкт, що підлягає автоматизації, за вибухопожежною небезпекою відноситься до категорії "В". Для таких виробництв прилади та засоби автоматизації повинні бути або пневматичними або електричними у вибухонебезпечному виконанні.
Прилади та засоби автоматизації пневматичної гілки ДСП характеризуються безпекою застосування у вибухонебезпечних середовищах, високою надійністю у важких умовах праці, однак пневматичні прилади поступаються електронним у тих випадках, коли технологічний процес потребує високої швидкості або передачі сигналів на великі відстані.
Перевага при виборі датчиків надається тим первинним вимірювальним перетворювачам, що мають стандартний вихідний уніфікований струмів сигнал 0-5 мА.
Для контролю температурного режиму у печі та температури димових газів на виході печі вибираємо термоелектричний перетворювач типу ТПР-0679. Сигнал термоЕРС будемо перетворювати до стандартної струмової форми за допомогою нормуючого перетворювача типу Ш 703, технічні характеристики якого дозволяють використовувати його в комплекті з термоперетворювачем вказаної градуюальної характеристики.
Витрату палива та повітря вимірюємо методом змінного перепаду тисків. Для цього використовуємо комплект приладів, до складу якого входить діафрагма камерна типу ДК 6 та вимірювальний перетворювач різниці тисків типу "Сапфір-22-ДД-Ех" у вибухозахищеному виконанні.
Тиск повітря та палива вімірюємо перетворювачем надлишкового тиску типу "Сапфір-22-ДІ-Ех".
Для вимірювання розрідження у печі використовуємо вимірювальний перетворювач типу "Сапфір-22-ДІВ-Ех".
Швидкість пересування конвеєру контролюється електричним тахометром типу ТЕ-1, який має вихідний уніфікований сигнал 0-5 мА.
Вимірювання концентрації кисню у димових газах будемо виконувати за допомогою термомагнітного газоаналізатора типу ГТМК-18-02. Цей прилад відповідає вимогам вимірювального середовища у необхідному діапазоні. Також для побудови автоматичної системи керування важлива наявність струмового виходу 0-5 мА.
Обрані прилади та засоби автоматизації занесені до замовної специфікації.
З аналізу технологічних параметрів витікає, що керування процесом потребує не тільки регулювання окремих технологічних параметрів, але й вирішення окремих задач керуючої логіки. Враховуючи вищесказане, система керування повинна бути побудована на базі керуючої обчислювальної машини (КОМ), наприклад, мікропроцесорного контролеру.
В якості такого пристрою обрана одна з моделей мікропроцесорного контролера Ломіконт Л-112. Цей вибір обумовлено тим, що Ломіконт є багатоцільовим контролером загально промислового призначення, архітектура контролера оптимізована для вирішення задач оптимального керування технологічним процесами та для виконання операцій керуючої логіки. Контролер має в своєму складі таймери та лічильники, що дозволяє виводити технологічні повідомлення та поточні значення параметрів на монітор для спостереження за ходом технологічного процесу і на друкуючий пристрій з метою документування процесу керування.
Ломіконт може працювати як у складі великої розподіленої АСКТП, зв'язуючись з ЕОМ верхнього рівня по каналах цифрового зв'язку, та і в якості автономного технічного засобу, котрий вирішує комплекс задач оптимального і логічного керування, регулювання, відображення та документування інформації про хід процесу керування.
В даному проекті обираємо другий варіант використання процесора, тобто Ломіконт є автономним технічним засобом.
Для реалізації функцій контролю технологічного процесу обираємо алфавітно-цифровий відеотермінал ВТА-2051М, для реалізації функцій реєстрації - пристрій друку знакосинтезуючий А 521 4/6. Ці пристрої підключаються до Ломіконта по каналах цифрового зв'язку. Вони дозволяють обійтися без традиційних щитових вторинних приладів (показуючи та записуючих).
В комплекті з мікропроцесорним контролером працюють звичайні датчики та виконуючі механізми.
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
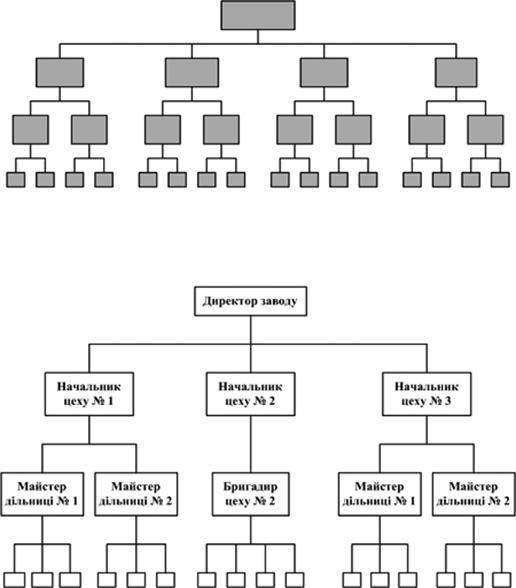
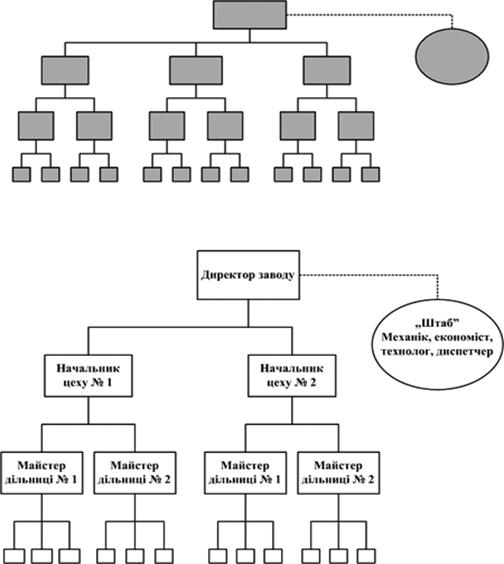
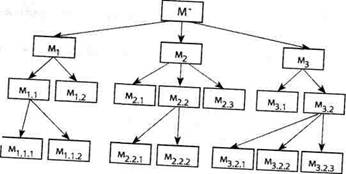
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
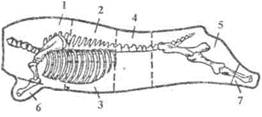
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев