ЗАГАЛЬНА ЧАСТИНА
Розрахунок хімічного складу кераміки
ТЕХНОЛОГІЧНА ЧАСТИНА
Попередня підготовка матеріалів
Матеріальний баланс виробництва
Мостові грейферні крани
Пропелерні мішалки
Розрахунок складу готової продукції
СПЕЦІАЛЬНА ЧАСТИНА
Опис конструкції і принципу роботи конвеєрної печі
М довжини (1000 мм) : шаг плитки
Розрахунок втрат теплоти крізь огородження
Тепловий баланс зони підігріву та випалу
Витрати теплоти
Аеродинамічний розрахунок
Аналіз технологічних величин
Розробка систем керування технологічним процесом
Вибір виконуючих пристроїв
Характеристика негативних факторів проектованого об'єкта
Заходи зі створення безпечних та здорових умов праці, передбачених проектом
Вентиляція
Протипожежні заходи
Розрахунок показників по праці і заробітній платні
Розрахунок собівартості продукції
Навигация
Вибір виконуючих пристроїв
Вибір та обґрунтування технології виробництва керамічних плиток для підлоги
133393
знака
30
таблиц
25
изображений
4.2.3 Вибір виконуючих пристроїв
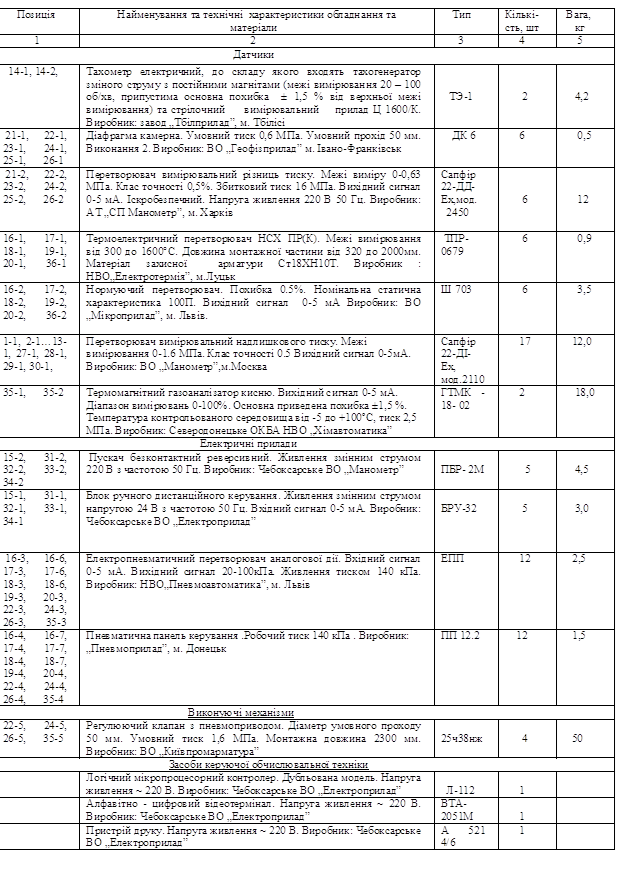
В даній роботі виконуючі пристрої обрані з пневмоприводом, враховуючи наявність небезпеки вибуху.
Обираючи регулюючий клапан, були враховані наступні фактори:
- діаметр трубопроводу, на якому буде встановлено відповідний регулюючий орган;
- характеристики середовища у трубопроводі (температура, тиск, вид середовища);
- категорія виробництва за вибухопожежобезпекою.
Виконуючими пристроями для регулювання температури обираємо регулюючий вентиль типу 25ч38нж.
4.2.4 Вибір допоміжної апаратури
Для керування роботою електроприводу було обрано безконтактний пускач ПБР-2М. Для реалізації необхідного обсягу ручного керування та переводу системи з автоматичного режиму на ручний та у зворотному напрямку будемо використовувати блок ручного керування БРУ-32.
Для ручного керування регулюючою арматурою з пневмоприводом та для переходу з автоматичного режиму керування на ручний і навпаки обираємо пневматичну панель дистанційного керування типу ПП12.2.
Оскільки обробка інформації у контролері відбувається у електричній формі, то вихідний сигнал Ломіконту повинен бути перетворений до пневматичної форми, що дасть змогу завести його до пневматичного виконуючого механізму. Для виконання поставленої задачі вибираємо перетворювач електропневматичний типу ЕПП.
Обрані прилади та засоби автоматизації обиралися за довідниками [16,17] та занесені до замовної специфікації.
4.2.5 Опис функціональної схеми керування
Функціональна схема автоматизації процесу випалу плиток у газовій конвеєрній печі представлена на аркуші графічної частини.
Схема розроблена у відповідності до ГОСТу 21.404-85 за правилами, викладеними у [18]. Обрані технічні засоби автоматизації згруповані на полі креслення за призначенням функціонування.
Контури контролю та керування побудовані так, щоб реалізувати задачі АСКТП, що наведені раніше.
Температура у печі та температура димових газів вимірюється термоелектричним перетворювачем типу ТПР-0679 ( поз. 16-1, 17-1, 18-1, 19-1, 20-1, 36-1), що працює разом з нормуючим перетворювачем типу Ш 703 ( поз. 16-2, 17-2, 18-2, 19-2, 20-2, 36-2). За рахунок зміни витрати палива відбувається регулювання температури у печі. Для цього використовується регулююча арматура типу 25ч38нж (поз. 16-5, 17-5, 18-5, 18-8, 19-5, 20-5), сигнал до якої надходить від контролера через електропневмоперетворювач ЕПП (поз. 16-3, 16-6, 17-3, 17-6, 18-3, 18-6, 19-3, 20-3) та пневматичну панель керування ПП12.2 (поз. 16-4, 16-7, 17-4, 17-7, 18-4, 18-7, 19-4, 20-4).
Тиск повітря та палива у відповідних трубопроводах вимірюється перетворювачем надлишкового тиску типу "Сапфір-22-ДІ-Ех" (поз. 1-1, 2-1…13-1, 27-1, 28-1, 29-1, 30-1). Регулювання тиску реалізовано за схемою блок ручного керування БРУ- 32 (поз. 31-1, 32-1, 33-1, 34-1) - реверсивний пускач ПБР-2М (поз. 31-2, 32-2, 33-2, 34-2), який виконує вмикання або вимикання приводу вентилятора. Випадки відхилення параметру за встановленні межі - недопустиме, тому будемо видавати сигналізацію встановленого положення.
Витрати палива та повітря, що надходять до печі, вимірюється комплектом приладів, до складу якого входить діафрагма камерна ДК6 ( поз. 21-1, 22-1, 23-1, 24-1, 25-1, 26-1) та вимірювальний перетворювач надлишкового тиску типу "Сапфір-22-ДД-Ех" (поз. 21-2, 22-2, 23-2, 24-2, 25-2, 26-2). Вихідний сигнал від перетворювачів 0-5 мА надходить на контролер. Задане співвідношення витрат палива та повітря, скоректоване на основі попередньо проведених обчислень, підтримується шляхом зміни подачі повітря на відповідному трубопроводі через виконавчий пристрій типу 25ч38нж (поз. 22-5, 24-5, 26-5). Сигнал на виконавчий пристрій надходить через електропневмоперетворювач ЕПП (поз. 22-3, 24-3, 26-3) та пневматичну панель керування ПП12.2 (поз. 22-4, 24-4, 26-4).
Швидкість руху конвеєру печі контролюється електричним тахометром типу ТЕ-1, до складу якого входить датчик - тахогенератор змінного струму (поз. 14-1) та вторинний прилад - стрілочний вимірювальний прилад типу Ц 1600/К (поз. 14-2). Логічне керування БРУ-32 (поз. 15-1) та безконтактного пускача типу ПБР-2М ( поз. 15-2).
Концентрація кисню у димових газах вимірюється термомагнітним газоаналізатором типу ГТМК-18-02 (поз. 35-1, 35-2). Вихідний сигнал газо-аналізатора 0-5 мА надходить на контролер для подальшої обробки. Задане значення вмісту кисню підтримується шляхом зміни подачі повітря на відповідному трубопроводі через виконавчий пристрій типу 25ч38нж (поз. 35-5). Сигнал на виконавчий пристрій надходить через електропневмоперетворювач ЕПП (поз. 35-3) та пневматичну панель керування ПП12.2 (поз. 35-4).
Замовна специфікація
5. ОХОРОНА ПРАЦІ
5.1 Характеристика об'єкта, що проектується, та місця його проектування
Завод по виробництву плитки для підлоги планується звести на околиці міста Миколаєва.
Місто Миколаїв розташовано в зоні помірно-континентального клімату, який характеризується короткочасною і порівняно теплою зимою, із частими відлигами та спекотним літом.
Переважаючий напрямок вітру північний, і це сприяє видаленню шкідливих викидів у бік протилежний від житлового району (завод розташо-ваний із південної сторони стосовно житлової забудови).
Дана місцевість в основному рівнинна, переважаючий тип ґрунту - чорно-зем. Водопостачання підприємства планується здійснювати з місцевої системи водопостачання. Для водовідведення використовується існуюча сіть виробничої і побутової каналізації.
Так як підприємство є джерелом забруднення атмосфери і відноситься до IV класу шкідливості, то для нього встановлений розмір санітарно-захисної зони - 100 м. Санітарно-захисна зона буде озелененою, щоб виконувати роль захисного бар'єру від виробничого пилу та шуму.
Мінімально допустимі відстані між будівлями приймаємо 12м. До кожної будівлі проектуємо проїзди для пожежних машин, так як ширина будівель більше 18 м, то проїзди проектуємо з двох боків.
Планується, що ширина магістральної дороги з двобічним рухом тран-спорту буде 7,5 м, а міжцехових доріг з однобічним рухом транспорту буде 4м.
Уздовж магістральних і виробничих автомобільних доріг передбачаємо тротуари. Тротуари повинні бути відділені від дороги розподільчою смугою шириною не менше 0,8 м, мінімальна ширина тротуарів - 1,5 м [18].
Відповідно до функціонально-технологічних ознак на підприємстві виді-ляються передзаводська, виробнича, складська і підсобна зони.
Передзаводська зона підприємства розташовується зі сторони основних під'їздів і підходів працюючих до підприємства. Передзаводська зона включає в себе заводоуправління, стоянку для автотранспорту, столову.
Виробничу зону розташовуємо в центральній частині площадки підпри-ємства. Вона включає основний цех, а також споруди допоміжних виробництв - ремонтні, експериментальні цехи.
Підсобну зону розташовуємо в безпосередній близькості від виробничої, розмішуючи в ній електростанції, котельні, очисні споруди, комунікаційні системи.
Складську зону розміщуємо біля зовнішніх меж підприємства з урахуванням ефективного використання залізничного транспорту для підвозу-вивозу сировини і готової продукції [19].
Похожие работы
... ібно правильно підготувати і обробити керамічну плитку. Зверніть увагу на екран. (слайди №10 - 11) Отже – етапі підготовки і обробки керамічної плитки. Перш за все, ми повинні розрахувати кількість плитки. Потім правильно підібрати – залежно від місця облицювання, технічних характеристик, ґатунку, кольору, узору. Наступний етап – сортування плитки. І, урешті, різання неповномірних плиток. ...
... Философия культуры. – М.: NOTA BENE, 2001. – 349 с. 5. Додельцев Р.Ф. Концепция культуры З. Фрейда. – М.: Знание, 1989. – 60 с. 6. Киссель М.А. Джамбаттиста Вико. – М.: Мысль, 1980. – 197 с. 7. Культурологія. Українська та зарубіжна культура: Навч. посібник (М.М.Закович, І.А.Зязюн, О.М.Семашко та ін.). – з вид. – К.: Знання, 2007. – 567 с. 8. Фрейд Зігмунд. Вступ до психоаналізу: Лекції ...
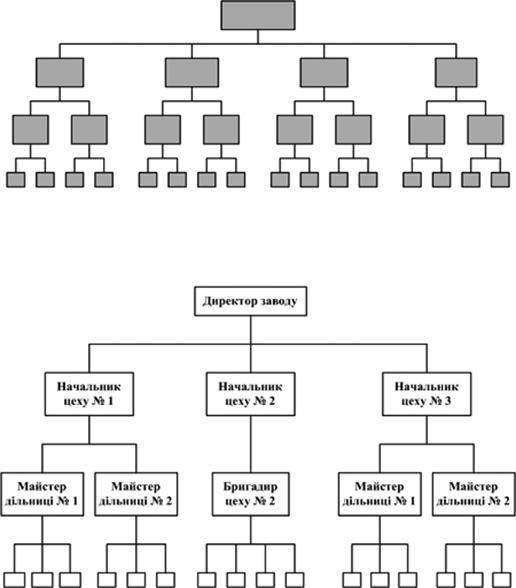
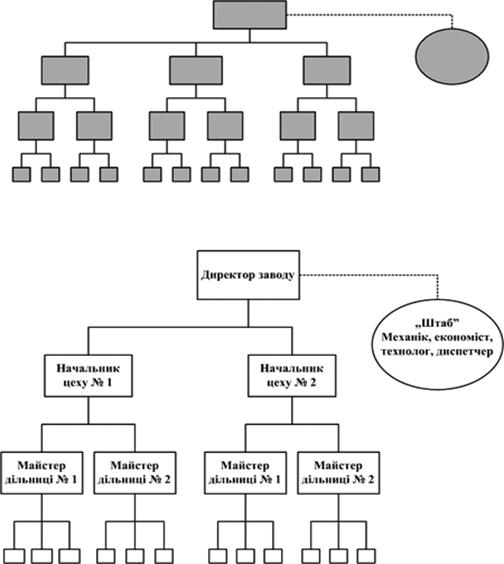
... є трудовий колектив за соціальними показниками (стать, вік, професія й кваліфікація, національність, утворення й ін.). Ланка керування - самостійна частина організаційної структури на певному рівні, що складається з апарата керування й виробничих підрозділів. Структурний підрозділ - самостійна частина ланки керування (відділ, служба, ділянка), що виконує певні завдання керування на основі ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев