Анализ технологичности конструкции детали с точки зрения принятого производства
Усовершенствовать конструкцию отдельных приспособлений, добавив установочные элементы, позволяющие производить установку на столе станка с ЧПУ
Выбор последовательности и схемы обработки отдельных поверхностей
Расчет режимов резания и нормирование
Количественная оценка технологичности
Конструкторская часть
Научно-исследовательская часть
Расчет потребного количества и составление ведомости оборудования
Электрические авто – и электрические тележки;
Технико-экономическое обоснование разработанного варианта технологического процесса
Затраты на материал
Амортизационные отчисления за год
Амортизационные отчисления за год
Навигация
Амортизационные отчисления за год
Изготовление детали "Корпус"
101540
знаков
10
таблиц
36
изображений
4. Амортизационные отчисления за год.
![]() ;
;
где ![]() - стоимость станка, руб.;
- стоимость станка, руб.;
Стоимость станков:
Фрезерный 676П ![]() =38 200 руб.
=38 200 руб.
Фрезерный ОЦ с ЧПУ Mini Mill ![]() =1100 000 руб.
=1100 000 руб.
![]() руб.;
руб.;
![]() руб.;
руб.;
![]() руб.;
руб.;
Себестоимость изготовления детали «Корпус»
| № | Вид расходов | Базовый ТП, руб. | Новый ТП, руб. |
| I | Переменные расходы | ||
| 1 | Затраты на материал | 22,96 | 22,96 |
| 2 | Заработная плата основных рабочих за одну деталь | 47,3 | 46,1 |
| 3 | Дополнительная заработная плата | 20,8 | 20,2 |
| 4 | Расходы на электроэнергию, потребляемую станками | 9,4 | 10,04 |
| 5 | Расходы на смазочно-охлаждающую жидкость (СОЖ) | 2,34 | 2,29 |
| Итого: | 102,8 | 101,95 | |
| II | Постоянные расходы | ||
| 1 | Расходы на эксплуатацию приспособлений | 51,27 | 24,54 |
| 2 | Расходы по наладке оборудования | 2,56 | 1,22 |
| 3 | Заработная плата наладчиков | 10,79 | 10,58 |
| 4 | Амортизационные отчисления | 6,23 | 28,07 |
| Итого: | 70,85 | 64,41 | |
Расчет критической программы выпуска:
![]() шт.;
шт.;
Nкр– показывает критическую величину программы, при которой сопоставимые варианты равноценны.
Общая себестоимость:
· базовый ТП:
SI=VI*N+CI=102,8*540+70,85=55582,85 руб.;
· проектируемый ТП:
SII=VII*N+CII=101,95*540+64,41=55117,4 руб.;
Экономический эффект:
· на одно изделие:
Э1=(CI – CII)+(VI – VII)=(70,85–64,41)+(102,8–101,95)=
=6,44+0,85=7,29 руб.;
· на годовую программу:
ЭN=(CI – CII)+(VI – VII)*N=)=(70,85–64,41)+(102,8–101,95)*540
=465,44 руб.;
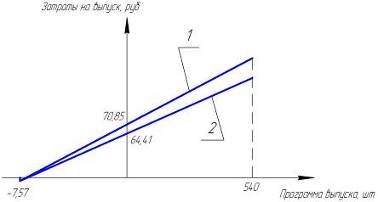
1 ‑ кривая расходов, соответствующая базовому ТП;
2 – кривая расходов, соответствующая проектируемому ТП;
На основе полученных данных можно сделать вывод, что обработку детали более целесообразно проводить по вновь спроектированному ТП при любой программе выпуска. При этом, экономический эффект на одно изделие составит 7,29 руб., а на всю программу выпуска 465,44 руб. Такой эффект объясняется заметным снижением расходов на эксплуатацию приспособлений по новому ТП относительно базового ТП, что в свою очередь объясняется сокращением числа операций, за счет введения в ТП станков с ЧПУ. Отсюда можно сделать вывод, что применение станков с ЧПУ, и применение метода концентрации операций экономически оправдано.
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... газопроницаемость оболочек, что защищает поверхность от пригара. По мере выгорания смолы форма теряет свою прочность и разрушается, не препятствуя свободной усадке сплава и упрощая выбивку отливки. Процесс изготовления оболочковых форм легко механизировать и автоматизировать. Недостатком являются ограничение размеров и массы отливок – примерно до 100 кг. С увеличением толщины сечения и при ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев