Анализ технологичности конструкции детали с точки зрения принятого производства
Усовершенствовать конструкцию отдельных приспособлений, добавив установочные элементы, позволяющие производить установку на столе станка с ЧПУ
Выбор последовательности и схемы обработки отдельных поверхностей
Расчет режимов резания и нормирование
Количественная оценка технологичности
Конструкторская часть
Научно-исследовательская часть
Расчет потребного количества и составление ведомости оборудования
Электрические авто – и электрические тележки;
Технико-экономическое обоснование разработанного варианта технологического процесса
Затраты на материал
Амортизационные отчисления за год
Амортизационные отчисления за год
Навигация
Электрические авто – и электрические тележки;
Изготовление детали "Корпус"
101540
знаков
10
таблиц
36
изображений
1. Электрические авто – и электрические тележки;
Электрические тележки предназначены для перемещения детали по участку: от одной операции к другой. После того как при помощи тележек деталь доставлена на рабочее место ее необходимо установить.
В качестве внутрицехового транспорта принимаем мостовой кран с электроталью, грузоподъемностью Qкр = 10 тонн.
Выбор длины и ширины участка, ширины пролета.Составление схемы расчета и определение высоты здания.
Длина участка по соображениям пожарной безопасности не должна превышать 50…60 м. Сетка колонн характеризует размеры ширины пролета и шага колонн.
В зависимости от типа производства, массы и габаритов выпускаемых деталей принимаем:
Ширина пролета – L = 18 м;
Шаг колонн – t = 12 м;
Значит сетка колонн: 18 * 12 м.
Ширину участка принимаем равной ширине пролета L = 18 м.
Длину участка определяем в зависимости от найденной площади участка:
![]() ,
,
Округляем в большую сторону до стандартизованного размера. Принимаем Lуч = 12 м.
Высота пролета цеха определяется исходя из размеров изделий, габаритов оборудования (по высоте), размеров и конструкции кранов, а также из санитарно-гигиенических требований.
В = Н1 + h, (28)
Н1 = А1 + А2 + А3 + А4 + А5, (29)
где А1 = 2,94 м – высота наиболее высокого станка;
А2 = 0,5 м – расстояние между транспортируемым изделием и самым высоким станком;
А3 =0,05 м – высота максимального транспортируемого изделия;
А4 =1 м – длина строп крана;
А5 =0,5 м – расстояние от центра крюка до верхней кромки подкранового рельса.
h = h1 + h2, (30)
где h1 =2,3 м – высота крана от подкранового рельса;
h2 =0,1 м – расстояние между верхней кромкой крана и нижней кромкой перекрытия.
Н1=2,94+0,5+0,05+1,0+0,5=5.0 м
h= 2,3+0,1=2,4 м
В=5.0+2,4=7,4 м

Рис. 8 Эскиз участка в поперечном сечении
В дипломном проекте спроектировано рабочее место оператора фрезерного ОЦ с ЧПУ модели Mini Mill.
Необходимо уделять внимание улучшению организации рабочих мест. Улучшение оснащенности, рациональная планировка, хорошо налаженное обслуживание рабочих мест являются важными факторами повышения производительности труда и снижения утомляемости работающего.
Основной задачей проектирования организации рабочего места является создание такой конструкции организационной оснастки и такого расположения оборудования, заготовок, готовых деталей и оснастки, при которых отсутствуют лишние и нерациональные движения и приемы (повороты, нагибания, приседания и т.д.), максимально сокращаются расстояния перемещения рабочего.
Применение типовых планировок позволяет сэкономить производственную площадь, устранить лишние движения рабочего, сократить время поиска инструмента и приспособлений.
При многостаночной работе планировка рабочего места должна обеспечить наиболее удобное для рабочего расположение органов управления всех обслуживаемых станков и минимальную затрату времени на переходы рабочего от одного станка к другому.
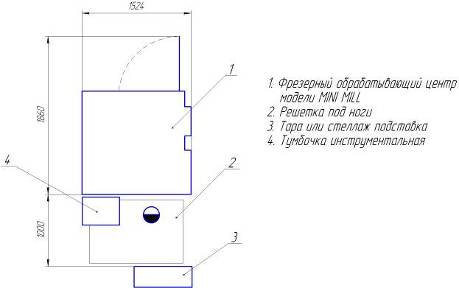
Рис. 9. Планировка рабочего места оператора станка с ЧПУ
5. Организационно-экономическая часть
Данная организационно-экономическая часть посвящена определению экономической целесообразности перевода обработки детали «Корпус» с универсальных станков на станки с ЧПУ.
Необходимость замены базового технологического процесса вызвана следующими причинами:
· Обработка корпуса по действующему технологическому процессу осуществляется на универсальном оборудовании и тем самым сопровождается большим количеством установок.
· Действующий технологический процесс обработки корпуса буксы является неэффективным и экономически не выгодным, т. к. имеются потери времени на вспомогательное время (установка, закрепление / снятие детали, транспортировка) и операционное, которые можно избежать, соблюдая принцип концентрации переходов и операций.
· Имеются операции, которые можно объединить в одну, а не разбивать на несколько, при этом теряя время на транспортировку, установку, закрепление, базирование детали.
При изготовлении детали обработка резьбовых отверстий ведется на 3 станках, а именно настольно-сверлильном станке НС‑12А, агрегатно-сверлильном станке КПМЗ.101.012. и резьбонарезном станке Leinen. Лучшим вариантом было бы осуществить концентрацию этих операций на одном высокопроизводительном станке, например фрезерном обрабатывающем центре Mini Mll. Это бы позволило осуществить обработку резьбовых отверстий за один установ, а так же сократить время на транспортные операции, что привело бы к сокращению основного и вспомогательного времени.
Расчеты приведены в ценах 2009 года на базе предприятия ФГУП «КЗТА».
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... газопроницаемость оболочек, что защищает поверхность от пригара. По мере выгорания смолы форма теряет свою прочность и разрушается, не препятствуя свободной усадке сплава и упрощая выбивку отливки. Процесс изготовления оболочковых форм легко механизировать и автоматизировать. Недостатком являются ограничение размеров и массы отливок – примерно до 100 кг. С увеличением толщины сечения и при ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев