Анализ технологичности конструкции детали с точки зрения принятого производства
Усовершенствовать конструкцию отдельных приспособлений, добавив установочные элементы, позволяющие производить установку на столе станка с ЧПУ
Выбор последовательности и схемы обработки отдельных поверхностей
Расчет режимов резания и нормирование
Количественная оценка технологичности
Конструкторская часть
Научно-исследовательская часть
Расчет потребного количества и составление ведомости оборудования
Электрические авто – и электрические тележки;
Технико-экономическое обоснование разработанного варианта технологического процесса
Затраты на материал
Амортизационные отчисления за год
Амортизационные отчисления за год
Навигация
Расчет потребного количества и составление ведомости оборудования
Изготовление детали "Корпус"
101540
знаков
10
таблиц
36
изображений
4.1 Расчет потребного количества и составление ведомости оборудования
Определение приведённой годовой программы запуска в производство всех деталей, выпускаемых на участке![]()
![]() – коэффициент, учитывающий возможный брак
– коэффициент, учитывающий возможный брак
![]() – коэффициент, учитывающий незавершённое производство
– коэффициент, учитывающий незавершённое производство
![]() – количество типоразмеров деталей, составляющих номенклатуру участка
– количество типоразмеров деталей, составляющих номенклатуру участка
![]()
![]() – действительный годовой фонд времени работы оборудования
– действительный годовой фонд времени работы оборудования
![]() – число рабочих смен
– число рабочих смен
где
![]() – расчетный такт выпуска детали – представителя,
– расчетный такт выпуска детали – представителя,
где ![]() – приведенная годовая программа запуска в производство детали – представителя;
– приведенная годовая программа запуска в производство детали – представителя;
![]() коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д.
коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() – штучно калькуляционное время для каждой
– штучно калькуляционное время для каждой ![]() операции спроектированного технологического процесса для детали-представителя
операции спроектированного технологического процесса для детали-представителя
![]() – расчётный такт выпуска детали-представителя
– расчётный такт выпуска детали-представителя
![]() – коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д.
– коэффициент, учитывающий непрогнозируемые простои оборудования, связанные с поломками, перебоями энергии и т.д.
![]() – для универсальных станков
– для универсальных станков
![]() – для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ
– для одношпиндельных автоматов и полуавтоматов и станков с ЧПУ
![]() – для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков
– для многошпиндельных автоматов и полуавтоматов и специальных агрегатных станков
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков, необходимых для обработки партии детали – представителя: (принятое количество станков получается округлением расчетного количества станков в большую сторону до ближайшего целого числа. Округление в меньшую сторону производится, если дробная часть меньше 0,1.)
![]()
![]()
Просуммируем количество оборудования для одноименных операций и получим расчетное количество станков на участке:
![]()
![]()
![]()
![]()
![]()
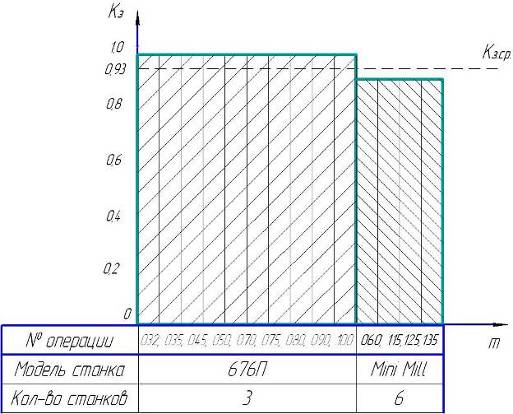 Составление ведомости производственного оборудования
Составление ведомости производственного оборудования | №п/п | Наименование оборудования | Модель | Сп | Kз | Габаритные размеры |
| 1 | Фрезерный | 676П | 3 | 0,99 | 1200х1240х1780 |
| 3 | Фрезерный ОЦ с ЧПУ | Mini Mill | 6 | 0,91 | 1524х1860х2400 |
![]()

![]() – действительный годовой фонд времени работы оборудования
– действительный годовой фонд времени работы оборудования
![]() – действительный годовой фонд времени работы рабочего
– действительный годовой фонд времени работы рабочего
![]() – число рабочих смен
– число рабочих смен
![]() – коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования
– коэффициент многостаночного обслуживания, назначается в зависимости от вида преобладающего оборудования
![]() – универсальные станки
– универсальные станки
![]() – станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы
– станки с ЧПУ, обрабатывающие центры, револьверные полуавтоматы
![]() – агрегатные станки
– агрегатные станки
![]()
![]() примем
примем ![]() , т. к. работа 2х-сменная
, т. к. работа 2х-сменная
![]()
![]()
![]()
| Группы рабочих | Число рабочих | |
| всего | в том числе в I смену | |
| 1. Производственные рабочие – станочники – остальные | 12 | 6 |
| 8 | 4 | |
| 4 | 2 | |
| 2. Вспомогательные рабочие | 2 | 1 |
| Всего | 14 | 7 |
| 3. ИТР | 2 | 1 |
| ВСЕГО РАБОТАЮЩИХ | 16 | 8 |
![]() ,
,
где ![]() - количество малых станков на участке (800х1800 мм);
- количество малых станков на участке (800х1800 мм);
![]() - количество средних станков (2000х4000 мм);
- количество средних станков (2000х4000 мм);
![]() - количество крупных станков (4000х8000 мм);
- количество крупных станков (4000х8000 мм);
![]()
Примем ![]()
Определение площади необходимой для складирования заготовок и готовых деталей
![]() ,
,
![]() ,
,
Определение площади, занимаемой ИТР и работниками ОТК
![]() ,
,
Величину площади, отводимой для размещения ИТР определяют по удельным нормативам из расчета 5–6 м2 на одного инженерно-технического работника.
![]() ,
,
Определение потребной площади участка
![]() ,
,
Перед определением способа и выбором оборудования для уборки стружки необходимо определить объем стружки, производимой на участке за один час, по формуле:
![]() ,
,
где ![]() - масса заготовки детали представителя, кг;
- масса заготовки детали представителя, кг;
![]() - масса детали представителя, кг;
- масса детали представителя, кг;
![]() - расчетный такт выпуска детали представителя.
- расчетный такт выпуска детали представителя.
![]()
Так как выход стружки достаточно мал, то нет необходимости в конвейере для ее уборки. Достаточно установить возле каждого станка тару для сбора стружки.
Назначение средств внутрицехового и межоперационного транспорта. Составление ведомости подъемно-транспортных механизмов (ПТМ) участка.ПТМ следует выбирать исходя из конструктивных особенностей обрабатываемых деталей, формы организации производства на участке.
На участке обрабатываются в основном детали типа «корпус» массой до 1 кг, поэтому нет необходимости в использовании подъемно-транспортных механизмов.
Для данного участка предложены следующие ПТМ:
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... газопроницаемость оболочек, что защищает поверхность от пригара. По мере выгорания смолы форма теряет свою прочность и разрушается, не препятствуя свободной усадке сплава и упрощая выбивку отливки. Процесс изготовления оболочковых форм легко механизировать и автоматизировать. Недостатком являются ограничение размеров и массы отливок – примерно до 100 кг. С увеличением толщины сечения и при ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев