Анализ технологичности конструкции детали с точки зрения принятого производства
Усовершенствовать конструкцию отдельных приспособлений, добавив установочные элементы, позволяющие производить установку на столе станка с ЧПУ
Выбор последовательности и схемы обработки отдельных поверхностей
Расчет режимов резания и нормирование
Количественная оценка технологичности
Конструкторская часть
Научно-исследовательская часть
Расчет потребного количества и составление ведомости оборудования
Электрические авто – и электрические тележки;
Технико-экономическое обоснование разработанного варианта технологического процесса
Затраты на материал
Амортизационные отчисления за год
Амортизационные отчисления за год
Навигация
Выбор последовательности и схемы обработки отдельных поверхностей
Изготовление детали "Корпус"
101540
знаков
10
таблиц
36
изображений
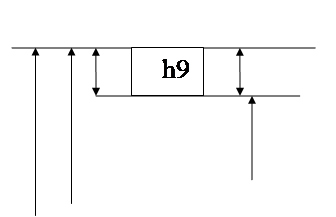
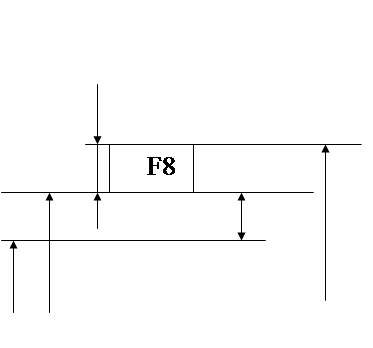
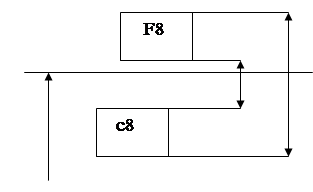
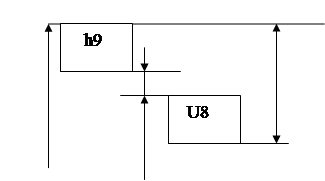
1.7 Выбор последовательности и схемы обработки отдельных поверхностей
Разработка технологических процессов входит основным разделом в технологическую подготовку производства и выполняется на основе принципов «Единой системы технологической подготовки производства». ГОСТ 14.001–83. ГОСТ 14.301–83 этой системы устанавливает виды и общие правила разработки технологических процессов, исходную информацию и перечень основных задач на этапах их разработки.
Принимаем следующую последовательность и схемы обработки:
1.8 Обоснование выбора технологических баз
Общие положения.
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базирование реализуется за счет наложения на заготовку геометрических связей, лишающих ее степеней свободы. Для того чтобы полностью сориентировать заготовку необходимо и достаточно наложить на нее 6 двухсторонних связей, т.е. лишить ее шести степеней свободы (3 перемещения и 3 поворота). Геометрические связи, лишающие заготовку шести степеней свободы, обеспечиваются шестью точками, находящимися в контакте с установочными элементами.
Стабильность положения заготовки в процессе ее обработки обеспечивается закреплением. Под закреплением понимают приложенные к заготовке силы, обеспечивающие постоянство контакта базовых поверхностей заготовки и установочных элементов. В массовом и крупносерийном производстве установка заготовок обычно производят без выверки. Ее правильное положение относительно режущего инструмента обеспечивается установочными элементами.
Таким образом, установочными элементами называются детали (механизмы приспособления), обеспечивающие правильное и однообразное положение заготовок относительно режущего инструмента. Опоры, которые ориентируют заготовку, называются основными.
Маршрут обработки заготовки строится таким образом, чтобы сначала были обработаны те поверхности, которые в дальнейшем будут служить базовыми.
Поскольку на поступившей, на обработку заготовке обработанных поверхностей нет, то сначала, в качестве технологической базы принимают черновую базу. Она должна быть по возможности, гладкой, не иметь уклонов, следов отрезки, ее размеры должны быть достаточными для обеспечения устойчивости заготовки и равномерного снятии припусков. Черновая база может быть использована только один раз. Маршрут дальнейшей обработки строится с учетом возможности выполнения двух основных принципов:
· Принцип совместимости баз. При проектировании тех. Процесса в качестве технологической базы, что исключает возможность появления погрешности базирования.
· Принцип постоянства баз. При построении маршрута обработки на всех операциях (основных формообразующих) следует использовать в качестве баз одни и те же поверхности заготовки.
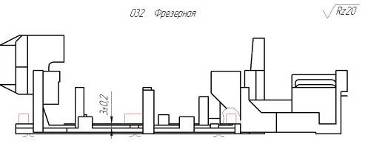
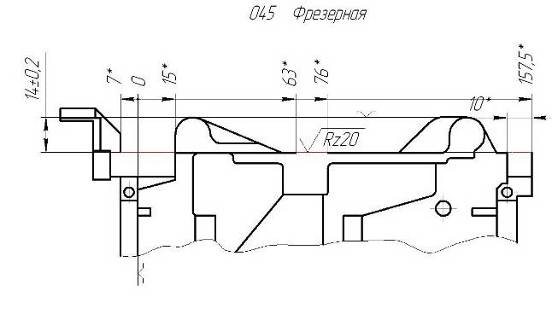
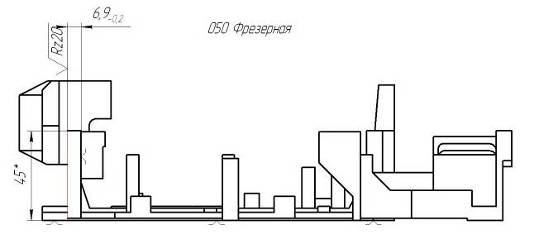
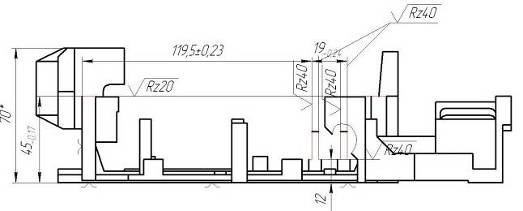
Эскизы базирования по операциям.
Последовательность обработки следующая:
005 Плавильная
010 Литейная
015 Контрольная
020 Виброзачистная
025 Слесарная
030 Контрольная
032 Фрезерная Станок фрезерный 676П
035 Фрезерная Станок фрезерный 676П

040 Слесарная
045 Фрезерная Станок фрезерный 676П
050 Фрезерная Станок фрезерный 676П
055 Слесарная
060 Фрезерная Фрезерный обрабатывающий центр Mini Mill
065 Слесарная
070 Фрезерная Станок фрезерный 676П

072 Слесарная
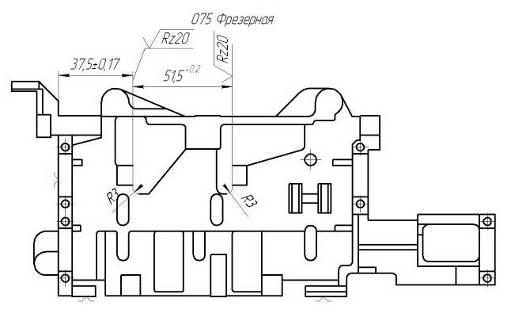
075 Фрезерная Станок фрезерный 676П
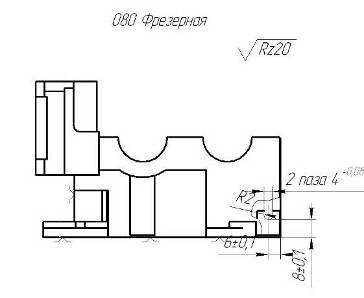
080 Фрезерная Станок фрезерный 676П
085 Слесарная
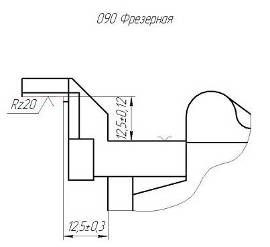
090 Фрезерная Станок фрезерный 676П
095 Слесарная
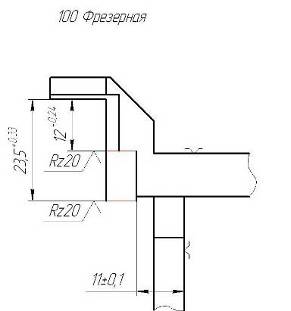
100 Фрезерная Станок фрезерный 676П
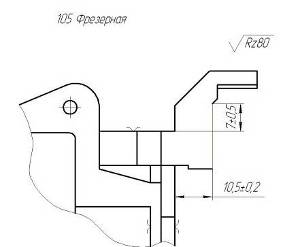
105 Фрезерная Станок фрезерный 676П
110 Слесарная
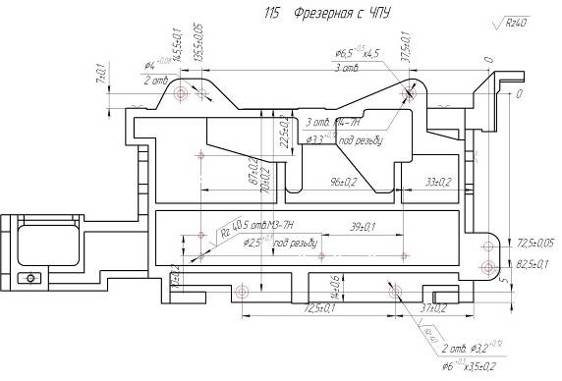
115 Фрезерная Фрезерный обрабатывающий центр Mini Mill
120 Слесарная
125 Фрезерная Фрезерный обрабатывающий центр Mini Mill

130 Слесарная
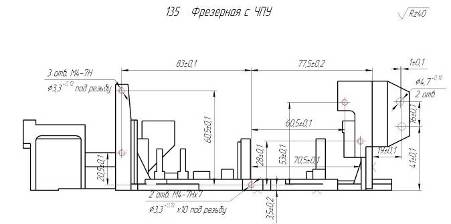
135 Фрезерная Фрезерный обрабатывающий центр Mini Mill
040 Слесарная
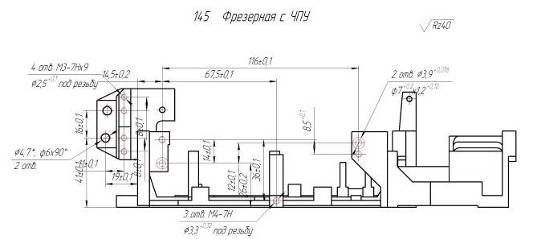
145 Фрезерная Фрезерный обрабатывающий центр Mini Mill
Обоснование выбора схем базирования
Базирование – это придание заготовке или изделию требуемого положения относительно выбранной системы координат. Поверхности детали, которые участвуют в базировании детали и принадлежат, обрабатываемой заготовке называются базами. Базирование реализуется за счет наложения на заготовку геометрических связей, лишающих ее степеней свободы. Для того чтобы полностью сориентировать заготовку необходимо и достаточно наложить на нее 6 двухсторонних связей, т.е. лишить ее шести степеней свободы (3 перемещения и 3 поворота). Геометрические связи, лишающие заготовку шести степеней свободы, обеспечиваются шестью точками, находящимися в контакте с установочными элементами. С этой целью применяют основные опоры, число которых должно быть равно числу устраняемых степеней свободы. Для повышения жесткости и виброустойчивости дополнительно используют вспомогательные регулируемые и самоустанавливающиеся опоры. Суммарное число основных и вспомогательных опор может быть больше шести.
Технологическая база – поверхность, линия или точка, которые используются для установки детали при механической обработке.
Стабильность положения заготовки в процессе ее обработки обеспечивается закреплением. Под закреплением понимают приложенные к заготовке силы, обеспечивающие постоянство контакта базовых поверхностей заготовки и установочных элементов. В массовом и крупносерийном производстве установка заготовок обычно производят без выверки. Ее правильное положение относительно режущего инструмента обеспечивается установочными элементами.
Станочные приспособления применяют для установки заготовок на металлорежущие станки. Точность обработки деталей по параметрам отклонений размеров, формы и расположения поверхностей увеличивается за счет применения специальных приспособлений точных, надежных, обладающих достаточной собственной и контактной жесткостью, с уменьшенными деформациями заготовок и стабильными силами их закрепления. Применение приспособлений позволяет обоснованно снизить требования к квалификации станочников основного производства, объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
Установку заготовок плоской поверхностью применяют при обработке корпусов, рам, плит, пластин на фрезерных, сверлильных, расточных и некоторых других станках.
Похожие работы

... Допустить к защите: «___» ____________ 2000 г. Руководитель ______________Пояснительная записка к курсовому проектуТема проекта: «Разработать инструментальную оснастку к технологии изготовления детали «корпус» в условиях обработки на станках с ЧПУ»Проект выполнил студент: Бакачёв Андрей Игоревич шифр: 96009 группа: МТ-8 факультет: ВФ Специальность: 1201 Нормоконтроль ...
... газопроницаемость оболочек, что защищает поверхность от пригара. По мере выгорания смолы форма теряет свою прочность и разрушается, не препятствуя свободной усадке сплава и упрощая выбивку отливки. Процесс изготовления оболочковых форм легко механизировать и автоматизировать. Недостатком являются ограничение размеров и массы отливок – примерно до 100 кг. С увеличением толщины сечения и при ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев