Краткие теоретические сведения
Организация поточных линий
Классификация затрат на производство продукции
Расчет экономической эффективности капитальных вложений
Общие положения по выполнению и оформлению курсовой работы
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Расчет заделов на поточной линии
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Затраты на содержание и эксплуатацию технологического оборудования
Затраты на заработную плату основных производственных рабочих с отчислениями на социальные нужды
Полная себестоимость механической обработки детали
Расчет снижения трудоёмкости и повышения производительности труда в проектном варианте обработки детали
Навигация
Общие положения по выполнению и оформлению курсовой работы
Организация производства и менеджмент
53212
знаков
5
таблиц
3
изображения
2. Общие положения по выполнению и оформлению курсовой работы
Курсовая работа по дисциплине «Организация производства и менеджмент» выполняется студентами 5-го курса очной формы обучения и 6-го курса вечерней и заочной форм обучения специальности 150102 «Металлообрабатывающие станки и комплексы».
В ходе самостоятельного выполнения курсовой работы студент приобретает знания и навыки, необходимые для решения конкретных практических производственных задач в области оценки результатов производственно-хозяйственной деятельности предприятия и показывает уровень приобретенных в процессе обучения знаний.
2.1 Цель и задачи курсовой работы
Целью курсовой работы по дисциплине «Организация производства и менеджмент» является подготовка студентов к самостоятельной работе по технико-экономическому обоснованию дипломных проектов.
Задачами курсовой работы являются:
– закрепление знаний, полученных студентами на лекционных и практических занятиях;
– выработка у студентов навыков самостоятельной работы с литературными источниками и информацией в области теории и практики производственно – хозяйственной деятельности предприятия;
– приобретение студентами практического опыта применения методик расчета параметров однопредметной поточной линии для механической обработки деталей и расчета себестоимости механической обработки детали, а также выбора более эффективного варианта технологического процесса механической обработки и определения показателей его экономической эффективности.
– приобретение студентами навыков расчета экономической эффективности внедрения в технологический процесс нового технологического оборудования.
2.2 Содержание курсовой работы
1. Произвести расчет параметров однопредметной поточной линии для механической обработки деталей.
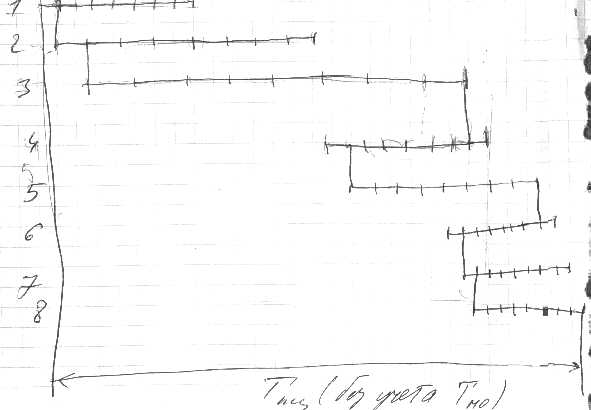
2. Рассчитать заделы на поточной линии, спроектировать планировку размещения оборудования и рабочих мест на поточной линии.
3. Рассчитать себестоимость механической обработки детали по базовому и проектному вариантам.
4. Произвести выбор более экономичного варианта и определить показатели его экономической эффективности.
Исходным материалом для выполнения курсовой работы служит заданный студентам вариант технологического процесса с указанием норм времени по операциям.
2.3 Оформление курсовой работы
Курсовая работа по дисциплине «Организация производства и менеджмент» оформляется на листах формата А 4 с одной стороны листа с соблюдением полей (лев. 30 мм; пр. 10 мм; верх, низ 20 мм).
3. Расчет экономической эффективности мероприятий по совершенствованию технологических процессов механической обработки деталей на поточных линиях
3.1 Расчет однопредметной прерывно-поточной линии
3.1.1 Определение такта, эффективного фонда времени работы и ритма поточной линии
На поточных линиях выпуск (запуск) каждого предмета труда осуществляется через один и тот же интервал времени, называемый тактом линии, который рассчитывается по следующей формуле:
![]()
 (3.1)
(3.1)
где r – такт поточной линии, мин;
![]() – эффективный фонд времени работы линии в планируемом периоде, мин;
– эффективный фонд времени работы линии в планируемом периоде, мин;
![]() – производственная программа запуска деталей в производство в планируемом периоде, шт.
– производственная программа запуска деталей в производство в планируемом периоде, шт.
Эффективный фонд времени работы поточной линии рассчитываем по формуле:
![]() = (
= (![]() ) ∙
) ∙![]() ∙ S ∙ (
∙ S ∙ (![]() ) (3.2)
) (3.2)
где ![]() – количество календарных дней в году, (см. приложение 1);
– количество календарных дней в году, (см. приложение 1);
![]() – количество выходных дней в году;
– количество выходных дней в году;
![]() – количество праздничных дней в году;
– количество праздничных дней в году;
![]() - продолжительность рабочей смены, час;
- продолжительность рабочей смены, час;
S – количество рабочих смен;
![]() - потери времени работы оборудования на ремонт и переналадку.
- потери времени работы оборудования на ремонт и переналадку.
Рассчитываем годовую программу запуска деталей в производство по формуле:
![]() ∙ (
∙ (![]() )∙(
)∙( ) (3.3)
) (3.3)
где ![]() – годовая производственная программа выпуска деталей, шт.;
– годовая производственная программа выпуска деталей, шт.;
![]() – технологические потери при наладке оборудования, и в связи с изготовлением пробных деталей и т. д.
– технологические потери при наладке оборудования, и в связи с изготовлением пробных деталей и т. д.
![]() – плановый размер запасных частей, в% к основной программе выпуска (см. приложение 1).
– плановый размер запасных частей, в% к основной программе выпуска (см. приложение 1).
Ритм поточной линии рассчитываем для базового и проектного вариантов по формуле:
![]()
![]() (3.4)
(3.4)
где p – размер транспортной партии (см. приложение 3).
Определение размера транспортной партии производится исходя из средней трудоемкости обработки детали и ее чернового веса.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев