Краткие теоретические сведения
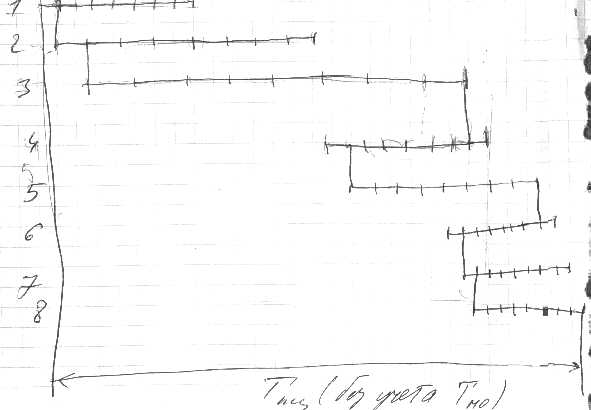
Организация поточных линий
Классификация затрат на производство продукции
Расчет экономической эффективности капитальных вложений
Общие положения по выполнению и оформлению курсовой работы
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Расчет заделов на поточной линии
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Затраты на содержание и эксплуатацию технологического оборудования
Затраты на заработную плату основных производственных рабочих с отчислениями на социальные нужды
Полная себестоимость механической обработки детали
Расчет снижения трудоёмкости и повышения производительности труда в проектном варианте обработки детали
Навигация
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Организация производства и менеджмент
53212
знаков
5
таблиц
3
изображения
4. Экономическое обоснование совершенствования технологических операций механической обработки деталей
4.1 Расчет капитальных вложений в оборудование проектируемого варианта
4.1.1 Общие капитальные вложения в оборудование рассчитываются по формуле:![]() , (4.1)
, (4.1)
где ![]() – прямые капитальные вложения в оборудование, руб.;
– прямые капитальные вложения в оборудование, руб.;
![]() – сопутствующие капитальные вложения в приобретенное оборудование, руб.
– сопутствующие капитальные вложения в приобретенное оборудование, руб.
Прямые капитальные вложения рассчитываем по двум сравниваемым вариантам – базовому и проектному:
![]() (4.2)
(4.2)
Сопутствующие капитальные вложения рассчитываются только для проектного варианта:
![]() , (4.3)
, (4.3)
где ![]() – затраты на монтаж нового оборудования, руб.
– затраты на монтаж нового оборудования, руб.
![]() =
= ![]() (4.4)
(4.4)
где ![]() – коэффициент монтажа нового оборудования = 0,2;
– коэффициент монтажа нового оборудования = 0,2;
![]() – затраты на демонтаж старого оборудования, руб.
– затраты на демонтаж старого оборудования, руб.
![]()
![]() (4.5)
(4.5)
где ![]() – коэффициент демонтажа старого оборудования = 0,2;
– коэффициент демонтажа старого оборудования = 0,2;
![]() – затраты на производственные площади под новое оборудование, руб.
– затраты на производственные площади под новое оборудование, руб.
Затраты на площадь, дополнительно занимаемую под новое оборудование, рассчитываются по формуле:
![]() = (
= (![]() ) ·
) · ![]() (4.6)
(4.6)
g – коэффициент, учитывающий проходы и проезды = 3.
4.1.2 Удельные капитальные вложения в оборудование (капитальные вложения на изготовление одной детали) рассчитываются для двух сравниваемых вариантов сварки изделия:![]() =
= (4.7)
(4.7)
![]() (4.8)
(4.8)
4.2 Расчет себестоимости механической обработки детали по базовому и проектному вариантам
4.2.1 Затраты на материалы за вычетом отходов
ЗМ = ![]() ∙
∙ ![]() ∙
∙ ![]() –
– ![]() ∙
∙ ![]() (4.9)
(4.9)
![]() – норма расхода материала на изготовление одной детали (масса заготовки), кг;
– норма расхода материала на изготовление одной детали (масса заготовки), кг;
![]() – цена одного кг материала, руб.;
– цена одного кг материала, руб.;
![]() - коэффициент транспортно-заготовительных расходов = 1,05;
- коэффициент транспортно-заготовительных расходов = 1,05;
![]() - норма отходов материала при изготовлении детали, кг;
- норма отходов материала при изготовлении детали, кг;
![]() - цена одного кг отходов материала, руб.
- цена одного кг отходов материала, руб.
4.2.2 Затраты на технологическую энергию
Затраты на электроэнергию, необходимую для выполнения технологического процесса механической обработки детали, рассчитываются исходя из мощности оборудования:
 (4.10)
(4.10)
где ![]() - количество станков на i‑той операции, шт.;
- количество станков на i‑той операции, шт.;
![]() – мощность станка на i‑той операции, кВт (см. приложение 4);
– мощность станка на i‑той операции, кВт (см. приложение 4);
![]() – машинное время работы станка при обработке одного изделия на i‑той операции, мин. (см. приложение 2);
– машинное время работы станка при обработке одного изделия на i‑той операции, мин. (см. приложение 2);
ή – коэффициент полезного действия станка = 0,8;
![]() – коэффициент загрузки электродвигателей станка по мощности = 0,75;
– коэффициент загрузки электродвигателей станка по мощности = 0,75;
![]() - коэффициент загрузки электродвигателей станка по времени = 0,7;
- коэффициент загрузки электродвигателей станка по времени = 0,7;
![]() – коэффициент одновременной работы электродвигателей станка = 1;
– коэффициент одновременной работы электродвигателей станка = 1;
![]() - коэффициент потерь электроэнергии в сети завода = 1,05;
- коэффициент потерь электроэнергии в сети завода = 1,05;
Ц эл.эн. – цена 1 кВт·часа электроэнергии, руб.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев