Краткие теоретические сведения
Организация поточных линий
Классификация затрат на производство продукции
Расчет экономической эффективности капитальных вложений
Общие положения по выполнению и оформлению курсовой работы
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Расчет заделов на поточной линии
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Затраты на содержание и эксплуатацию технологического оборудования
Затраты на заработную плату основных производственных рабочих с отчислениями на социальные нужды
Полная себестоимость механической обработки детали
Расчет снижения трудоёмкости и повышения производительности труда в проектном варианте обработки детали
Навигация
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Организация производства и менеджмент
53212
знаков
5
таблиц
3
изображения
3.1.2 Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
(для базового и проектного вариантов)
![]() (3.5)
(3.5)
где ![]() – расчетное число единиц оборудования на i‑ой операции, шт.;
– расчетное число единиц оборудования на i‑ой операции, шт.;
![]() – штучное время выполнения i‑ой операции, мин.
– штучное время выполнения i‑ой операции, мин.
Принятое (целое) количество единиц оборудования ![]() на i‑ой операции определяется путем округления дробного числа единиц оборудования до ближайшего бόльшего целого числа. Допускается небольшая перегрузка рабочих мест, но не более чем на 10 %.
на i‑ой операции определяется путем округления дробного числа единиц оборудования до ближайшего бόльшего целого числа. Допускается небольшая перегрузка рабочих мест, но не более чем на 10 %.
Например, ![]() = 3,2 » 4 (шт.);
= 3,2 » 4 (шт.); ![]() = 3,02 » 3 (шт.).
= 3,02 » 3 (шт.).
Определение коэффициента загрузки оборудования на каждой операции производится по формуле:
 (3.6)
(3.6)
Средний коэффициент загрузки определяется:
 (3.7)
(3.7)
где m – количество операций на поточной линии.
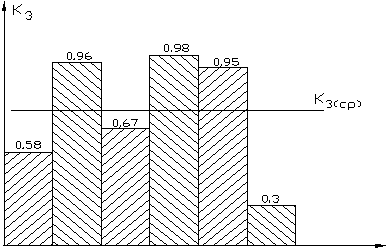
Рис. 1. График загрузки оборудования по операциям (строится для базового и проектного вариантов)
По итогам расчетов составляются сводные таблицы для базового и проектного вариантов:
Таблица 3.1 – Базовый вариант обработки детали
| № |
| r |
|
|
|
Таблица 3.2 – Проектный вариант обработки детали
| № |
| r |
|
|
|
|
|
|
|
|
|
|
3.1.3 Определение вида поточной линии и необходимого количества рабочих-операторов на поточной линии
В зависимости от полученных результатов загрузки рабочих мест, синхронизации операций и других условий производства определяется вид поточной линии (непрерывно – поточная или прерывно – поточная).
Синхронизация – это процесс согласования длительности операций с тактом поточной линии. Синхронизация определяется по формуле:
![]() (3.8)
(3.8)
Если условие синхронности выполняется, то линия непрерывно-поточная.
Если этого равенства нет, то линия относится к прерывно-поточной т. е. вследствие разной трудоемкости операций и использования разнотипного оборудования для обеспечения ритмичной работы линии необходимо создание межоперационных оборотных заделов.
Определение необходимого количества рабочих-операторов на поточной линии производится на основании загрузки рабочих мест по операциям с учетом возможного многостаночного обслуживания и совмещения операций.
Норма возможного многостаночного обслуживания определяется на операциях, где количество рабочих мест больше одного по формуле:
![]() (3.9)
(3.9)
![]() (3.10)
(3.10)
где ![]() – машинно-автоматическое время работы на любом из обслуживаемых станков, мин. (см. приложение 2);
– машинно-автоматическое время работы на любом из обслуживаемых станков, мин. (см. приложение 2);
![]() – вспомогательное время обслуживания станка, мин;
– вспомогательное время обслуживания станка, мин;
![]() – время на переход от станка к станку = 0,03 мин.
– время на переход от станка к станку = 0,03 мин.
![]() – время на фиксирование внимания = 0,25 мин.
– время на фиксирование внимания = 0,25 мин.
![]() – время заблаговременной явки = 0,5 мин.
– время заблаговременной явки = 0,5 мин.
При условии, когда![]() < 0,4 мин, от многостаночного обслуживания отказываются.
< 0,4 мин, от многостаночного обслуживания отказываются.
Дробное количество станков, предназначенных для обслуживания одним рабочим, т. е. ![]() округляется до ближайшего бóльшего целого числа.
округляется до ближайшего бóльшего целого числа.
Для проверки правильности возможного многостаночного обслуживания строится график загрузки рабочего времени.
Для определения необходимого числа рабочих на линии с учетом многостаночного обслуживания, составляем график – регламент работы оборудования.
| № операции |
|
|
| Номер рабочего-оператора |
| |||||||||||||
|
| 01 02 03 04 050,58060,6707 08 09 1 | |||||||||||||||||
| 5,8 | 2 | 0,58 | 1 |
| |||||||||||||
| 9,6 | 2 | 0,96 | 2 | ||||||||||||||
| 3,35 | 1 | 0,67 | 3 |
| |||||||||||||
| 4 | 2,0 | 1 | 0,4 | 1 |
| |||||||||||||
| 14,7 | 3 | 0,98 | 4,5 | ||||||||||||||
| 4,75 | 1 | 0,95 | 6 | ||||||||||||||
|
| 1,5 | 1 | 0,3 | 3 |
| |||||||||||||
| 11 |
| |||||||||||||||||
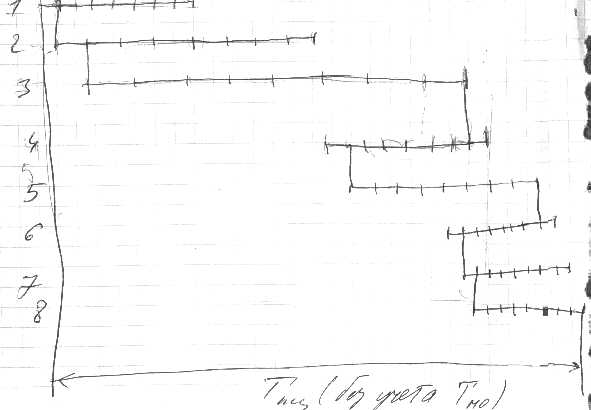
Рис. 2. График – регламент работы оборудования (строится для базового и проектного вариантов)
На данном графике определяется также возможность совмещения операций на поточной линии рабочими-операторами. Если рабочие не загружены полностью работой, то для более рационального использования рабочего времени необходимо применять совмещение операций.
Из данного графика видно, что 11 единиц оборудования на линии будут обслуживать 6 человек в одну смену.
Общее количество рабочих с учетом работы в две смены и отпусков будет равно:
![]() , (3.11)
, (3.11)
где ![]() – плановый процент потерь времени на отпуск рабочих = 12 %.
– плановый процент потерь времени на отпуск рабочих = 12 %.
S – число рабочих смен.
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев