Краткие теоретические сведения
Организация поточных линий
Классификация затрат на производство продукции
Расчет экономической эффективности капитальных вложений
Общие положения по выполнению и оформлению курсовой работы
Определение необходимого количества единиц оборудования на каждой операции поточной линии и коэффициентов их загрузки
Расчет заделов на поточной линии
Экономическое обоснование совершенствования технологических операций механической обработки деталей
Затраты на содержание и эксплуатацию технологического оборудования
Затраты на заработную плату основных производственных рабочих с отчислениями на социальные нужды
Полная себестоимость механической обработки детали
Расчет снижения трудоёмкости и повышения производительности труда в проектном варианте обработки детали
Навигация
Расчет заделов на поточной линии
Организация производства и менеджмент
53212
знаков
5
таблиц
3
изображения
3.1.4 Расчет заделов на поточной линии
А) Расчет транспортного задела на поточной линии:
![]() = m × p (3.12)
= m × p (3.12)
где р – размер транспортной партии, шт.;
m – количество операций на линии.
Б) Расчет технологического задела на поточной линии:
![]() (3.13)
(3.13)
В) Расчет страхового задела на поточной линии:
![]() (3.14)
(3.14)
где ![]() – программа запуска деталей в смену;
– программа запуска деталей в смену;
![]() – коэффициент, характеризующий величину временного снижения производительности линии, равен 0,1.
– коэффициент, характеризующий величину временного снижения производительности линии, равен 0,1.
![]() (3.15)
(3.15)
![]() , (3.16)
, (3.16)
где ![]() – количество рабочих дней в году;
– количество рабочих дней в году;
S – количество смен работы поточной линии.
Г) Расчет межоперационных оборотных заделов
Межоперационный оборотный задел возникает вследствие различной трудоемкости смежных операций. Межоперационный оборотный задел – это количество деталей, накапливающееся между смежными операциями, имеющими различную продолжительность.
Перед расчетом межоперационных оборотных заделов необходимо построить график работы оборудования для каждой смежной пары операций, расчленив время операций на фазы, в течение которых не происходит изменений в одновременной работе станков на смежных операциях.
Расчет заделов между 1‑й и 2‑й операциями
| № опер. |
|
|
|
01 02 03 04 05 06 07 08 09 1 |
| 1. | 5,8 | 2 | 0,58 |
|
| 2. | 9,6 | 2 | 0,96 |
FI FII FIII |
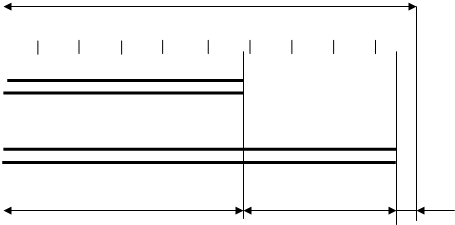
Расчет длительности каждой фазы (F) производим по формуле:
![]() (3.17)
(3.17)
где j – порядковый номер фазы;
![]() – период комплектования задела на линии (в нашем примере
– период комплектования задела на линии (в нашем примере ![]() = 210).
= 210).
FI = 210 × 0,58 = 121,8 » 122 мин.
FII = 210 × (0,96 – 0,58) = 210 × 0,38 = 79,8 » 80 мин.
FIII = 210 – (122 + 80) = 8 мин.
На I фазе на 1й операции работают 2 станка, на 2й операции работают 2 станка.
На II фазе на 1й операции станки простаивают, на 2й операции работают 2 станка.
На III фазе на 1й и 2йоперациях станки простаивают.
Расчет изменения величины межоперационного задела в течение любой фазы производится по формуле:
![]() (3.18)
(3.18)
где ![]() – количество работающих станков на предыдущей операции в течение данной фазы;
– количество работающих станков на предыдущей операции в течение данной фазы;
![]() – количество работающих станков на последующей операции в течение данной фазы.
– количество работающих станков на последующей операции в течение данной фазы.
Для данного примера:
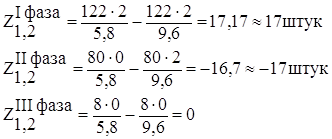
Если результат получен со знаком «+», это значит, что на данной фазе, вследствие меньшей трудоемкости или большего количества станков, на первой операции возникает положительный задел. Эпюра задела на графике возрастает от 0 до максимальной величины (рис. 3).
Похожие работы
... планирование и управление предприятием машиностроения. М.: Машиностроение, 1982. - 544 с. Приложение 1. ВОПРОСЫ по курсу 5404 “ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И МЕНЕДЖМЕНТ В МАШИНОСТРОЕНИИ” (для спец. 1201). Раздел 1: Организация машиностроительного производства. · Предприятие как сложная производственная система. Основные элементы производственной системы. · Производственный процесс ...
... . Чем более предприятие специализировано, тем больше возможностей для создания узкоспециализированных цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данной курсовой работы является проектирование производственного участка цеха машиностроительного предприятия. II. Производственные расчеты. 2.1. Расчет количества ...
... на маркетинговую стратегию предприятия. Анализ рисков соответсвенно проводится тоже не полностью, а рассматриваются только риски связанные с внедрением инновации и т. д. В целом, можно сказать, что технико-экономическое обоснование проекта или ТЭО, представляет собой уменьшенную версию бизнес-плана, в которой рассматривается не весь бизнес целиком, а только его часть. 1.Производственный план ...


... : Сибирское соглашение, 2002. 16. Управление организацией: Учебник/ Под. ред. А. Г. Поршнева, 3. П. Румянцевой и Н. А. Саломатина. 3-е изд. ‑ М.: ИНФРА-М, 2002. 17. Фатхутдинов Р.А. Организация производства: Учебник. – 2-е изд., перераб. и доп. –М.:ИНФА-М, 2005. 5 Коммерческие и информационные механизмы развития промышленного предприятия 5.1 Роль лизинга в развитии ...
0 комментариев