Анализ основных технико-экономических показателей
Анализ эффективности использования производственных ресурсов
Анализ качества и конкурентоспособности продукции
Анализ внешней конкурентной среды
Анализ себестоимости по статьям калькуляции
Комплексный анализ эффективности производства
Характеристика изделия
После заготовительного производства
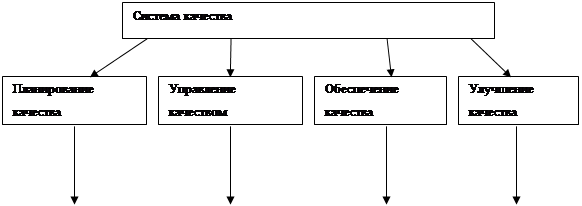
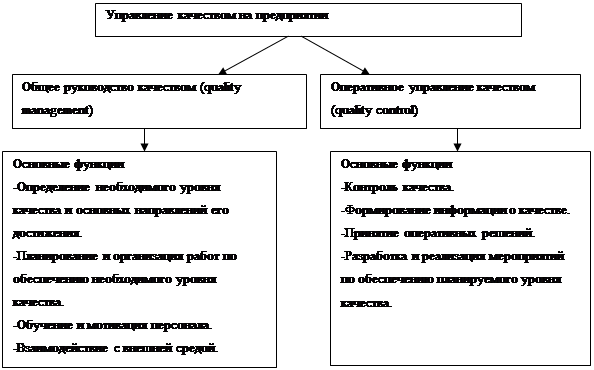
Система качества как один из основных факторов увеличения объёмов реализации продукции
Расчет дополнительной прибыли от увеличения объёма реализации продукции
Расчёт дополнительной прибыли от роста цены продукции
Цели и решаемые задачи
Мероприятия по безопасности труда и сохранению работоспособности
Создания рационального освещения
Обеспечение электро- и пожаробезопасности
Суммарная эффективность мероприятий за весь их жизненный цикл
Финансирование внедрения мероприятий и возврата заёмных средств
Навигация
Характеристика изделия
Пути повышение качества продукции
117528
знаков
63
таблицы
5
изображений
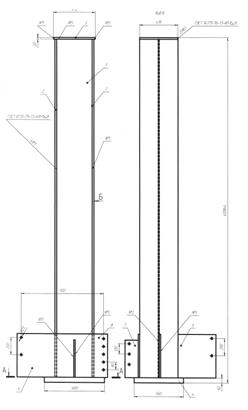
2.1 Характеристика изделия
Колоннами называются, высокие вертикальные опоры и являяются строительным элементом. Они применяются в качестве промежуточных опор перекрытий больших пролетов, вертикальных элементов каркасов здания, опор эстакад и рабочих площадок , опор трубопроводов.
Она представляет собой сварную конструкцию состоящая из трех основных частей: стержня, оголовка, базы. Стержень собирается из листа (поз2)к которому приваривается стенки (поз1),при помощи сварки, оголовок (поз3) и опорная плита (поз4) соединяются с торцами стержня при помощи сварки ,косынки (поз 5,6,7,8) соединяются с стержнем и опорной плитой при помощи сварки
Колонна эксплуатируется в неактивной среде и испытывает статическую и ударную нагрузку, при интервале температуры окружающей среды от -40°С до +40°С, она пожаро и взрывобезопасна, отрицательного действия на окружающую среду не оказывает.
Габаритные размеры конструкции: (длина Х ширина) (4008 Х 680)мм, вес 995,9 кг
Конструкция сварной колонны технологична, так как имеется возможность расчленить ее на отдельные узлы и детали, обеспечивающие сборку и сварку с применением приспособлений, автоматической и полуавтоматической сварки, что значительно повышает производительность труда при одновременном обеспечении хорошего качества сварных швов.
Деталями и узлами, на которые я расчленяю конструкцию, являются:
Узел 1: поз.1(1 шт.) + деталь поз. 2 (2 шт.)
Узел 2: узел 1+поз.3(1 шт.)+поз. 4 (1 шт.)
Узел 3:узел 2 + поз. 5 (2 шт.)+поз. 6 (1 шт.)+поз. 7(1 шт.)+поз.8 (1шт)
Общий вид конструкции.
В серийном типе производства номенклатура выпускаемых изделий ограниченная и достаточно устойчивая. Изготовление изделий производят периодически повторяющимися сериями на специальных участках, на переменно-поточных линиях с преимущественно применением универсального оборудования. Характерно применение простой и комбинированной оснастки с ручной или механизированной подачей листов. Используют общецеховой и напольный транспорт.
2.2 Существующий процесс сборо-сварки
Колона К-А (У) 2-3 строительная изготавливается на ОАО «КЗМК»
В связи с тем, что колонна эксплуатируется в неактивной среде и воспринимает статические, ударные нагрузки, наиболее подходящей сталью для основного материала является Сталь 09Г2С ГОСТ19282-73 и сталь углеродистая обыкновенного качества марки Ст3пс6,она изготавливается по ГОСТ 380-2005 и имеет следующие химические и механические свойства.
Таблица 2.1-Химический состав марки стали Ст3пс6 ГОСТ 380-2005
| Массовая доля элементов, % | |||||||||
| Углерод | Марганец | Кремний | Хром | Сера | Фосфор | Никель | Медь | Азот | Мышьяк |
| 0,14-0,22 | 0,40-0,65 | 0,05-0,15 | Не более | ||||||
| 0,30 | 0,05 | 0,04 | 0,30 | 0,30 | 0,01 | 0,08 | |||
Существующий техпроцесс сборки предусматривает:
-Изготовление всех деталей из листового проката;
-Вырезка заготовок производится по разметке с помощью гильотинных ножниц и кислородно-ацетиленовой резки.
-Сборка и сварка производится методом наращивания, а не поузловой;
-Применяется ручная дуговая сварка плавящим электродом при сборки узлов
Сварка плавящимся электродом в углекислом газе, и сварка под флюсом получила широкое распространение в нашей стране, и за рубежом для изготовления конструкций из углеродистых, и низколегированных сталей.
Сварка в углекислом газе не лишена недостатков, основные из них являются:
-повышенное разбрызгивание расплавленного металла. Брызги засоряют сопло, что может вызвать образование пор в шве вследствие нарушения защиты. Они привариваются к основному металлу и требуют последующей зачистки;
-характерная бугристость шва с более резким переходом к основному металлу, чем под флюсом;
-узкое и глубокое проплавление основного метала при сварки на больших токах, препятствующих дегазации металла шва и способствующее образованию горячих трещин.
-Применяется ручная дуговая сварка плавящим электродом, при сборки узлов что дает низкую производительность труда, сильное разбрызгивание, низкую культуру производства. Брак при таком способе сборо-сварки составляет 3,4% от объёма произведённой продукции.
2.3 Предлагаемый процесс сборо-сварки колонны
Характеристика внедряемого процесса
Конструкция строительной колонны имеет короткометражные и прямолинейные швы различной протяженности. Поэтому рационально применение механизированного способа сварки в среде защитного газа вместо ручной дуговой сварки покрытым электродом.
Существует ряд преимуществ указанного способа сварки перед ручной дуговой (высокая производительность, низкая стоимость, минимальные затраты времени на освоение, широкая возможность механизации и автоматизации). А также перед полуавтоматической сваркой под флюсом (возможность сварки в различных пространственных положениях, наблюдение за ванной и дугой).
Проведя анализ достоинств и недостатков, указанных выше способов сварки, я выбрал сварку в смеси защитных газов (углекислого газа и аргона). Состав смеси 75%СО2 +25%Ар является оптимальной по формированию и внешнему виду шва, а также по сопротивляемости против образования горячих трещин.
В настоящее время для выполнения такого рода сварочных работ на рынке присутствует большое количество моделей оборудования как российских, так и зарубежных производителей. Проведя анализ из технических характеристик, я выбрал источник питания модели ПДГО-512 «Урал» с выпрямителем ВДУ 505-1 и АДФ 1202 УЗ с выпрямителем ВДУ 1201 УЗ.
Так как основным материалом сварной конструкции является Ст3пс6 и Сталь 09Г2С, обладающая хорошей свариваемостью, то можно применять ряд различных сред: в среде углекислого газа, в смеси углекислого газа и аргона и в смеси углекислого газа и кислорода, то предпочтительнее использовать смеси углекислого газа и аргона.
Сборка изделия
Конструкция колонны предпочтительнее собирать в приспособлении, позволяющие значительно повысить производительность труда и улучшить качество сборки.
Заготовительные операции и оборудование для них произвожу исходя из, марки стали заданной сварной конструкции, конфигурации и размеров детали, годовой программы выпуска изделий.
Для изготовления деталей, составляющие узлы строительной колонны выбираю следующее оборудование:
- Гильотинные ножницы Н 3223
- Газорезательная машина «огонек» ШКМ-1-(6-1)
- Вертикально-сверлильный станок 2А125
Таблица 2.2 - ведомость расхода материала на конструкции
| № п/п | Наименование материала | Количество на изделие | Расход материала Р = Мд * Крм , кг | ||||||
| 1 | | 1 | Р=148*1,06*1=156,8 | ||||||
| 2 |
| 2 | P=268,5*1,01*2=542,3 | ||||||
| 3 | | 1 | P=32,2*1,02*1=32,5 | ||||||
| 4 | | 1 | P=8*1,03*1=8,2 | ||||||
| 5 | | 2 | Р=27,2*1,07*2=58,2 | ||||||
| 6 |
| 1 | Р=27*1,04*1=28,08 | ||||||
| 7 | | 1 | Р=8*1,03*1=8,24 | ||||||
| 8 | | 1 | P=10*1,01*1=10,1 | ||||||
| Итого: | 1048,25 | ||||||||
Масса изделия составляет 995,9 кг
Отход составил 52,35 кг
Сборка под сварку является наиболее трудоемкой и важнейшей операцией технологического процесса. Хорошее качество сборки - первое необходимое условие для достижения качества сварки. При выполнении сборочных операций необходимо точно выдерживать проектные размеры, обеспечивать точное расположение деталей, входящих в колонну.
Цикл производства изделий состоит из множества технологических операций. Технологии автоматизации некоторых из них хорошо известны и давно применяются на практике. Однако существует целый класс операций, которые практически никак не автоматизировались – операции зачистки. Для улучшения качества сварных швов предлагается также автоматизированная зачистка на заготовительных операциях.
Из рисунка 1 видно, что зачистные операции – промежуточные, и от их качества зависит качество всего изделия, любой брак на данном этапе критичен и выявить его непросто.
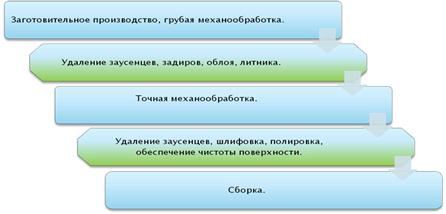
Рис. 2.1. Некоторые этапы производства изделия
Даже если все остальное производство автоматизировано, наличие участка ручного труда сводит на нет многие преимущества такой автоматизации. Становится невозможно достичь стабильных показателей выпуска продукции, а процент брака существенно завышен по сравнению с полностью автоматизированным производством.
Предлагается на участке на операции зачистки применить автоматизированное оборудование по зачистке CNC-Flexicut.
Преимущества CNC-Flexicut перед ручной обработкой:
![]() Надежность: Детали, обработка которых прошла на Flexicut, не требуют дополнительного контроля.
Надежность: Детали, обработка которых прошла на Flexicut, не требуют дополнительного контроля.
![]()
![]() Повторяемость: Качество обработки всегда остается постоянным и не снижается с течением времени;
Повторяемость: Качество обработки всегда остается постоянным и не снижается с течением времени;
![]()
![]() Высокая производительность и пунктуальность: Нет перерывов в обработке и необходимость присутствия работника;
Высокая производительность и пунктуальность: Нет перерывов в обработке и необходимость присутствия работника;
![]()
![]() Простота планирования: Известно время обработки каждой детали;
Простота планирования: Известно время обработки каждой детали;
![]()
![]() Безопасность: Устранение травмоопасного, грязного, вредного для здоровья рабочего места.
Безопасность: Устранение травмоопасного, грязного, вредного для здоровья рабочего места.
На рис. 2.1 можно выделить две основных стадии применения технологии:
Похожие работы


... Стандарты являются основным элементом CALS. Стандарты CALS описывают: правила электронного представления данных об изделиях, среде и процессах, правила обмена этими данными. 3. пути повышения качества продукции на чуп «универсал бобруйск» 3.1. Мероприятия по снижению брака на предприятии за счёт модернизации оборудования Из анализа проведённого во 2-й главе выявлены некоторые дефекты ...
... разнообразные рычаги воздействия на субъекты хозяйственной деятельности и целые отрасли и выступает не только в роли координатора развития народного хозяйства, но и партнера в бизнесе. 3.2 Пути повышения качества продукции на ОАО «Нижнекамскшина» Перед шинной промышленностью России стоит нелегкий выбор: полностью прекратить свое существование в ближайшие пять-десять лет или предпринять ...
... только в том случае, если качество продукции растет более быстрыми темпами, чем темпы снижения объема выпуска и реализации продукции. На практике такой подход к определению эффективности производства от улучшения качества не применяется, так как он труднореализуем по многим причинам. Для определения экономической эффективности от улучшения качества продукции необходимо учитывать следующее: 1) ...
... прав потребителей, товаропроизводителей, другими общественными организациями относительно проблем безопасности и качества продукции. Реализация концепции даст возможность создать и постепенно внедрить системы управления и механизмы координации работ по разработке и выполнению программ обеспечения и повышения безопасности, качества и конкурентоспособности продукции, создать условия и механизмы ...
0 комментариев