Навигация
Способы закрепления заготовок на станке
89155
знаков
4
таблицы
30
изображений
2.5.7 Способы закрепления заготовок на станке
Способ установки и закрепления заготовок на станке выбирают в зависимости от размеров, жесткости и требуемой точности обработки. Заготовки при l/d<4 (где l — длина обрабатываемой детали, d — ее диаметр) закрепляют в патроне, при 4 < l/d — в центрах или в патроне с поджимом задним центром, при l/d > 10 в центрах станка или в патроне и центре задней бабки с поддержкой люнетом.
Заготовку на токарном станке обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки для последующей обработки в центрах на шлифовальном станке.
Заготовки закрепляют в центрах с применением токарных оправок 2 (рис. 7), которые устанавливают в предварительно обработанное отверстие заготовки. На среднюю часть оправки 2 (рис. 7, а), выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 1. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой с тем, чтобы не повредить торцы оправки и центровые отверстия. Лыска 3 оправки служит опорой для болта, которым закрепляют хомутик. При базировании по этому способу положение всех обрабатываемых заготовок 4 вдоль оси оправки 1 не одинаково и зависит от отклонений размеров отверстия.
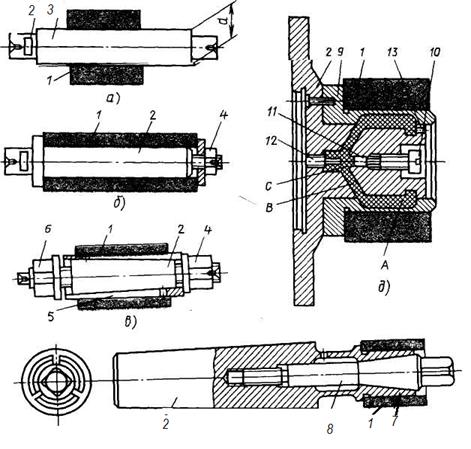
Рисунок 7 Токарные оправки (а, б, в, г, д)
Заготовку 1 можно закрепить на цилиндрической оправке 2 с помощью гайки 4 и быстросменной шайбы (рис. 7, б). Наружный диаметр гайки 4 обычно меньше посадочного диаметра оправки, что позволяет значительно сократить время на смену заготовки. При этом способе базирования точность обработки снижается, так как деталь устанавливается на оправку с зазором.
Когда отверстия заготовки имеют значительно большие отклонения диаметру, применяют разжимные (цанговые) оправки (рис. 7, в). Цанга 5 представляет собой втулку, внутренняя поверхность которой коническая, а наружная, предназначенная для базирования закрепляемой заготовки 1,— цилиндрическая.
Цангу 5 с заготовкой 1 перемещают и закрепляют на оправке 2 c гайкой 4, а освобождают противолежащей гайкой 6, предварительно ослабив гайку 4. Пружинящие свойства цанги 5 обеспечиваются наличием продольных прорезей с обоих торцов.
Шпиндельнуюоправку 2 (рис. 7, г) конусной поверхностью устанавливают в шпиндель станка. Заготовку 1 устанавливают на посадочную с прорезями цилиндрическую поверхность 7. Натяг между цилиндрической частью 7 оправки 2 и обрабатываемой заготовкой 1 создают болтом 8 с конической головкой.
Для закрепления деталей могут быть применены оправки с упругой оболочкой (рис. 7, д). Корпус оправки 2 крепится к фланцу шпинделя станка. На корпусе закрепляется втулка 9, канавки которой вместе с канавками корпуса образуют полости А, В, С, заполняемые гидропластом. При вращении винта 10 плунжер 11 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 9 под давлением гидропласта деформируется, увеличивая посадочный диаметр втулки и создавая натяг при закреплении заготовки 1. Упор 12 ограничивает перемещение плунжера 11, а пробка 13 закрывает отверстие, через которое выходит воздух при заполнении полостей оправки гидропластом.
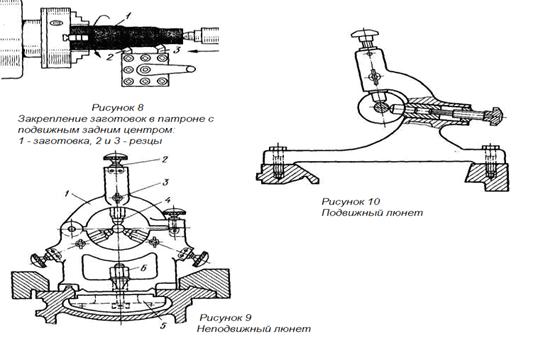
Для заготовок при длине выступающей части из кулачков патрона более 2— 3 диаметров в качестве второй опоры используют задний центр (рис. 8). Предварительно закрепленную в патроне заготовку поджимают задним центром и окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей части из патрона составляет 12—15 диаметров и более, в качестве дополнительной опоры применяют неподвижные и подвижные люнеты.
Неподвижныйлюнет (рис. 9) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 неподвижного люнета откидная, что позволяет снимать и устанавливать заготовки на кулачки или ролики 4 люнета, которые служат опорой для обрабатываемой заготовки и поджимаются к детали винтами 2, после установки заготовки винты 2 фиксируют болтами 3. На заготовке, в местах установки роликов люнета, протачивают канавку. Проточку обычно выполняют посередине заготовки.
Подвижный люнет (рис. 10) крепится на каретке суппорта и перемещается при обработке вдоль детали. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки. Третьей опорой является резец.
Для обработки заготовок часто применяют планшайбы. Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка (рис. 11, а). Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбах с помощью сменных наладок и прихватов.
Заготовку 4 типа кольца устанавливают на опорную втулку 3 и закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7 при обработке наружных поверхностей, а при обработке внутренних поверхностей — прихватами 9.
На рис. 11, б показано закрепление заготовки 4 типа кронштейна. Ее устанавливают на угольнике 10 по центрирующим пальцам 11 и закрепляют откидным зажимом 12. Возникающий при этом дисбаланс устраняют противовесом 13. На рис. 11, в, г показано закрепление заготовок 4 (типа колец, крышек, фланцев и т.п.), которые крепятся к планшайбе 2 прихватами 9.
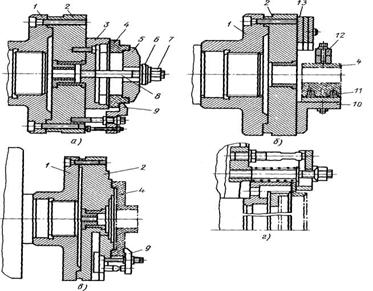
Рисунок 11 Примеры применения планшайб
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев