Навигация
Геометрические параметры режущей части резцов
89155
знаков
4
таблицы
30
изображений
2.4.2 Геометрические параметры режущей части резцов
Режущая часть резца имеет форму клина, заточенного под определенным углом. Для определения углов резца устанавливаются исходные плоскости: плоскость резания и основная плоскость.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через главную режущую кромку; на рисунке 3 показан след этой плоскости.
Основной плоскостью называется плоскость, параллельная продольному (параллельно оси заготовки) и поперечному (перпендикулярно к оси заготовки) перемещению. У токарных резцов с призматическим телом за эту плоскость может быть принята нижняя (опорная) поверхность резца.
Главные углы резца измеряются в главной секущей плоскости, т. е. в плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость. К главным углам резца относятся задний угол, угол заострения, передний угол и угол резания (см. рис. 3).
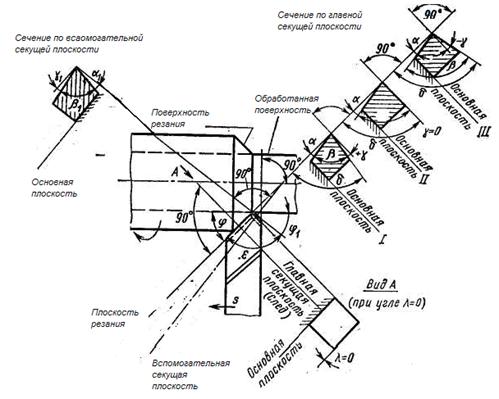
Рисунок 3. Поверхности заготовки и углы резца.
Главным задним углом ![]() называется угол между касательной к главной задней поверхности резца в рассматриваемой точке режущей кромки и плоскостью резания. При плоской задней поверхности резца можно сказать, что
называется угол между касательной к главной задней поверхности резца в рассматриваемой точке режущей кромки и плоскостью резания. При плоской задней поверхности резца можно сказать, что ![]() — угол между главной задней поверхностью резца и плоскостью резания. Задние углы уменьшают трение задних поверхностей инструмента о поверхность резания и обработанную поверхность.
— угол между главной задней поверхностью резца и плоскостью резания. Задние углы уменьшают трение задних поверхностей инструмента о поверхность резания и обработанную поверхность.
Углом заострения ![]() называется угол между передней и главной задней поверхностями резца.
называется угол между передней и главной задней поверхностями резца.
Главным передним углом ![]() называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания проходящей через главную режущую кромку. Он может быть положительным (+
называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания проходящей через главную режущую кромку. Он может быть положительным (+![]() ), когда передняя поверхность направлена от плоскости, перпендикулярной плоскости резания (см. рис. 3, I); равным нулю, когда передняя поверхность перпендикулярна к скости резания (см. рис. 3,II), и отрицательным (-
), когда передняя поверхность направлена от плоскости, перпендикулярной плоскости резания (см. рис. 3, I); равным нулю, когда передняя поверхность перпендикулярна к скости резания (см. рис. 3,II), и отрицательным (-![]() ), когда передняя поверхность направлена вверх от плоскости, перпендикуляной плоскости резания (см. рис. 3,III). Положительный перед-угол делается для облегчения процесса резания (стружкообразования) и более свободного схода стружки по передней поверхно-1. Однако на практике угол +
), когда передняя поверхность направлена вверх от плоскости, перпендикуляной плоскости резания (см. рис. 3,III). Положительный перед-угол делается для облегчения процесса резания (стружкообразования) и более свободного схода стружки по передней поверхно-1. Однако на практике угол +![]() не всегда оказывается лучшим, и приходится уменьшать (до 0, а иногда делать и отрицательным).
не всегда оказывается лучшим, и приходится уменьшать (до 0, а иногда делать и отрицательным).
Углом резания ![]() называется угол между передней поверхностью резца и плоскостью резания.
называется угол между передней поверхностью резца и плоскостью резания.
Кроме рассмотренных главных углов, резец характеризуется углами: вспомогательными задним и передним в плане и наклона главной режущей кромки (рис. 3 и 4).
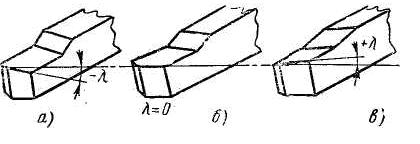
Рисунок 4. Углы наклона главной режущей кромки резца.
Вспомогательным задним углом ![]() называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной скости. Вспомогательный задний угол измеряется во вспомогательной секущей плоскости, перпендикулярной проекции вспомогательной режущей кромки на основную плоскость. В этой же плоскости рассматривается и вспомогательный передний угол
называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной скости. Вспомогательный задний угол измеряется во вспомогательной секущей плоскости, перпендикулярной проекции вспомогательной режущей кромки на основную плоскость. В этой же плоскости рассматривается и вспомогательный передний угол ![]() .
.
Главным углом в плане ![]() называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Угол
называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Угол ![]() делается дли того, чтобы главная режущая кромка могла воздействовать на глубину срезаемого слоя; он влияет на износостойкость резца.
делается дли того, чтобы главная режущая кромка могла воздействовать на глубину срезаемого слоя; он влияет на износостойкость резца.
Вспомогательным углом в плане ![]() называется угол между проекцией вспомогательной режущей кромки на основную плоскость направлением подачи; он делается для исключения трения на большей части вспомогательной режущей кромки.
называется угол между проекцией вспомогательной режущей кромки на основную плоскость направлением подачи; он делается для исключения трения на большей части вспомогательной режущей кромки.
Углом при вершине в плане ![]() называется угол между проекциями режущих кромок на основную плоскость; в сумме
называется угол между проекциями режущих кромок на основную плоскость; в сумме ![]() .
.
Углом наклона главной режущей кромки ![]() называется угол, заключенный между режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости (см. рис. 3 и 4). Угол наклона главной режущей кромки считается отрицательным, когда вершина резца является наивысшей точкой режущей кромки (рис. 4, а); равным нулю — при главной режущей кромке, параллельной основной плоскости (рис. 4, б), и положительным, когда вершина резца является наинизшей точкой режущей кромки (рис. 4, в). Угол
называется угол, заключенный между режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Этот угол измеряется в плоскости, проходящей через главную режущую кромку перпендикулярно к основной плоскости (см. рис. 3 и 4). Угол наклона главной режущей кромки считается отрицательным, когда вершина резца является наивысшей точкой режущей кромки (рис. 4, а); равным нулю — при главной режущей кромке, параллельной основной плоскости (рис. 4, б), и положительным, когда вершина резца является наинизшей точкой режущей кромки (рис. 4, в). Угол ![]() делается для изменения направления стружки; он влияет на прочность головки резца и режущей кромки.
делается для изменения направления стружки; он влияет на прочность головки резца и режущей кромки.
Указанные углы резца, а также форма передней поверхности и форма режущих кромок относятся к геометрическим элементам режущей части инструмента, которые влияют на процесс резания металлов и его производительность.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев