Навигация
2.4.3 Типы токарных резцов
По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбовые и фасонные.
Правый токарный проходной прямой резец с ![]() =45° показан на рис. 5, а, а правый токарный проходной отогнутый резец с
=45° показан на рис. 5, а, а правый токарный проходной отогнутый резец с ![]() =45° — на рис. 5, б. Проходные резцы применяют для обработки заготовки вдоль оси (рис. 5, а и б, поз. I) и для подрезки торца (рис. 5, б, поз. II). К проходным резцам относится и резец, показанный на рис. 6, а, называемый проходным упорным. Его используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол.
=45° — на рис. 5, б. Проходные резцы применяют для обработки заготовки вдоль оси (рис. 5, а и б, поз. I) и для подрезки торца (рис. 5, б, поз. II). К проходным резцам относится и резец, показанный на рис. 6, а, называемый проходным упорным. Его используют при продольном точении с одновременной обработкой торцовой поверхности, составляющей с цилиндрической поверхностью прямой угол.
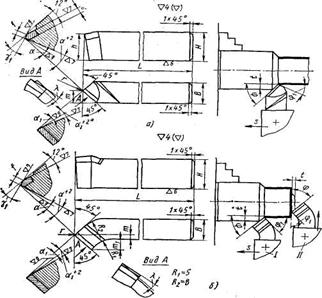
Рисунок 5. Токарные проходные резцы, оснащенные пластинками твердого сплава: а – прямой; б – отогнутый
Подрезные резцы (рис. 6, б) применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения. Для подрезания торца (с поперечной подачей) может быть использован и проходной упорный резец (рис. 6, а), для чего его необходимо повернуть на некоторый угол с целью образования вспомогательного угла в плане ![]() .
.
Токарный расточной резец для обработки сквозных отверстий (угол ![]() =60°, угол
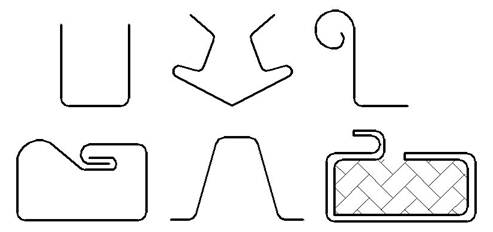
=60°, угол ![]() =30°) приведен на рис. 7, а, а для обработки глухих отверстий (в упор) — на рис. 7, б. Отрезной резец, применяемый для отрезки (разрезки) заготовки, изображен на рис. 8. Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки b, соответствующую ширине прорезаемого паза (канавки). Галтельные резцы применяют для протачивания закругленных канавок (рис. 9, I) и переходных поверхностей.
=30°) приведен на рис. 7, а, а для обработки глухих отверстий (в упор) — на рис. 7, б. Отрезной резец, применяемый для отрезки (разрезки) заготовки, изображен на рис. 8. Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки b, соответствующую ширине прорезаемого паза (канавки). Галтельные резцы применяют для протачивания закругленных канавок (рис. 9, I) и переходных поверхностей.
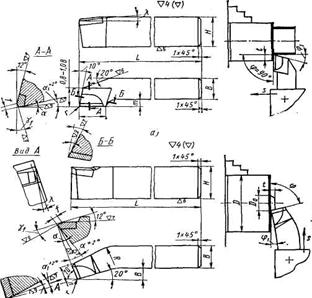
Рисунок 6. Токарные резцы а – проходной упорный; б – подрезной (торцовый)
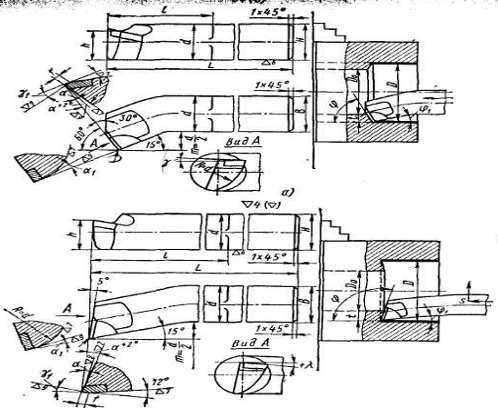
Рисунок 7 Токарные расточные резцы, оснащенные пластинками твердого сплава: а – для обработки сквозных отверстий; б – для обработки глухих отверстий
Резьбовыми резцами нарезают наружную (рис. 9, II) и внутреннюю резьбу.Фасонные резцы используют для обработки фасонных поверхностей (рис. 9, III).
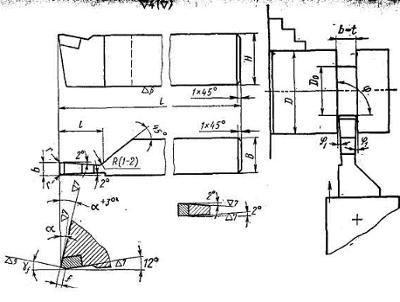
Рисунок 8 Токарный отрезной резец, оснащенный пластинкой твердого сплава
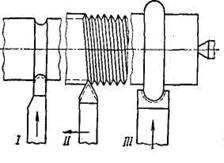
Рисунок 9 Токарные резцы: I – галтельный; II – резьбовой; III - фасонный
2.5 Приспособления
2.5.1 Назначение приспособлений
Приспособления предназначены для расширения технологических возможностей станков, повышения их производительности и точности при обработке заготовок и облегчения условий работы на станке. По назначению приспособления для токарных станков можно разделить на три группы:
1) для закрепления обрабатываемых заготовок;
2) для закрепления режущего инструмента (вспомогательный инструмент);
3) специальные приспособления, расширяющие технологические возможности станков, т. е. позволяющие производить не свойственные им работы (фрезерование, сверление нескольких отверстий и т. д.).
Приспособления для закрепления режущего инструмента и заготовок должны обеспечивать быструю установку, надежность и правильность закрепления. Эти устройства должны быть удобны и безопасны в работе.
Приспособления, вспомогательный и режущий инструменты составляют технологическую оснастку станка.
2.5.2 Основные конструктивные элементы приспособлений
Деталь, закрепленная в приспособлении, должна быть лишена подвижности от начала до конца обработки. Требуемое неподвижное положение обеспечивается установочными и зажимными элементами, между которыми деталь устанавливается и закрепляется. Установочные элементы называют опорами, которые делят на основные и вспомогательные.
Основными называют неподвижные опоры (постоянные, регулируемые и плавающие), координирующие обрабатываемую деталь в приспособлении в трех взаимно перпендикулярных плоскостях.
В качестве постоянных опор при установке заготовок применяют опорные штыри. Регулируемые и плавающие опоры используют при установке заготовок на необработанные или грубо-обработанные поверхности, чтобы уменьшить деформацию нежестких заготовок.
Когда деталь устанавливают в приспособлении по необработанным и неточным поверхностям и если она может принять неправильное или неустойчивое положение, в местах приложения сил резания и сил зажима применяют вспомогательные (подвижные) опоры, которые подводят к детали после того, как деталь займет определенное положение на основных опорах. Число вспомогательных опор определяется конфигурацией и жесткостью обрабатываемой детали, направлением приложения сил резания и зажима.
Зажимные устройства, закрепляя заготовку в приспособлении, обеспечивают прилегание ее базовых поверхностей к основным и вспомогательным опорам приспособления с силой, способной противодействовать силам резания.
Заготовки с наружной цилиндрической поверхностью могут закрепляться в призмах, втулках и кольцах, а с внутренней цилиндрической поверхностью - на оправках и установочных пальцах. Наиболее часто применяют в приспособлениях винтовые зажимные устройства, которые отличаются простотой конструкции, надежностью, универсальностью и самоторможением.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев