Навигация
2.5.3 Кулачковые патроны
На токарных станках применяют двух-, трех- и четырехкулачковые патроны. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления только одной детали. В трех-кулачковых самоцентрирующих патронах закрепляют детали круглой и шестигранной формы или круглые прутки большего диаметра. В четырехкулачковых самоцентрирующих патронах закрепляются прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимов.
Наиболее распространен самоцентрирующий трехкулачковый патрон (рис. 1, а, б). Кулачки 1, 2, 3 перемещаются одновременно по спирали на диске 4, в витки которой заходят кулачки нижними выступами. На обратной стороне диска нарезано коническое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 поворачивается диск 4, который с помощью спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения колес 5 кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь. Кулачки изготовляют обычно трехступенчатыми, для повышения износостойкости их закаливают. Различают кулачки для закрепления заготовок по внутренней и наружной поверхностям. При закреплении заготовки по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
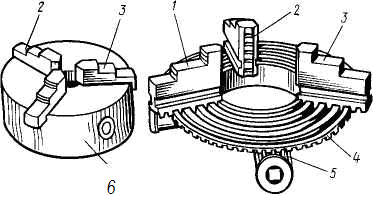
Рисунок 1. Трехкулачковый самоцентрирующийся патрон
2.5.4 Центры
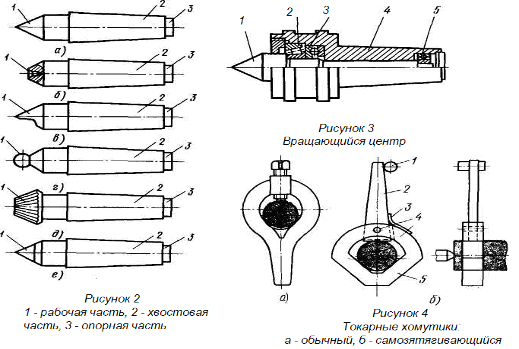
В зависимости от формы и размеров обрабатываемых деталей применяют центры различных типов (рис. 2, а—е). Угол при вершине рабочей части центра (рис. 2, а) обычно равен 60°. Конические поверхности рабочей и хвостовой части центра не должны иметь забоин, так как это приводит к погрешностям при обработке деталей. Диаметр опорной части 3 меньше меньшего диаметра хвостовой части конуса. Это позволяет выбирать центр из гнезда без повреждения конической поверхности хвостовой части.
Центр, показанный на рис. 2, б, служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий имеются наружные конические поверхности с углом при вершине 60°, который входит во внутренний конус центра, названный обратным. Если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 2, в), который устанавливают только в пиноль задней бабки.
Центр со сферической рабочей частью (рис. 2, г) применяют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка.
Центр с рифленой рабочей поверхностью рабочей части (рис. 2, д) используют при обработке заготовок с большим центровым отверстием без поводкового "патрона.
В процессе обработки детали в центрах передний центр вращается вместе с ней и служит только опорой, а задний центр при этом неподвижен. Вследствие нагрева при вращении он теряет твердость и интенсивно изнашивается. Поэтому задний центр изготовляют из углеродистой стали с твердосплавной рабочей частью (рис. 2, г). При обработке с большими скоростями и нагрузками применяют задние вращающиеся центры (рис. 3). В хвостовой части 4 центра на опорах качения 2, 3, 5 вращается ось, на конце которой выполнена рабочая часть 1 центра.
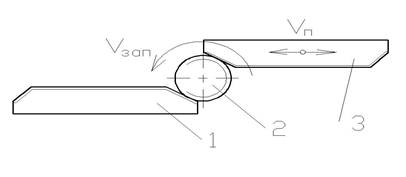
2.5.5 Хомутики
Они предназначены для передачи вращения обрабатываемой детали, установленной в центрах станка. Хомутик надевают на обрабатываемую деталь и закрепляют винтом 1. Хвостовиком 2 хомутик упирается в палец поводкового патрона (рис. 4, а).
Более удобны в работе самозатягивающиеся хомутики. В таком хомутике хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2, обращенная к детали, выполнена эксцентрично по отношению к оси 4 и имеет насечку (рис. 4, б). Для установки хомутика на деталь хвостовик 2 наклоняют в сторону пружины 3, которая создает предварительную затяжку детали хвостовиком. Окончательную затяжку в процессе обработки обеспечивает палец-поводок 1 патрона.
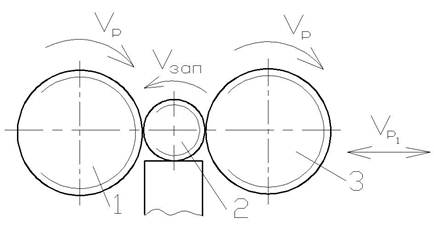
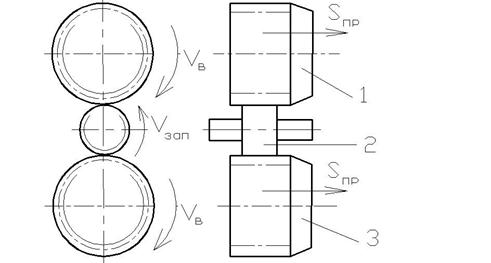
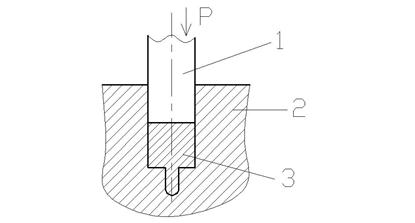
2.5.6 Цанговые патроны
Их применяют главным образом для закрепления материала в виде прутков или для повторного зажима заготовок деталей по предварительно обработанной поверхности. По конструкции различают цанговые патроны с втягиваемой выдвижной и неподвижной (рис. 5, а—в) цангами. По назначению цанги делят на подающие и зажимные.
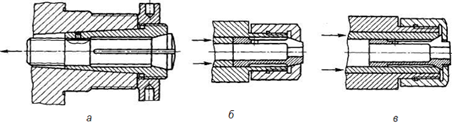
Рисунок 5. Устройство цанговых патронов
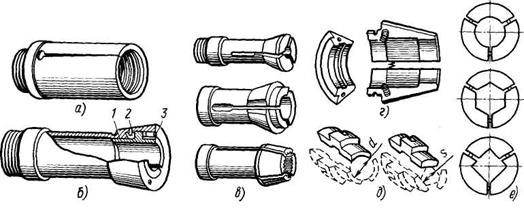
Рисунок 6. Основные типы цанг для токарных станков: а – подающая, б – зажим со сменными вкладышами, в – зажимная цельная, г – зажимная разъемная, д – сменные вкладыши цанг, е – формы отверстий подающих и зажимных цанг.
Подающая цанга (рис. 6, а) представляет собой стальную закаленную втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение для подачи расположенного в ней прутка от привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга может быть выполнена в виде втулки с 3 — 6 пружинящими лепестками (рис. 6, в). Цанга с тремя лепестками применяется при обработке заготовок до 3 мм, с четырьмя — до 80 мм и с шестью — свыше 80 мм. Угол при вершине конуса цанги обычно 30°.
На рис. 6, б показана зажимная цанга со сменными вкладышами. Перед обработкой прутка другого сечения ослабляют винты 3, устанавливают вкладыши 1 нужного профиля и размера, ориентируя их по штифтам 2.
Для обработки заготовок малого диаметра применяют зажимные разъемные цанги (рис. 6, г), у которых разведение кулачков обеспечивается пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами (рис. 6, д), форма и размеры которых зависят от обрабатываемого прутка (рис. 6, е).
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев