Навигация
Вспомогательный инструмент
89155
знаков
4
таблицы
30
изображений
2.5.8 Вспомогательный инструмент
Вспомогательный инструмент обеспечивает правильную установку и закрепление на станке режущего инструмента и во многом определяет точность и производительность токарной обработки.
На токарных станках резцы могут устанавливаться и закрепляться в специальных оправках, а сверла, развертки, метчики и плашки — в патронах, предохраняющих инструмент от поломок и обеспечивающих самоустановку инструмента по оси обрабатываемой детали и т. д.
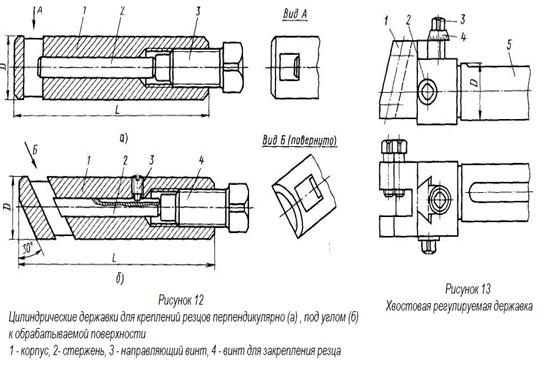
Цилиндрические державки (рис. 12, а, б), устанавливаемые в отверстия револьверной головки, применяют при относительно тяжелых режимах резания. Они служат для крепления различных резцов прямоугольного и круглого сечений.
Хвостовая регулируемая державка с косым креплением резца (рис. 13) предназначена для станков с вертикальной осью вращения револьвер ной головки. Корпус 5 державки имеет направляющие пазы типа «ласточкин хвост», в которых перемещается каретка 1 с помощью регулировочного винта 3 со шкалой 4, каретка фиксируется зажимным винтом 2.
Байонетныедержавки состоят из байонетных патронов и оправок; применяют их главным образом для крепления разверток, которые получают возможность самоустанавливаться в процессе резания. Они позволяют быстро удалять и вставлять режущий инструмент с большим вылетом.
Упоры для ограничения подачи прутка или поворота револьверной головки бывают жесткие, регулируемые и откидные. Регулируемый упор состоит из втулки, в которую на нужную величину L завинчивают упор-винт и фиксируют его гайкой. Жесткие упоры отличаются тем, что величина L у них не регулируется. Откидные упоры обычно применяют в тех случаях, когда все гнезда револьверной головки заняты и крепятся к передней стенке станка.
2.6 Обработка заготовок на токарно-винторезных станках
Токарно-винторезный станок состоит из следующих узлов (рис. 1). Станина 2 с призматическими направляющими служит для монтажа узлов станка и закреплена на тумбах. В передней тумбе 1 смонтирован электродвигатель главного привода станка, в задней тумбе 12 — бак для смазочно-охлаждающей жидкости и насосная станция.
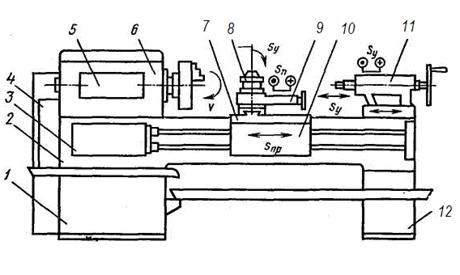
Рисунок 1. Схема токарно-винторезного станка.
В передней бабке 6 смонтированы коробка скоростей станка и шпиндель. Механизмы и передачи коробки скоростей позволяют получать разные частоты вращения шпинделя. На шпинделе закрепляют зажимные приспособления для передачи крутящего момента обрабатываемой заготовке. На лицевой стороне передней бабки установлена панель управления 5 механизмами коробки скоростей.
Коробку подач 3 крепят к лицевой стороне станины. В коробке смонтированы механизмы и передачи, позволяющие получать разные скорости движения суппортов. С левой торцовой стороны станины установлена коробка 4 сменных зубчатых колес, необходимых для наладки станка на нарезание резьбы.
Продольный суппорт 7 перемещается по направляющим станины и обеспечивает продольную подачу резцу. По направляющим продольного суппорта перпендикулярно к оси вращения заготовки перемещается поперечная каретка, на которой смонтирован верхний суппорт 9. Поперечная каретка обеспечивает поперечную подачу резцу. Верхний поворотный суппорт можно устанавливать под любым углом к оси вращения заготовки, что необходимо при обработке конических поверхностей заготовок.На верхнем суппорте смонтирован четырехпозиционный поворотный резцедержатель 8, в котором можно одновременно закреплять четыре резца. К продольному суппорту крепят фартук 10. В фартуке смонтированы механизмы и передачи, преобразующие вращательное движение ходового валика или ходового винта в поступательные движения суппортов. Задняя бабка 11 установлена с правой стороны станины и перемещается по ее направляющим. В пиноли задней бабки устанавливают задний центр или инструмент для обработки отверстий (сверла, зенкеры, развертки).
Корпус задней бабки смещается относительно основания в поперечном направлении, что необходимо при обтачивании наружных конических поверхностей. Для предохранения работающего от травм сходящей стружкой на станке устанавливают специальный защитный экран.
Обтачивание наружных цилиндрических поверхностей выполняют прямыми, отогнутыми или упорными проходными резцами с продольной подачей (рис. 2, а); гладкие валы, — при установке заготовки на центрах. Вначале обтачивают один конец заготовки, я затем ее поворачивают на 180° и обтачивают остальную часть
Ступенчатые валы обтачивают по схемам деления припуска на части (рис. 2, б) или деления длины заготовки на части (рис. 2,в).
Нежесткие валы рекомендуется обрабатывать упорными, проходными резцами, с главным углом в плане ![]() = 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Рy = 0, что снижает деформацию заготовок.
= 90°. При обработке заготовок валов такими резцами радиальная составляющая силы резания Рy = 0, что снижает деформацию заготовок.
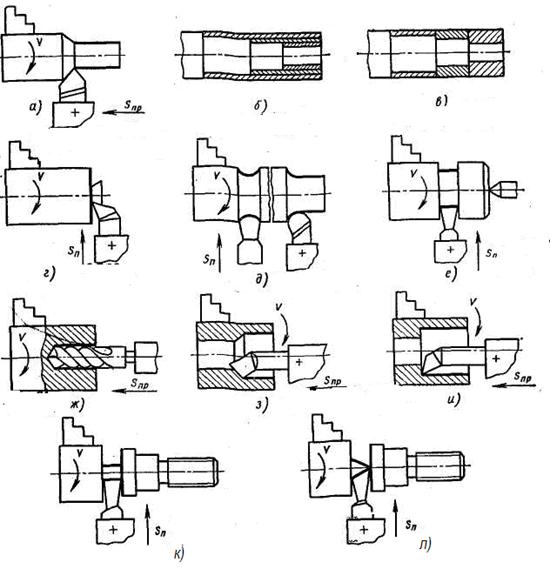
Рисунок 2. Схемы обработки заготовок на токарно-винторезном станке
Подрезание торцов заготовки выполняют перед обтачиванием наружных поверхностей. Торцы подрезают подрезными резцами c поперечной подачей к центру (рис. 2, г) или от центра заготовки. При подрезании от центра к периферии поверхность торца получается менее шероховатой.
Обтачивание скруглений между ступенями валов (рис. 2, д) выполняют проходными резцами с закруглением между режущими кромками по соответствующему радиусу с продольной подачей или специальными резцами с поперечной подачей.
Протачивание канавок (рис. 2, е) выполняют с поперечной подачей прорезными резцами, у которых длина главной режущей кромки равна ширине протачиваемой канавки. Широкие канавки протачивают теми же резцами сначала с поперечной, а затем с продольной подачей.
Сверление, зенкерование и развертывание отверстий выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки. На рис. 2, m показана схема сверления в заготовке цилиндрического отверстия.
Растачивание внутренних цилиндрических поверхностей выполняют расточными резцами, закрепленными в резцедержателе станка, с продольной подачей. Гладкие сквозные отверстия растачивают проходными резцами (рис. 2, з); ступенчатые и глухие — упорными расточными резцами (рис. 2, и).
Отрезку обработанных деталей выполняют отрезными резцами с поперечной подачей. При отрезке детали резцом с прямой главной режущей кромкой (рис. 2, к) разрушается образующаяся шейка и приходится дополнительно подрезать торец готовой детали. При отрезке детали резцом с наклонной режущей кромкой (рис. 2, л) торец получается чистым.
Обтачивание наружных конических поверхностей заготовок осуществляют на токарно-винторезных станках одним из следующих способов.
1. Широкими токарными резцами (рис. 3, а). Обтачивают короткие конические поверхности с длиной образующей до 30 мм токарными проходными резцами, у которых главный угол в плане равен половине угла при вершине обтачиваемой конической поверхности. Обтачивают с поперечной или продольной подачей. Способ используют при снятии фасок с обработанных цилиндрических поверхностей.
Поворотом каретки верхнего суппорта (рис. 3,б). При обработке конических поверхностей каретку верхнего суппорта повертывают на угол, равный половине угла при вершине обрабатываемого конуса. Обрабатывают с ручной подачей верхнего суппорта под углом к линии центров станка (sH). Обтачивают конические поверхности, длина образующей которых не превышает величины хода каретки верхнего суппорта. Угол конуса обтачиваемой поверхности любой.
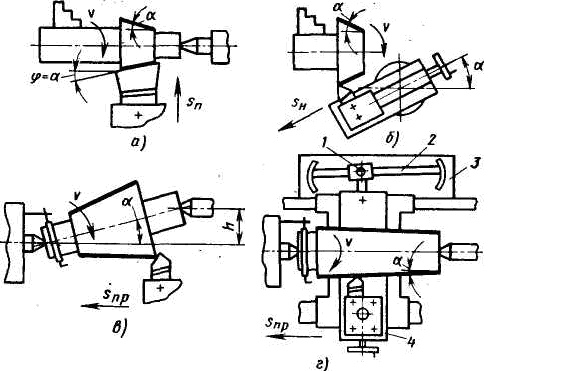
Рисунок 3. Схемы обтачивания наружных конических поверхностей на токарно-винторезном станке
Смещением корпуса задней бабки в поперечном направлении (рис. 3, в). При обтачивании конических поверхностей этим способом корпус задней бабки смещают относительно ее основания в направлении, перпендикулярном к линии центров станка. Обрабатываемую заготовку устанавливают на шариковые центры. При этом ось вращения заготовки располагается под углом к линии центров станка, а образующая конической поверхности — параллельно линии центров станка. Обтачивают с продольной подачей резца длинные конические поверхности с небольшим углом конуса при вершине (2![]() < 8°).
< 8°).
С помощью конусной линейки (рис. 3, г). Корпус 3 конусной линейки закрепляют на кронштейнах на станине станка. На корпусе 3 имеется призматическая направляющая линейка 2, которую по шкале устанавливают под углом к линии центров станка. По направляющей перемещается ползун 1, связанный через рычаг с кареткой поперечного суппорта 4. Гайку ходового винта поперечной подачи отсоединяют от каретки суппорта. Коническую поверхность обтачивают с продольной подачей. Скорость продольной подачи складывается со скоростью поперечной подачи, получаемой кареткой поперечного суппорта от ползуна, скользящего по направляющей линейке. Сложение двух движений обеспечивает перемещение резца под углом к линии центров станка. Обтачивают длинные конические поверхности с углом при вершине конуса до 30—40°.
Обтачивание внутренних конических поверхностей выполняют широким резцом, поворотом каретки верхнего суппорта, с конусной линейкой. Часто внутренние конические поверхности обрабатывают специальными коническими зенкерами.
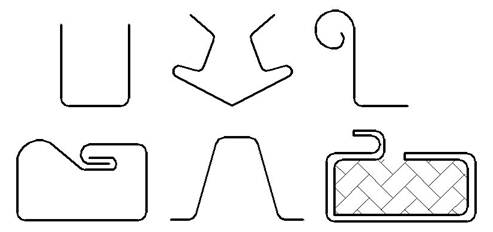
Обтачивание фасонных поверхностей заготовок с длиной образующей до 40 мм выполняют токарными фасонными резцами. По конструкции фасонные резцы делят на стержневые, круглые, призматические и тангенциальные. Фасонные поверхности этими резцами обтачивают только с поперечной подачей sП.
Фасонные поверхности на токарно-винторезных станках, как правило, обтачивают стержневыми резцами; резцами остальных видов обтачивают фасонные поверхности на токарных полуавтоматах и автоматах.
Стержневые резцы закрепляют в резцедержателе токарного станка (рис. 4, а), а круглые (рис. 4, б), призматические (рис. 4, в) и тангенциальные (рис. 4, г), — в специальных державках. В отличие от стержневых, круглых и призматических тангенциальные резцы устанавливают ниже линии центров станка так, чтобы каждая точка режущей кромки резца при поперечной подаче проходила касательно к соответствующей точке фасонной поверхности обрабатываемой заготовки. Резец, проходя под заготовкой, обрабатывает фасонную поверхность до требуемого размера, т. е. напроход.
Круглые, призматические и тангенциальные резцы выдерживают значительно большее число переточек, чем стержневые, при сохранении формы и размеров режущей кромки.
Длинные фасонные поверхности обрабатывают проходными резцами с продольной подачей с помощью фасонного копира, устанавливаемого вместо конусной линейки (рис. 4, д).
В серийном производстве для обработки фасонных поверхностей на токарных станках используют специальный гидрокопировальный суппорт вместо поперечного суппорта. Проходной резец имеет snp от продольного суппорта станка и srс от подвижной каретки гидросуппорта. Наклонную подачу суппорт получает от копира и следящего устройства гидросуппорта. Сумма sp движений обеспечивает движение резца по сложной траектории (рис. 4, е).
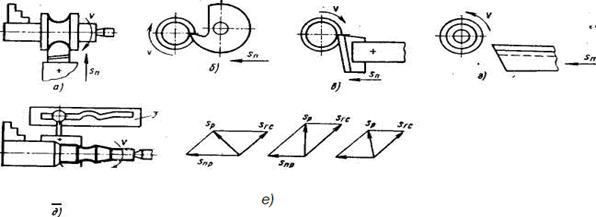
Рисунок 4. Схемы обтачивания фасонных поверхностей: 1 – продольный суппорт; 2 – поперечный суппорт; 3 - копир
Нарезание резьбы на токарно-винторезных станках выполняют резцами, метчиками и плашками. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резец устанавливают на станке по шаблону. Резьбу (рис. 5, а) нарезают с продольной подачей резца sпp. При нарезании резьбы продольный суппорт получает поступательное движение от ходового винта и раздвижной маточной гайки, смонтированной в фартуке станка. Это необходимо для того, чтобы резец получал равномерное поступательное движение, что обеспечивает постоянство шага нарезаемой резьбы.
На токарно-винторезных станках нарезают метрические, дюймовые, модульные и специальные резьбы. Нарезание многозаходных резьб на токарно-винторезном станке требует точного углового деления обрабатываемой заготовки при переходе от одной нитки нарезаемой резьбы к другой.
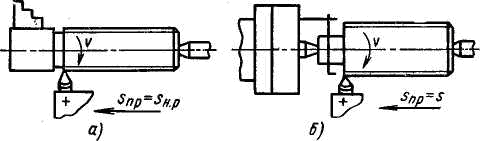
Рисунок 5. Схемы нарезания однозаходной и многозаходной резьбы на токарно-винторезном станке.
Многозаходные резьбы нарезают следующими способами: поворотом заготовки на угол при использовании поводкового патрона с прорезями, в которые входит отогнутый конец хомутика, при повороте заготовки на угол винторезную цепь разрывают (выключают Маточную гайку); с использованием градуированного патрона, который позволяет одну часть патрона вместе с заготовкой повернуть относительно другой части на требуемый угол (рис. 5, б); смещением резца на шаг резьбы с помощью ходового винта верхнего суппорта; с использованием нескольких резцов со смещением их относительно друг друга в осевом направлении на величину шага нарезаемой резьбы.
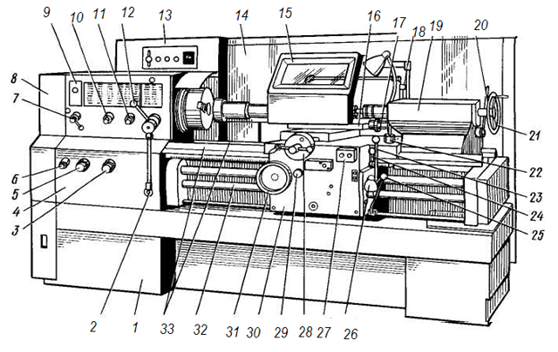
Рисунок. Токарно-винторезный станок 16К20. Общий вид и размещение органов управления: 1 – станина, рукоятки: 2 – сблокированная управления, 3, 5, 6 – установка подачи или шага нарезаемой резьбы, 7 , 12 – управления частотой вращения шпинделя, 10 – установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нарезания резьбы (лево- и правозаходной), 17 – перемещения верхних салазок, 18 – фиксации пиноли, 20 – фиксации задней бабки, 23 - включения ускоренных перемещений суппорта, 24 – включения и выключения гайки ходового винта, 25 – управления изменением направления вращения шпинделя и его остановкой, 26 – включения и выключения подачи, 28 – поперечного перемещения салазок, 29 – включения продольной автоматической подачи, 31 – продольного перемещения салазок; 4 – коробка подач, 8 – кожух ременной передачи главного привода, 9 – передняя бабка с главным приводом, 13 – электрошкаф, 14 – экран, 15 – защитный щиток, 16 – верхние салазки, 19 – задняя бабка, 21 – штурвал перемещения пиноли, 22 – суппорт продольного перемещения, 27 – кнопка включения и выключения главного электродвигателя, 30 – фартук, 32 – ходовой винт, 33 – направляющие станины.
| Техническая характеристика | |
| Наибольший диаметр обработки, мм: | |
| под станиной | 400 |
| над поперечным суппортом | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 50 |
| Расстояние между центрами, мм | 710, 1000, 1400, 2000 |
| Частота вращения шпинделя, об/мин | 12,5-1600 |
| Подача, мм/об: | |
| продольная | 0,05-2,8 |
| поперечная | 0,025-1,4 |
| Шаг нарезаемой резьбы: | |
| метрической, мм | 0,5-112 |
| дюймовой (число ниток на 1 '') | 56-0,5 |
| питчевой, питчей | 56-0,5 |
| модульной, (модуль, мм) | 0,5-112 |
| Мощность главного электродвигателя, кВт | 10 |
Список использованной литературы
1) Большая Советская Энциклопедия (в 30 томах). Том 11. Италия - Кваркуш /Глав. Ред. А. М. Прохоров. Изд. 3-е. – М.: «Советская Энциклопедия», 197 3. – 608 с.с илл.
2) Большая Советская Энциклопедия (в 30 томах). Том 13. Конда - Кун/Глав. Ред. А. М. Прохоров. Изд. 3-е. – М.: «Советская Энциклопедия», 1973. – 608 с.с илл.
3) Большая Советская Энциклопедия (в 30 томах). Том 18. Никко - Отолиты /Глав. Ред. А. М. Прохоров. Изд. 3-е. – М.: «Советская Энциклопедия», 1974. – 632 с.с илл.
4) Большая Советская Энциклопедия (в 30 томах). Том 29. Чаган – Экс-ле-бен /Глав. Ред. А. М. Прохоров. Изд. 3-е. – М.: «Советская Энциклопедия», 1978. – 640 с.с илл.
5) Марочник сталей и сплавов/ М. М. Колосков, Е. Т. Долбенко, Ю. В. Каширский и др.; Под общей ред. А. С. Зубченко – м.: Машиностроение, 2001. 672 с.: илл.
6) Стали и сплавы. Марочник: Справ. изд./ В. Г. Сорокин и др.; Науч. ред. В. Г. Сорокин, М. А. Гервасьев – М.: «Инструмент Инжиниринг», 2001 – 608 с., ил.
7) Технология конструкционных материалов: Учебник для машиностроительных специальностей вузов/ А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др.; Под общ. Ред. А. М. Дальского. – 2-е изд., перераб. и доп. – М.:Машиностроение, 1985. - 448 с., ил.
8) ГОСТ 7505 – 89. поковки стальные штампованные. Допуски, припуски и кузнечные напуски – М.: Из-во стандартов, 1990. – 52 с.
9) А. А. Станкеев, М. Н. Бобков. Проектирование заготовок. Методические указания. – Тула, 1999. – 23 с., ил.
10) Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инструмент. Изд. 3-е, перераб. и доп. Учебник для машиностроительных техникумов. М., «Машиностроение», 1975. – 440 с.: ил.
11) Большая Советская Энциклопедия (в 30 томах). Том 18. Никко - Отолиты /Глав. Ред. А. М. Прохоров. Изд. 3-е. – М.: «Советская Энциклопедия», 1974. – 632 с.с илл.
12) Технология конструкционных материалов: Учебник для машиностроительных специальностей вузов/ А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др.; Под общ. Ред. А. М. Дальского. – 2-е изд., перераб. И доп. – М.:Машиностроение, 1985. - 448 с., ил.
13) Фещенко В. Н., Махмутов Р. Х. Токарная обработка: Учеб. для ПТУ. – 2-ое изд., перераб. и доп. – М.: Высш. шк., 1990. – 303с.: ил.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев