Навигация
Основные типы токарных станков
89155
знаков
4
таблицы
30
изображений
2.2 Основные типы токарных станков
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы – для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает к какой технологической группе относится станок: 1 – токарные станки, 2 – сверлильные и расточные станки; 3 – шлифовальные станки и т. д. две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модификацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности — класс Н (в большинстве случаев не указывается) ; повышенной точности — класс П; высокой точности (прецизионные) — класс В; особо высокой точности — класс А и особо точные (мастер-станки) — класс С. Например, в обозначении токарно-винторезного станка модели 16К.20П цифра 1 обозначает группу токарных станков, цифра 6 — тип станка (токарно-винторезный), цифра 20 — высоту центров в см, буква К — модернизацию станка, буква П — станок повышенной точности.
2.3 Классификация токарно-винторезных станков
Техническими параметрами, по которым классифицируют токарно-винторезные станки (смотри рисунок), являются наибольший диаметр D обрабатываемой детали или высота центров над станиной (равная 0,5D), наибольшая длина L обрабатываемой детали и масса станка.
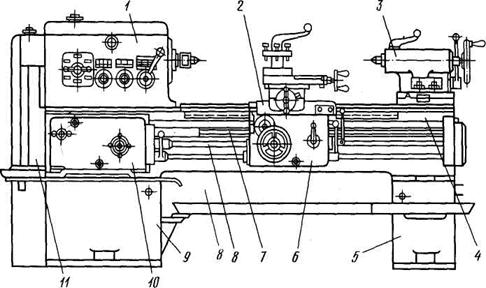
Устройство токарно-винторезного станка: 1 – передняя бабка, 2 – суппорт, 3 – задняя бабка, 4 – станина, 5 и 9 – тумбы, 6 – фартук, 7 – ходовой винт, 8 – ходовой валик, 10 – коробка подач, 11 – гитары сменных шестерен
Ряд наибольших диаметров обрабатываемой детали имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центра ми станка. При одном и том же D изготавливают станки для обработки коротких и длинных деталей.
По массе токарные станки делят на легкие — до 500 кг (D = 100-200 мм), средние — до 4 т (D = 250-500 мм), крупные — до 15 т (D = 630-1250 мм), тяжелые — 400 т (D = 1600-4000 мм).
Легкие токарные станки применяют в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах. Эти станки выпускаются с механической подачей и без нее.
На средних токарных станках выполняют 70—80 % общего объема токарных работ. Станки этой группы предназначены для выполнения чистовой и получистовой обработки, нарезания резьб. Станки имеют высокую жесткость, достаточную мощность и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с применением современных прогрессивных инструментов из твердых и сверхтвердых материалов. Предусмотрено также оснащение станков различными приспособлениями для расширения их технологических возможностей, облегчающих труд рабочего и повышающих качество обработки. Станки имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки предназначены в основном для тяжелого и энергетического машиностроения и других отраслей. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных типов деталей (валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.).
2.4 Элементы резцов
2.4.1 Основные положения
Среди многих способов обработки металлов резанием важное место занимает обработка резцом. Резцы делят на три основные группы: токарные, строгальные и долбежные.
Токарные резцы используют на токарных (или подобных им) станках для получения из заготовок деталей с цилиндрическими, коническими, фасонными и торцовыми поверхностями, образующимися в результате вращения заготовки и перемещения резца; подобный процесс принято называть точением. В общем парке металлорежущих станков токарные станки (включая токарные полуавтоматы и револьверные станки) составляют около 35%, поэтому токарные резцы являются наиболее распространенными и к тому же наиболее простым видом режущего инструмента.
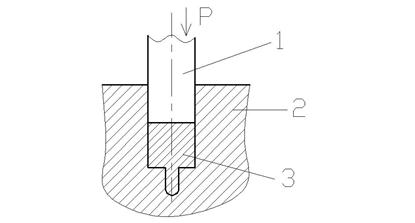
Резец состоит из головки, т. е. рабочей части, и тела, или стержня (рисунок 1),-служащего для закрепления резца в резцедержателе. Головка резца образуется при специальной заточке (на заточных станках) и имеет следующие элементы: переднюю поверхность, задние поверхности, режущие кромки и вершину.
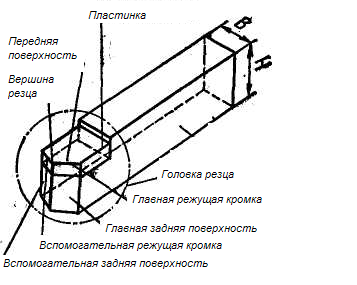
Рисунок 1. Элементы резца
Передней поверхностью называются поверхность резца, по которой сходит стружка. Задними поверхностями называются поверхности резца, обращенные к обрабатываемой заготовке (главная и вспомогательная).
Режущие кромки образуются при пересечении' передней и задних поверхностей.
Главная режущая кромка (лезвие) выполняет основную работу резания. Она образуется от пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка (лезвие) образуется от пересечения передней и вспомогательной задней поверхностей. Вспомогательных режущих кромок может быть две (например, у отрезного резца).
Вершина резца — это место сопряжения главной и вспомогательной режущих кромок; при криволинейном сопряжении режущих кромок вершина имеет округленную форму с радиусом r.
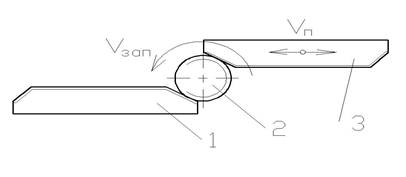
По направлению подачи резцы разделяются на правые и левые. Правыми резцами называются такие, у которых при наложении на них сверху ладони правой руки (так, чтобы четыре пальца были направлены к вершине) главная режущая кромка оказывается расположенной на стороне большого пальца. При работе такими резцами, на токарном станке они перемещаются справа налево (от задней бабки к передней). Левыми резцами называются такие резцы у которых при наложении ладони левой руки (как указано выше) главная режущая кромка оказывается расположенной на стороне большого пальца.
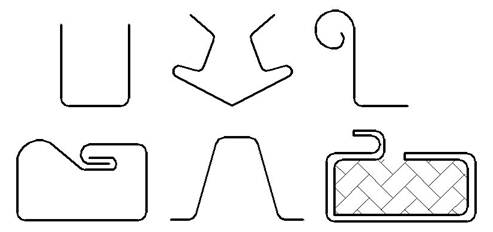
По форме и расположению головки относительно стержня резцы разделяются на прямые, отогнутые изогнутые и с оттянутой головкой.
У прямых резцов ось прямая; у отогнутых резцов головка резца в плане отогнута в сторону; у изогнутых резцов ось резца изогнута уже в боковой проекции; у резцов с оттянутой головкой головка уже тела резца; она может быть расположена как симметрично относительно оси тела резца, так и смещена относительно ее; головка может быть прямой, отогнутой, и изогнутой.
Высотой головки резца h называется расстояние между вершиной резца и опорной поверхностью, измеренное перпендикулярно к ней. Высота головки считается положительной, когда вершина резца выше опорной поверхности, и отрицательной, когда вершина резца ниже опорной поверхности.
Длиной головки резца l называется наибольшее расстояние от вершины резца до линии выхода поверхности заточки, измеренное параллельно боковой стороне тела резца.
На обрабатываемой заготовке различают обработанную поверхность и поверхность резания. Обработанной поверхностью называется поверхность, полученная после снятия стружки. Поверхностью резания называется поверхность, образуемая на обрабатываемой заготовке непосредственно главной режущей кромкой.
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев