Навигация
Нагревательное устройство
89155
знаков
4
таблицы
30
изображений
1.6 Нагревательное устройство
Одним из наиболее распространенных нагревательных устройств является камерная печь.
В камерной печи заготовки 2 укладывают на под 1 печи через окно 4 и после прогрева до заданной температуры извлекают через то же окно. Рабочее пространство печи нагревают сжиганием газа с помощью горелок 3, служащих для смешения газа с воздухом и подачи смеси в печь. Продукты сгорания отводят через дымоход 5 в рекуператор – теплообменник, в котором поступающий к горелкам воздух нагревается теплотой горячих уходящих газов. Подогрев воздуха до температуры 350-500 ![]() С позволяет экономить до 25 % топлива. Камерные печи периодического действия применяют на производств, где часто меняется типоразмер нагреваемых заготовок. Для нагрева очень крупных заготовок используют камерные печи с выдвижным подом. Наиболее распространены камерные печи с неподвижным подом, применяемые в кузнечных цехах. Рабочее пространство этих печей выполняют в форме параллелепипеда длиной 0,6-2 м, шириной 0,6-1,5 м и высотой до 1 м. производительности печей – 70-600 кг/ч, расход тепла – 5000-7000 кДж/кг.
С позволяет экономить до 25 % топлива. Камерные печи периодического действия применяют на производств, где часто меняется типоразмер нагреваемых заготовок. Для нагрева очень крупных заготовок используют камерные печи с выдвижным подом. Наиболее распространены камерные печи с неподвижным подом, применяемые в кузнечных цехах. Рабочее пространство этих печей выполняют в форме параллелепипеда длиной 0,6-2 м, шириной 0,6-1,5 м и высотой до 1 м. производительности печей – 70-600 кг/ч, расход тепла – 5000-7000 кДж/кг.

Камерная нагревательная печь.
1.7 Оборудование для горячей объемной штамповки
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и машины для специализированных процессов штамповки.
Кривошипный горячештамповочный пресс
Кинематическая схема приведена на рисунке.

Кинематическая схема кривошипного горячештамповочного пресса
Электродвигатель 4 передает движение клиновыми ремнями на шкив 3, сидящий на приемном (промежуточном) валу 5, на другом конце которого закреплено малое зубчатое колесо 6. это колесо находится в зацеплении с большим зубчатым колесом 7, свободно вращающимся на кривошипном валу 9. С помощью пневматической фрикционной дисковой муфты 8 зубчатое колесо 7 может быть сцеплено с кривошипным валом 9; тогда последний придет во вращение. Посредством шатуна 10 вращение кривошипного вала преобразуется в возвратно-поступательное движение ползуна 1.
Для остановки вращения кривошипного вала после выключения муфты служит тормоз 2. Стол пресса 11, установленный на наклонной поверхности, может перемещаться клином 12 и тем самым в незначительных пределах регулировать высоту штампового пространства. Для облегчения удаления поковки из штампа прессы имеют выталкиватели в столе и ползуне. Выталкиватели срабатывают при ходе ползуна вверх.
Кривошипные прессы имеют постоянный ход, равный удвоенному радиусу кривошипа. Поэтому в каждом ручье штампуют за один ход пресса, и производительность штамповки на прессах выше, чем на молотах. Наличие постоянного хода приводит к большей точности поковок по высоте, а высокая жесткость конструкции пресса, отсутствие ударов и сотрясений делают возможным применение направляющих колонок у штампов, что практически исключает сдвиг. Штамповочные уклоны у поковок также меньше, так как на прессах предусмотрены выталкиватели. При штамповке на кривошипных прессах имеются большие возможности для механизации и автоматизации процесса, чем при штамповке на молотах.
Наряду с перечисленными преимуществами штамповка на кривошипных прессах имеет и недостатки. Ввиду жесткого хода ползуна на прессах при многоручьевой штамповке нельзя применять такие ручьи, как протяжной, подкатной и отрезной.
Заготовка перед штамповкой на прессе должна быть полностью очищена от окалины, так как деформация происходит за один ход пресса; при наличии окалины она заштамповывается в поверхность поковки. Стоимость кривошипного горячештамповочного пресса в 3-4 раза выше стоимости эквивалентного по мощности молота.
На кривошипных прессах возможна штамповка всех видов поковок, штампуемых на молотах. Однако при штамповке поковок с удлиненной осью и большой разностью площадей поперечных сечений по длине требуется применение предварительно профилированных заготовок.
Ввиду худшего заполнения полостей при штамповке сложных поковок на прессах применяют большее число ручьев, чем в молотовых штампах. Штампы на прессах не должны смыкаться на величину, равную толщине заусенца, поэтому полость для него делается открытой, в отличии от молотовых штампов.
Благодаря наличию выталкивателей на прессах удобно штамповать в закрытых штампах выдавливанием и пришивкой. Кривошипные горячештамповочные прессы строят усилием 6,3-100 Мн; такие прессы успешно заменяют штамповочные молоты с массой падающих частей 0,63-10 т.
1.8 Отделочные операции горячей объемной штамповки
1.8.1 Обрезка заусенца и пробивка пленок
Все поковки, штампуемые в открытых штампах, имеют заусенец в плоскости разъема, а в поковках с внутренними отверстиями остаются пленки между наметками (исключая поковки, штампуемые на горизонтально-ковочных машинах).
Обрезку заусенца и пробивку пленок выполняют с помощью штампов, устанавливаемых на кривошипных прессах, по принципу действия аналогичных кривошипным штамповочным прессам.
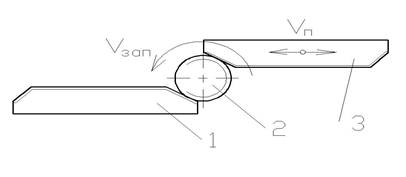
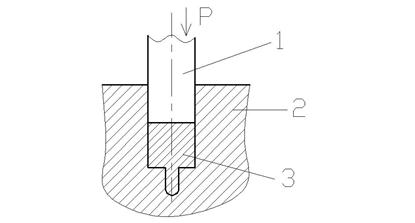
При обрезке заусенца (рисунок а) поковку 3 укладывают в матрицу 4 так, что она своим заусенцем ложится на режущие кромки матрицы. При нажатии пуансоном 1 на поковку 3 режущие кромки матрицы срезают заусенец по всему периметру поковки, которая после этого проваливается вниз. Заусенец остается на матрице, а чтобы он не застревал на пуансоне, применяют съемник 2.
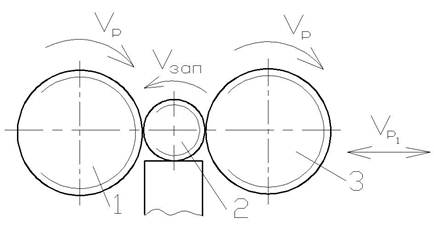
При пробивке пленки (рисунок б) поковку 3 укладывают в матрицу 4 и с помощью пуансона 1 пробивают; отход проваливается через отверстие матрицы в тару, установленную под столом пресса.
Существуют штампы совмещенного действия, в которых обрезают заусенец и пробивают пленки за один ход пресса.
Обрезку и пробивку поковок можно выполнять в холодном и горячем состояниях: для мелких поковок из низкоуглеродистой и низколегированной сталей – в холодном состоянии. В остальных случаях обрезают заусенец и пробивают пленку сразу же после штамповки на обрезном прессе, установленном непосредственно около штамповочной машины.

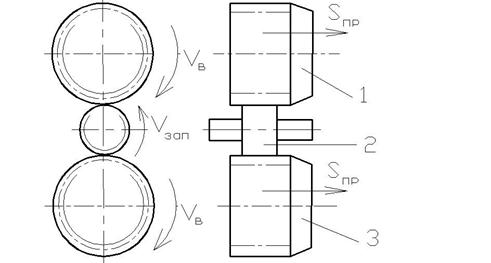
Схемы обрезки заусенца (а) и пробивки пленки (б)
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев