Навигация
1.3 Штампы
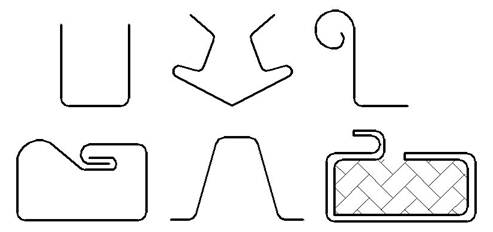
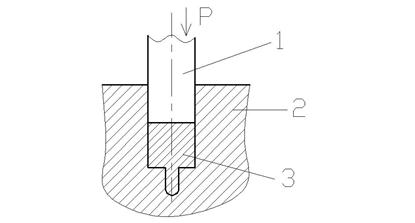
Штамп – инструмент, предназначенный для придания детали заданной конфигурации посредством пластической деформации заготовки или разделением ее на части (штамповкой). Для каждой детали требуется свой штамп. Конструкция его зависит от типа заготовки (сортовой или листовой прокат), типа машин, используемых для штамповки (молот, пресс), характера выполняемых операций, серийности производства и т. д. При штамповке из сортового проката на молотах штамп имеет полости, которые в процессе деформирования заполняются металлом заготовки, причем она приобретает размеры и конфигурацию, соответствующие полости штампа. Деформирование метала осуществляется путем относительного смещения отдельных рабочих элементов штампа. При штамповке на молотах таких рабочих элементов обычно два: верхняя половина штампа, прикрепляемая к бабе молота, и нижняя половина, прикрепляемая к шаботу молота. Различают открытые штампы, у которых зазор между рабочими элементами уменьшается в процессе деформирования заготовки, и закрытые, у которых этот зазор не изменяется. В открытых штампах металл при деформировании частично вытесняется в зазор, образуя облой (заусенец), удаляемый в последствии в специальных обрезных штампах. С целью постепенного приближения формы заготовки к форме детали в открытых штампах делают несколько полостей (ручьев), в которых последовательно деформируется заготовка (многоручьевые штампы). Иногда эти ручьи изготавливают в отдельных штампах (одноручьевые штампы), и тогда заготовка последовательно передается от одного штампа к другому. Различают заготовительные ручьи (в них заготовке придается предварительная форма, облегчающая получение требуемой конфигурации детали) и окончательные (черновой и чистовой). Чтобы деталь легче извлекалась из полости штампа, образующие боковых поверхностей полости делают наклонными (штамповочные уклоны). Уклоны могут быть уменьшены, если в штампе предусмотрены выталкиватели, принудительно удаляющие поковку из полости штампа. При штамповке деталей сложной конфигурации в закрытых штампах для обеспечения возможности извлечения поковки из полости штампа число рабочих элементов увеличивают и штампы получает несколько плоскостей разъема. Пример закрытых штампов с двумя полостями разъема – штампы, применяемые на горизонтально-ковочных машинах. Штампы для листовой штамповки, а также для штамповки сортового металла на кривошипных горячештамповочных прессах представляет собой приспособление, состоящее из многих деталей, монтируемых на верхней и нижней плитах (рабочие элементы штампа – пуансон и матрица при листовой штамповке, элементы направления верхней плиты относительно нижней, элементы направления и фиксирования положения заготовки в штампе, элементы крепления и т. д.). штампы для холодной штамповки бывают простого действия (выполняющие одну операцию) и многооперационные. Последние подразделяются на штампы последовательного действия (заготовка подвергается различным операциям в разных позициях в направлении подачи) и штампы совмещенного действия (различные операции выполняются в одной позиции). При мелкосерийном производстве применяют упрощенные штампы с меньшим числом вспомогательных элементов, а также подкладные штампы, которые не крепятся к элементам машины.
1.4 Технологический процесс изготовления
Общий технологический процесс изготовления поковок горячей объемной штамповкой состоит обычно из следующих этапов:
отрезки проката на мерные заготовки;
нагрева;
штамповки;
обрезки заусенца и пробивки пленок;
правки;
термической обработки;
очистки поковок от окалины;
калибровки;
контроля готовых поковок.
Операции, которые производят с поковкой после ее штамповки, называют отделочными.
1.5 Нагрев металлов перед обработкой давлением
При нагреве металла с повышением температуры уменьшается его временное сопротивление, а относительное удлинение увеличивается. Таким образом, при деформировании стали, нагретой, например, до температуры 1200 ![]() С, можно достичь большего формоизменения при меньшем приложенном усилии, чем при деформировании ненагретой стали. Все металлы и сплавы имеют тенденцию к увеличению пластичности и уменьшению сопротивления деформированию при повышении температуры в случае выполнения ряда требований, предъявляемых к процессу нагрева. Так, каждый металл должен быть нагрет до вполне определенной максимальной температуры. Если нагреть, например, сталь до температуры, близкой к температуре плавления, наступает пережог, выражающийся в появлении хрупкой пленки между зернами металла вследствие окисления их границ. При этом происходит полная потеря пластичности. Пережог исправить нельзя, пережженный металл может быть отправлен только на переплавку.
С, можно достичь большего формоизменения при меньшем приложенном усилии, чем при деформировании ненагретой стали. Все металлы и сплавы имеют тенденцию к увеличению пластичности и уменьшению сопротивления деформированию при повышении температуры в случае выполнения ряда требований, предъявляемых к процессу нагрева. Так, каждый металл должен быть нагрет до вполне определенной максимальной температуры. Если нагреть, например, сталь до температуры, близкой к температуре плавления, наступает пережог, выражающийся в появлении хрупкой пленки между зернами металла вследствие окисления их границ. При этом происходит полная потеря пластичности. Пережог исправить нельзя, пережженный металл может быть отправлен только на переплавку.
Ниже температуры пережога находится зона перегрева. Явление перегрева заключается в резком росте размеров зерен. Вследствие того, что крупнозернистой первичной кристаллизации (аустенит), как правило, соответствует крупнозернистая вторичная кристаллизация (феррит + перлит или перлит + цементит), механические свойства изделия, полученного обработкой давлением из перегретой заготовки, оказываются низкими. Брак по перегреву в большинстве случаев можно исправить отжигом. Однако для некоторых сталей (например, хромоникелевых) исправление перегретого металла сопряжено со значительными трудностями, и простой отжиг оказывается недостаточным.
Максимальную температуру нагрева, то есть температуру начала горячей обработки металлов давлением, следует назначить такой, чтобы не было пережога и перегрева. В процессе обработки нагретый металл обычно остывает, соприкасаясь с более холодным инструментом и окружающей средой. Заканчивать горячую обработку давлением следует также при вполне определенной температуре, ниже которой пластичность вследствие упрочнения (рекристаллизация не успевает произойти) падает и в изделии возможно образование трещин. Но при высоких температурах заканчивать деформирование нецелесообразно (особенно для сплавов, не имеющих фазовых превращений). В этом случае после деформирования зерна успевают вырасти и получается крупнозернистая структура, характеризующаяся низкими механическими свойствами.
Каждый металл и сплав имеет строго определенный температурный интервал горячей обработки давлением. Например, алюминиевый сплав АК4 470-350 ![]() С; медный сплав Бр.АЖМц 900-750
С; медный сплав Бр.АЖМц 900-750 ![]() С; титановый сплав ВТ8 1100-900
С; титановый сплав ВТ8 1100-900 ![]() С. Для углеродистых сталей температурный интервал нагрева можно определить по диаграмме состояния в зависимости от содержания углерода. Например, для стали 45 температурный интервал 1200-750
С. Для углеродистых сталей температурный интервал нагрева можно определить по диаграмме состояния в зависимости от содержания углерода. Например, для стали 45 температурный интервал 1200-750 ![]() С, а для стали У10 1100-850
С, а для стали У10 1100-850![]() С.
С.
Заготовка должна быть равномерно нагрета по всему объему до требуемой температуры. Разность температур по сечению заготовки приводит к тому, что вследствие теплового расширения между более нагретыми поверхностными слоями металла и менее нагретыми внутренними слоями возникают напряжения. Последние тем больше, чем больше разность температур по сечению заготовки, и могут возрасти настолько, что в центральной зоне с растягивающими напряжениями при низкой пластичности металла образуются трещины. Разность температур по сечению увеличивается с повышением скорости нагрева, поэтому существует допустимая скорость нагрева. Наибольшее время требуется для нагрева крупных заготовок из высоколегированных сталей из-за их низкой теплопроводности. Например, время нагрева слитка массой ![]() из легированной стали составляет 24 ч.
из легированной стали составляет 24 ч.
Однако с увеличением времени нагрева увеличивается окисление поверхности металла, та как при высоких температурах металл активнее химически взаимодействует с кислородом воздуха. В результате на поверхности, например, стальной заготовки образуется окалина – слой, состоящий из оксидов железа: ![]() Кроме потерь металла с окалиной, последняя, вдавливаясь в поверхность заготовки при деформировании, вызывает необходимость увеличения припусков на механическую обработку. Окалина увеличивает износ деформирующего инструмента, так как ее твердость значительно больше твердости горячего металла.
Кроме потерь металла с окалиной, последняя, вдавливаясь в поверхность заготовки при деформировании, вызывает необходимость увеличения припусков на механическую обработку. Окалина увеличивает износ деформирующего инструмента, так как ее твердость значительно больше твердости горячего металла.
При высоких температурах на поверхности стальной заготовки интенсивно окисляется не только железо, но и углерод: происходит так называемое обезуглероживание. Толщина обезуглероженного слоя в отдельных случаях достигает 1,5-2 мм.
Для уменьшения окисления заготовки нагревают в нейтральной или восстановительной атмосфере.
Материал из которого изготовлена деталь № 40 – Сталь 25
Назначение – оси валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники, крепежные детали, другие неответственные детали; после ХТО – винты, втулки, собачки и другие детали, к которым предъявляют требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
Заменитель стали 20, 30.
| Массовая доля элементов в % по ГОСТ 1050 - 88 | |||||||||
| C | Si | Mn | S | P | Cr | Ni | As | N | Cu |
| 0,22-0,3 | 0,17-0,37 | 0,50-0,80 | ≤0,040 | ≤ 0,035 | ≤ 0,25 | ≤ 0,30 | ≤ 0,08 | ≤ 0,008 | ≤ 0,3 |
| Температура критических точек, ºС | |||
| Ac1 | Ac3 | Ar1 | Ar3 |
| 735 | 835 | 680 | 825 |
Плотность – 7820 кг/м3.
Технологические свойства:
Температура ковки, ![]() : начала 1280, конца 700. Охлаждение на воздухе.
: начала 1280, конца 700. Охлаждение на воздухе.
Обрабатываемость резанием: ![]() ,
, ![]() в горячекатаном состоянии при
в горячекатаном состоянии при ![]() .
.
Свариваемость: сваривается без ограничений, кроме деталей после ХТО. Способы сварки – РДС, АДС под флюсом и газовой защитой, КТС.
Флокеночувствительность – не чувствительна.
Склонность к отпускной хрупкости – не склонна.
| Механические свойства в зависимости от ковочных температур | |||||
| Температура, ºС |
|
|
|
| Состояние материала и условия испытаний |
| 20 | 310 | 490 | 28 | 58 | после прокатки; образец диаметром 6 мм, длиной 30 мм, скорость деформирования 16 мм/мин, скорость деформации 0,009 1/с |
| 200 | 320 | 560 | 13 | 44 | |
| 300 | 200 | 540 | 22 | 57 | |
| 400 | 165 | 465 | 25 | 66 | |
| 500 | 150 | 330 | 28 | 70 | |
| 700 | 130 | 145 | 41,5 | 76,5 | после прокатки; скорость деформирования 0,009 мм/мин |
| 800 | 69 | 96 | 56,7 | 78,4 | |
| 900 | 47 | 79 | 52,9 | 95,3 | |
| 1000 | 40 | 54 | 59,7 | 100 | |
| 1100 | 24 | 38 | 66,2 | 100 | |
| 1200 | 14 | 23 | 101 | 100 | |
| 1300 | 20 | 25 | 66,6 | 100 | |
Похожие работы





... места, оборудования и выполняемых технологических операций Обработка детали ''вставка нижняя'' производится на производственном участке по изготовлению штампов для холодной объемной штамповки. Таблица 3.1.1 Описание технологического процесса и оборудование производственного участка N оп Наименование операции Наименование оборудования Работы, выполняемые на этом оборудовании 05 ...
... существенно улучшаются механические и другие свойства металлов. Прокатка, волочение, прессование, ковка, штамповка представляют собой различные виды обработки металлов давлением в пластическом состоянии. Среди различных методов пластической обработки прокатка занимает особое положение, поскольку данным способом производят изделия, пригодные для непосредственного (в состоянии поставки) ...
... расходе материала. Штамповка позволяет из листового материала изготавливать самые разнообразные детали РЭС – корпуса, фланцы, крышки, стенки, шасси, рамы, платы, шестерни и др. плоские и изогнутые детали. Холодная штамповка объединяет большое количество операций, которые по характеру деформации металла разделяются на две большие группы: 1. Операции с разделением (резкой) материала; 2. ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
0 комментариев