ТЕХНИКО-ЭКОНОМИЧЕСКИЙ УРОВЕНЬ И ОБОСНОВАНИЕ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
Выбор катализатора и его характеристика
Основные технологические решения
Механизм процесса
Кинетика реакций
Синтез формальдегида
Ректификация формалина - "сырца"
НОРМЫ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
КОМПОНОВКА ОБОРУДОВАНИЯ
Административно-конторские помещения
Производственные метеорологические условия
Шумы и вибрация
Техника безопасности
Электробезопасность
Пожаровзрывобезопасность
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
ЗАЩИТА ЧЕЛОВЕКА В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ
Стихийные бедствия
МАТЕРИАЛЬНЫЙ РАСЧЕТ
Материальный баланс стадии абсорбции
Стадия синтеза
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ОСНОВНОГО АППАРАТА
Технологический расчет подконтактного холодильника
ГИДРАЛИЧЕСКИЙ РАСЧЕТ
Выбор материала основных элементов аппарата
Расчет толщины стенок обечайки и днища
Расчет крышки аппарата
Расчет опорных лап
Абсорбционная колонна К1
Пластинчатый теплообменник Т4
Навигация
Выбор материала основных элементов аппарата
Проект производства формалина
179850
знаков
35
таблиц
12
изображений
19.2 Выбор материала основных элементов аппарата
На выбор конструкционных материалов для изготовления аппаратов химической промышленности влияет ряд факторов, таких как:
- агрессивность среды, с которой контактирует материал;
- температура;
- давление;
- стоимость материала;
- легкость его обработки и т.д.
Главными из этих условий являются агрессивность среды и температура.
В контактном аппарате рассматриваемой конструкции можно выделить три группы деталей и узлов: детали, соприкасающиеся с контактным газом и метаноло-воздушной смесью (обечайка, крышка и днище, трубы подконтактного холодильника, трубные решетки т.д.); детали, соприкасающиеся с водяным паром и конденсатом (штуцера для подвода конденсата и отвода пара, трубчатка подконтактного холодильника и т.д.); детали, находящиеся в контакте только с внешней средой (монтажные штуцера, опора и т.д.).
Контактный газ является агрессивной средой и имеет достаточно высокую температуру, до 700°С, поэтому узлы и детали, соприкасающиеся с ним, следует изготовлять из жаропрочных материалов с высокой коррозионной стойкостью. Этим условиям удовлетворяют высоколегированные стали типа 12Х18Н10Т (ГОСТ 5632 – 61). Эта сталь обладает хорошими прочностными свойствами, жаропрочна при температурах 700°С, характеризуется высокой коррозионной стойкостью во многих агрессивных средах, технологична в обработке, хорошо деформируется в горячем и холодном состояниях, хорошо сваривается всеми видами сварки и не требует обязательной термической обработки изделия после сварки. Единственный недостаток этого материала – высокая стоимость [17, c.79].
Другая группа деталей и улов находится в контакте с водяным паром и конденсатом при температурах порядка 100÷150°С. Вода является менее агрессивной средой по сравнению с контактным газом, поэтому для изготовления узлов и деталей, контактирующих с водой, можно использовать стали с меньшей коррозионной и жаростойкостью, такие как углеродистые или низколегированные стали. В конструкции действующих контактных аппаратов для изготовления деталей контактирующих с водой применяется низколегированная сталь марки 09Г2С (ГОСТ 5520 – 62). Саль этой марки характеризуется повышенной прочностью и ударной вязкостью, хорошо деформируется и обрабатывается резанием, легко сваривается всеми видами сварки, однако, неустойчива во многих агрессивных средах. Использование этой стали выгоднее и с финансовой точки зрения в виду ее дешевизны. [17, c.69].
Детали, находящиеся в контакте только с внешней средой, следует изготовлять из возможно более дешевых материалов, обладающих, однако, достаточной механической прочностью. В конструкции действующего контактного аппарата для изготовления такого рода деталей используется углеродистая сталь Ст.3сп. (ГОСТ 380 – 60). Сталь этой марки характеризуется хорошим сочетанием механических свойств, позволяющим применять ее для изготовления ответственных деталей и узлов, хорошо обрабатывается резанием и давлением, хорошо сваривается всеми видами сварки, однако, как и сталь марки 09Г2С неустойчива во многих агрессивных средах [17, c.68].
В качестве прокладочного материала в действующих контактных аппаратов используется паронит марки ПОН-Б (ГОСТ 481 – 80). Этот материал может использоваться в агрессивных средах при рабочих давлениях среды до 6 МПа и температурах до 500°С [17, c.240], следовательно, выбор его оправдан.
19.3 Расчет диаметра патрубков
Подбор патрубков и фланцев будем проводить по условному проходу и условному давлению.
Расчет диаметра патрубков рассчитывается по формуле:
 (20.1)
(20.1)
где, G – расход продукта, кг/ч;
ω – скорость движения продукта, м/с;
ρ – плотность продукта, кг/м3.
Значение скоростей движения продуктов в таблице 20.1 [1, с.100].
Таблица 20.1 – Значение скоростей движения продуктов
| Продукты | Назначение патрубка | Температура, оС | Плотность, кг/м3 | Скорость, м/с | Расход, кг/с |
| Конденсат Конденсат | вход выход | 90 123 | 996 954 | 1,6 50 | 10,5 10,5 |
| Спирто – воздушная смесь Контактные газы | вход выход | 100 180 | 0,940 0,818 | 30 30 | 7 7 |
Результаты расчета в таблице 20.2.
Таблица 20.2 – Результаты расчета
| Продукты | Диаметр по расчету, м | Принятый диаметр, м |
| Конденсат Конденсат Спирто – воздушная смесь Контактные газы | 0,168 0,0918 0,563 0,739 | 0,2 0,1 0,6 0,8 |
Диаметры патрубков принимаем согласно ГОСТ 28759.2 – 90.
Основные размеры подобранных фланцев к патрубкам в таблице 20.3.
Таблица 20.3 – Основные размеры подобранных фланцев к патрубкам
| Пат-ру- бок | D | D1 | D2 | D3 | D4 | D5 | S | h | h0 | d | Z | a | a1 |
| 1 | 100 | 205 | 170 | 148 | 108 | - | - | 11 | 4 | 16 | 8 | - | - |
| 2 | 200 | 315 | 280 | 258 | 219 | - | - | 15 | 4 | 16 | 4 | - | - |
| 3 | 600 | 720 | 680 | 644 | 652 | 643 | 8 | 30 | - | 23 | 24 | 14 | 12 |
| 4 | 800 | 920 | 880 | 842 | 852 | 841 | 8 | 35 | - | 23 | 32 | 14 | 12 |
Для входа и выхода конденсата используют плоский-приварной фланец, а для входа спирто-воздушной смеси и выхода контактных газов - тип фланцевого соединения ″шип-паз″.
Похожие работы
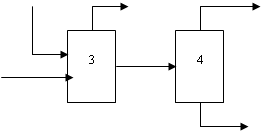
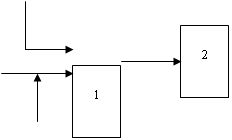
... Процесс получения формалина для одной технологической нитки состоит из следующих стадий: - получение метаноло – воздушной смеси, - синтез формальдегида -абсорбция формальдегида с получением "формалина-сырца", - ректификация "формалина-сырца". Общими для всех ниток узлами являются: -сбор и переработка некондиционных и дренируемых продуктов, -очистка газовых выбросов, -сжигание абгазов на ...

... средств автоматизации. 61 11. Экономический расчет. 65 12. Безопасность и экологичность работы.. 87 Заключение. 95 Conclusion. 96 Литература. 97 Реферат Дипломный проект на тему «Автоматизация котельной установки производства мономеров» состоит из 81 страницы. В ней содержится 2 рисунка, 8 таблиц и приложение. Для составления этой работы было использовано 20 источников литературы, ...
... а от сурка и бобра желчь, которые с успехом используются в медицине. Обрезки кожи с волосами, остающиеся после изготовления различных крупных изделий, идут на производство сувенирной продукции, которая пользуется в последнее время большим спросом. От пушных зверей получают также тушки (идут на выработку мясокостной муки) и навоз (хорошее органическое удобрение). От самки норки с молодняком в год ...
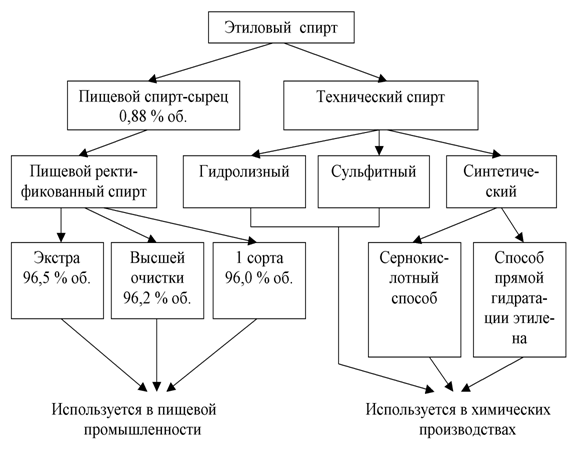
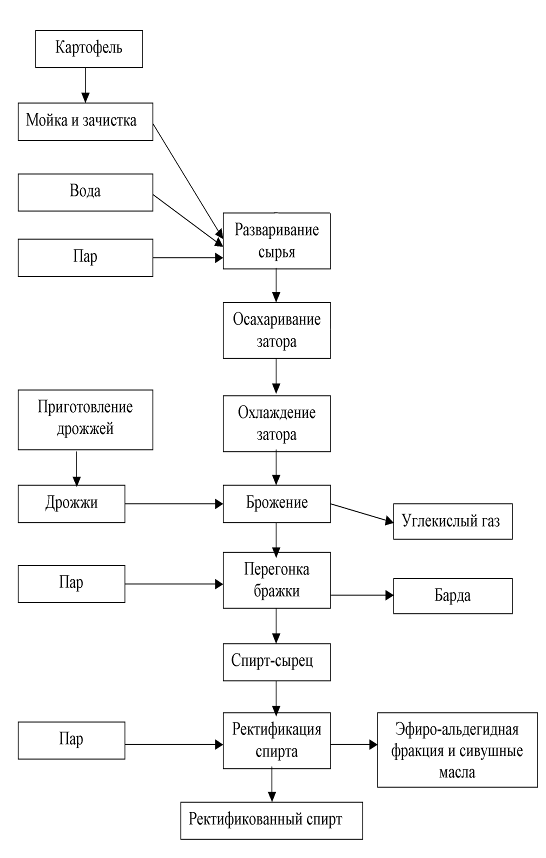


... и другом случае одинаков и может быть представлен следующей схемой: гексозы—фосфорные эфиры—гексоз-фосфотриозы—фосфоглицериновая кислота—пировиноградная кислота—уксусный альдегид—этиловый спирт. В основе производства этилового спирта из клубней картофеля лежат два биохимических процесса: ü гидролиз (осахаривание) крахмала, содержащегося в сырье, и сбраживание образующихся сахаров в спирт ...
0 комментариев