ТЕХНИКО-ЭКОНОМИЧЕСКИЙ УРОВЕНЬ И ОБОСНОВАНИЕ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
Выбор катализатора и его характеристика
Основные технологические решения
Механизм процесса
Кинетика реакций
Синтез формальдегида
Ректификация формалина - "сырца"
НОРМЫ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
КОМПОНОВКА ОБОРУДОВАНИЯ
Административно-конторские помещения
Производственные метеорологические условия
Шумы и вибрация
Техника безопасности
Электробезопасность
Пожаровзрывобезопасность
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
ЗАЩИТА ЧЕЛОВЕКА В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ
Стихийные бедствия
МАТЕРИАЛЬНЫЙ РАСЧЕТ
Материальный баланс стадии абсорбции
Стадия синтеза
ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ОСНОВНОГО АППАРАТА
Технологический расчет подконтактного холодильника
ГИДРАЛИЧЕСКИЙ РАСЧЕТ
Выбор материала основных элементов аппарата
Расчет толщины стенок обечайки и днища
Расчет крышки аппарата
Расчет опорных лап
Абсорбционная колонна К1
Пластинчатый теплообменник Т4
Навигация
Пластинчатый теплообменник Т4
Проект производства формалина
179850
знаков
35
таблиц
12
изображений
4.2 Пластинчатый теплообменник Т4.
Теплообменник служит для охлаждения раствора формалина, отводимого с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная.
Полость горячего продукта: Р = 0,35 МПа, Т = 35°С, среда – раствор формалина.
Температурная схема теплообмена:
50°С → 35°С;
5°С ← 15°С.
Средняя разность температур: Δtб = 50 – 5 = 45°С; Δtм = 35 – 15 = 20°С.

ΔТср = 31 К.
Требуемая поверхность теплообмена:
где, Q – тепловая нагрузка, Вт;
К – коэффициент теплоотдачи, принимаем К = 800 Вт/м3 [12, табл. 2.1, с.47];
ΔТср – средняя разность температур, К.

F = 245,16 м2, так как 3 теплообменника, то F = 81,7 м2 каждый.
Принимаем по ГОСТ 15518 – 83 площадь поверхности теплообмена F = 80 м2, число пластин N = 154 шт, масса аппарата М = 2040 кг, площадь одной пластины f = 0,6 м2.
4.3 Пластинчатый теплообменник Т5.
Теплообменник служит для охлаждения деминерализованной воды, отводимой с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная.
Полость горячего продукта: Р = 0,3 МПа, Т = 25°С, среда – деминерализованная вода.
Температурная схема теплообмена:
50°С → 35°С;
5°С ← 15°С.
Средняя разность температур: Δtб = 50 – 5 = 45°С; Δtм = 20 – 5 = 15°С.
ΔТср = 21 К.
Требуемая поверхность теплообмена:
где, Q – тепловая нагрузка, Вт;
К – коэффициент теплоотдачи, принимаем К = 800 Вт/м3 [12, табл. 2.1, с.47];
ΔТср – средняя разность температур, К.
F = 24,13 м2, так как 3 теплообменника, то F = 8,04 м2 каждый.
Принимаем по ГОСТ 15518 – 83 площадь поверхности теплообмена F = 8 м2, число пластин N = 30 шт, масса аппарата М = 362 кг, площадь одной пластины f = 0,3 м2.
4.4 Пластинчатый теплообменник Т6.
Теплообменник служит для охлаждения деминерализованной воды, отводимой с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная, оборотная вода
Полость горячего продукта: Р = 0,3 МПа, Т = 25°С, среда – раствор слабого формалина.
Расчет теплообменника проводится аналогично предыдущему. Данный теплообменник справится с нагрузкой, так как его поверхность теплообмена составляет 180 м2, что больше необходимой.
5. Насос поз.Н2
Техническая характеристика насоса: поз.Н2/1,2:
Насос центробежный, консольный, типа 1ЦГ100/32а – К – 11 – 5: Q = 156 м3/ч, Н = 49 м, среда – метанол. Материал – 12Х18Н10Т, 12Х13Н10.
Работа любого насоса характеризуется напором и мощностью при заданной подаче насоса (расходе жидкости). Полезную мощность насоса рассчитываем по формуле:
 (22.8)
(22.8)
где, N – мощность, потребляемая насосом, кВт;
Vt - подача насоса, м3/с;
ρ – плотность перекачиваемой жидкости, кг/м3;
g – ускорение свободного падения, g = 9,81 м/с2;
η – общий КПД насоса, доли ед.
Подача насоса рассчитывается по формуле:

где, Vt - массовый расход перекачиваемой жидкости;
ρ – плотность перекачиваемой жидкости, кг/м3.
Тогда, 
Мощность электродвигателя принимаем с запасом 25%, тогда его требуемая мощность составит:
![]()
Электродвигатель типа ВАО – 82 – 2У2: N = 55 кВт, n = 3000 об/мин,
U = 380 В, исполнение ВЗГ.
Данные насосы справляются с заданной мощностью.
Третий насос, предназначенный тоже для перекачки формалина – ″сырца″ можно установить с меньшей мощностью.
Насос центробежный, герметический, консольный, типа 1ЦГ100/32а – К – 11 – 5: Q = 160 м3/ч, Н = 29 м.
Среда – формалин.
Электродвигатель типа В18ОМ4: N = 30 кВт, n = 1500 об/мин,
U = 380 В, исполнение ВЗГ.
6. Расчет насоса поз.Н4
Техническая характеристика насоса: поз.Н4/1,2:
Насос центробежный, консольный, типа ЦГ 625/80К – 15 – 5 – У2: Q = 25 м3/ч, Н = 80 м, среда – формалин. Материал – 12Х18Н10Т, 12Х21Н5Т.
Электродвигатель моноблочный насосом: N = 4,5 кВт, n = 3000 об/мин.
Полезную мощность насоса рассчитываем по формуле:
где, N – мощность, потребляемая насосом, кВт;
Vt - подача насоса, м3/с;
ρ – плотность перекачиваемой жидкости, кг/м3;
g – ускорение свободного падения, g = 9,81 м/с2;
η – общий КПД насоса, доли ед.
Подача насоса рассчитывается по формуле: 
где, mt - массовый расход перекачиваемой жидкости;
ρ – плотность перекачиваемой жидкости, кг/м3.
Тогда,
Мощность электродвигателя принимаем с запасом 25%, тогда его требуемая мощность составит:
![]()
Данные насосы справляются с заданной мощностью.
ЗАКЛЮЧЕНИЕ
Проведенные расчеты показали, что у производственных мощностей, реакторов и аппаратов есть весьма солидный технологический запас по увеличению мощности производства. На примере одной технологической нитки были проведены материальный, тепловой расчеты, а также поверочные расчеты вспомогательного оборудования. Большим плюсом оказалось, что увеличение мощности производства не требует внедрения нового оборудования или замены существующего, а следовательно и не понесет за собой практически никаких убытков. Экономические расчеты показали, что увеличение мощности производства формалина снижает себестоимость продукции, что делает продукцию конкурентоспособной. Это, в свою очередь приведет к увеличению прибыли от реализации.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1 Огородников С.К. Формальдегид. – Л: Химия, 1984. – 280 с.
2 Технологический регламент производства формалина ″Завода формалина и карбосмол″ Томского Нефтехимического комбината.
3 Лебедев Н.Н. Химия и технология основного и нефтехимического синтеза: Учебник для вузов. – М: Химия, 1981. – 608 с.
4 Охрана труда в химической промышленности. Под ред. Г.В. Макарова. М: Химия, 1989. – 476 с.
5 Криницына З. В. Менеджмент. Томск ТПУ, 2002. – 54 с.
6 Иванов Г.Н., Ляпков А.А., Бочкарев В.В. Учебное пособие – Томск: изд. ТПУ – 2002. – 113 с.
7 Гутник С.П. Расчеты по технологии органического синтеза. М: Химия, 1988. – 272 с.
8 Справочник нефтехимика. Под ред. С.К. Огородникова – Л: Химия, 1978. Т.2. – 592 с.
9 Основные процессы и аппараты химической технологии. Пособие по проектированию. Под ред. Ю.И. Дытнерского М: Химия 1991. – 496 с.
10 Павлов. К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. – Л: Химия, 1987. – 576 с.
11 Лащинский А.А., Толчинский А.Р. Основы конструирования и расчета химической аппаратуры. Справочник. – Л: Машиностроение, 1970. – 752 с.
12 Краснощеков Е.А., Сукомел А.С. Задачник по теплопередаче. – М: Энергия, 1969. – 264 с.
13 Варгафтик Н.Б. Справочник по теплофизическим свойствам газов и жидкостей. – М: Наука, 1972. – 653 с.
14 Иоффе И.Л. Проектирование процессов и аппаратов химической технологии: Учебник для техникумов. – Л: Химия, 1991. – 352 с.
15 Основы проектирования. Под ред. Лащинского А.А. – М: Химия, 1971. – 466 с.
16 Бочкарев В.В., Ляпков А.А. Основы проектирования предприятий органического синтеза. Методические указания к выполнению дипломного проекта. – Томск: ТПУ, 2002. – 52 с.
17 Анурьев В.И. Справочник конструктора – машиностроителя. М: Машиностроение, 1980. Т.3. – 557 с.
18 Викторов М.М. Методы вычисления физико-химических величин и прикладные расчеты: Л: Химия, 1977. – 360с.
Похожие работы
... Процесс получения формалина для одной технологической нитки состоит из следующих стадий: - получение метаноло – воздушной смеси, - синтез формальдегида -абсорбция формальдегида с получением "формалина-сырца", - ректификация "формалина-сырца". Общими для всех ниток узлами являются: -сбор и переработка некондиционных и дренируемых продуктов, -очистка газовых выбросов, -сжигание абгазов на ...

... средств автоматизации. 61 11. Экономический расчет. 65 12. Безопасность и экологичность работы.. 87 Заключение. 95 Conclusion. 96 Литература. 97 Реферат Дипломный проект на тему «Автоматизация котельной установки производства мономеров» состоит из 81 страницы. В ней содержится 2 рисунка, 8 таблиц и приложение. Для составления этой работы было использовано 20 источников литературы, ...
... а от сурка и бобра желчь, которые с успехом используются в медицине. Обрезки кожи с волосами, остающиеся после изготовления различных крупных изделий, идут на производство сувенирной продукции, которая пользуется в последнее время большим спросом. От пушных зверей получают также тушки (идут на выработку мясокостной муки) и навоз (хорошее органическое удобрение). От самки норки с молодняком в год ...
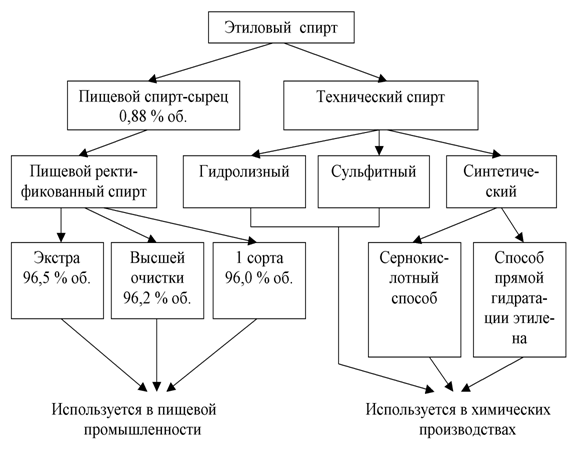
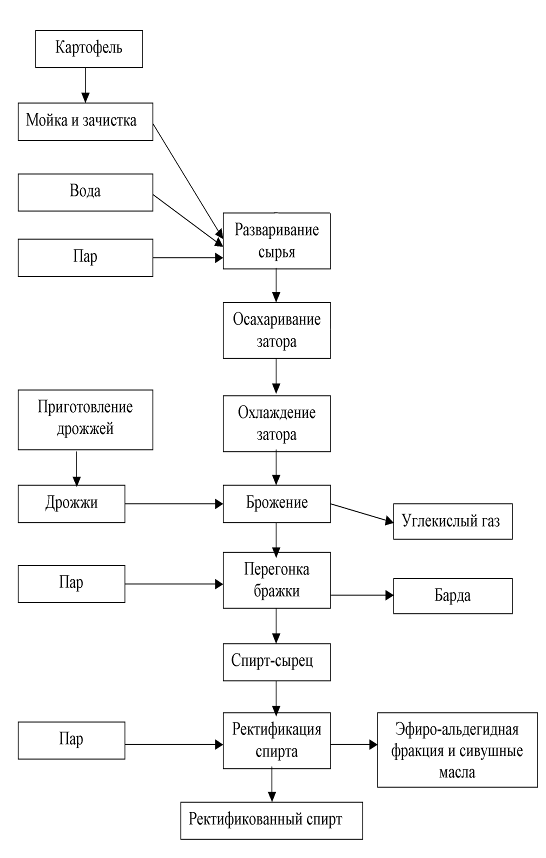


... и другом случае одинаков и может быть представлен следующей схемой: гексозы—фосфорные эфиры—гексоз-фосфотриозы—фосфоглицериновая кислота—пировиноградная кислота—уксусный альдегид—этиловый спирт. В основе производства этилового спирта из клубней картофеля лежат два биохимических процесса: ü гидролиз (осахаривание) крахмала, содержащегося в сырье, и сбраживание образующихся сахаров в спирт ...
0 комментариев