Спецификация деталей кроя
Выбор материалов
Выбор методов обработки и оборудования
Режимы обработки материалов на машинах
Эффективность выбранных методов обработки
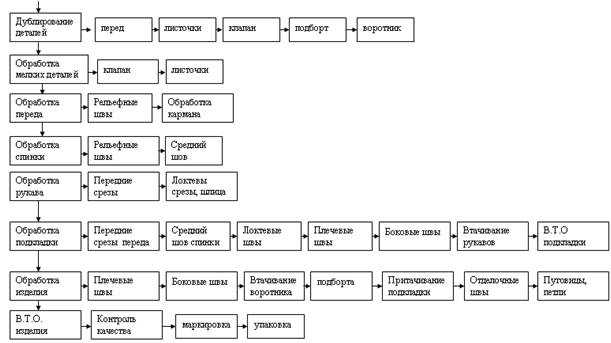
Технологическая последовательность обработки формы для младших школьников
Выбор типа производства
Составление технологической схемы процесса
Анализ согласования организационных операций
Сводка рабочей силы
Расчет технико-экономических показателей
Навигация
Расчет технико-экономических показателей
Проектирование швейного цеха по изготовлению формы для младших школьников
75158
знаков
16
таблиц
15
изображений
2.6.4 Расчет технико-экономических показателей
Технико-экономические показатели проектируемого потока представлены в таблице №13.
Таблица №13. Технико-экономические показатели работы потока
| № п/п | Наименование показателя | Методика расчета | Результаты расчета |
| 1 | 2 | 3 | 4 |
| 1 | Выпуск изделий в смену – М, ед | 296 | |
| 2 | Численность рабочих-чел. Расчетная Nр Фактическая Nф | Схема разделения труда | Nр=49,5 Nф=50 |
| 3 | Трудоемкость изготовления изделия – Т, сек. | Технологическая последовательность | Тобщ = 14605 Тср = 4868 |
| 4 | Производительность труда – ПТ | ПТ = |
|
| 5 | Средний разряд, rср | rср = |
|
| 6 | Средний тарифный коэффициент, Qср | Qср = |
|
| 7 | Расценка на изделие, коп., руб. суммарная средняя расчетная, Рср | СРТ: Р = Рср = Тизд*СТС* Qср | 27902,83 28349,64 |
| 8 | Коэффициент загрузки потока | Кс = |
|
| 9 | Коэффициент механизации потока | Кмех = |
|
| 10 | Коэффициент использования оборудования | Кисп = |
|
3. Планировка швейного цеха
3.1 Характеристика плана цеха
При размещении технологических потоков необходимо учитывать следующие факторы:
• Вид производственного здания, сетку колонн (6x6 и 6x9), расположение лифтов, лестниц, мест приема и вывоза грузов.
• Удобство взаимосвязи между участками и цехами.
• Эффективность использования производственной площади.
• Последовательность выполнения технологических операций при наикратчайших пути перемещения полуфабрикатов.
• Возможность перестройки процессов.
• Количество, вид, размер оборудования.
• Требования техники безопасности и противопожарной техники.
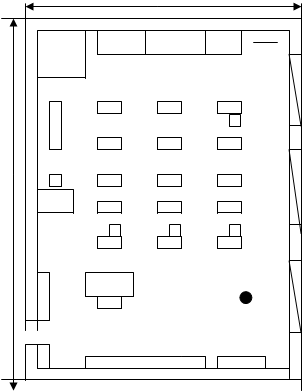
Особое внимание должно быть уделено планировке рабочего места. Рациональная организация рабочего места способствует достижению высокой производительности труда. Рабочее место включает стол с установленным на нем оборудованием, инструментами, приспособлениями, стул, зону хранения полуфабрикатов и рабочую зону для размещения исполнителя. Размеры рабочей зоны зависят от рабочей позы исполнителя (стоя, сидя), а также от вида выполняемых работ и технологического оборудования.
Рабочее место и оборудование размещают в соответствии с монтажным графиком в зависимости от типа потока. При расстановке учитываются запасные рабочие места. Длина агрегата должна быть кратна шагу рабочего места потока. Рабочие места располагают так, чтобы рабочий брал и возвращал полуфабрикат левой рукой.
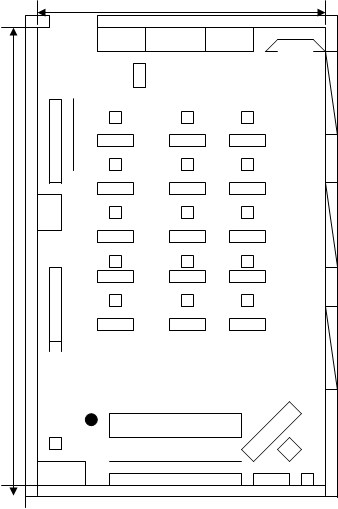
Детали кроя и полуфабрикаты хранят в тележках – кронштейнах, на клеточных и потолочных стеллажах. Готовые изделия верхней одежды хранят на кронштейнах различного типа. Чертежи планировки выполняются в масштабе 1: 100, отмечая все оборудование и все устройства, относящиеся к рабочим местам: стеллажи, кронштейны, транспортные устройства. Стрелками показывают направление движения изделия по рабочим местам.
3.2 Графическая часть
План цеха данного курсового проекта представлен в графической части №3.
4. Расчет не основного производства
Расчет не основного производства выполняется по укрепленным показателям без составления технологической последовательности и технологической схемы. Для расчета не основного производства определяется с учетом специализации цеха по технической литературе. Изходя из размеров цеха и планировки потока основного изделия, определяется количество и длина поточной линии, которые отводятся для не основного изделия. Затем по количеству рабочих мест и коэффициенту Ксред определяется количество рабочих и выпуск изделий в смену.
Nнп= ![]() ,
,
где Nнп – количество рабочих не основного производства.
Мнп = ![]() ,
,
где Мнп – мощность не основного производства.
Заполнив площадь цеха производственными участками основного и не основного изделия, определяется показатель – Съем продукции в 1 м2
См2 = ![]() .
.
Заключение
В результате написания проекта мною были приобретены навыки проектирования многофасонного потока.
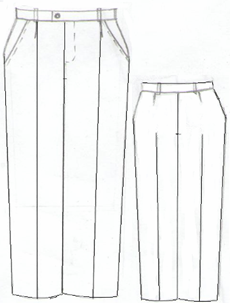
В курсовом проекте представлена коллекция из 5 моделей формы для младших школьников, которые соответствуют направлению моды и по своей функции схожи со свойствами рекомендуемых материалов. В ходе проектирования были подобраны эффективные методы обработки, которые позволяют уменьшить время на обработку и повысить производительность труда.
Также были закреплены знания по расчету швейного потока, по составлению технологической схемы обработки изделий, на основе которых составлялась технологическая последовательность.
После составлялась схема разделения труда, которая является основным документом при проектировании швейного цеха. Чтобы проанализировать схему разделения труда были составлены таблицы «Сводка рабочей силы», «Сводка оборудования» и «Расчет технико-экономических показателей». В результате было показано высокая эффективность проектируемого производства.
На основание схемы разделения труда было выполнено планирование швейного цеха.
Литература
1. Амиранова Э.К., Труханова А.Т, Саккулина О.В, Саккулин Б.В. Учебное пособие: «Технология швейного производства» М. - 2004 г.
2. Демченко С.П., Небольсина О.В., методическое издание к курсовому проекту по дисциплине «Технология швейных изделий» Воронеж, 2006 г.
3. Журнал «Ателье» 01/09
4. Журнал «Ателье» 06/08
5. Журнал «Швейная промышленность» 02/08, стр. 14-16.
6. Исаев В.В. «Оборудование швейных предприятий» М. – Легпромбытиздат 1989 г.
7. Литвинова И.Н., Шахова Я.А. «Изготовление верхней женской и детской одежды» – М.: 1985
8. Першина Л.Ф., Петрова С.В. «Технология швейного производства»; М. – 1991, с. 258
9. Справочные таблицы по материаловедению
10. Стермашенко В.И., Розаренова Т.В., «Материалы для одежды и конфекционирование» – М., Издат. Центр «Академия», 2008
11. Суворов О.В., «Материаловедение швейного производства.» Учебное пособие – Ростов н/Д, Феникс, 2001 г.
12. Суворова О.В., «Швейное оборудование» Учебное пособие – Ростов н/Д, «Феникс», 2000 г.
13. Труханова А.Т., «Основы технологии швейного производства», М – Высшая школа 2001 г.
14. Франц В.Я. «Оборудование швейного производства» – М.: Издательский центр «Академия», 2002 – 448 с.
15. Шилова В.А. «Технология швейного производства» – М.: Легпромбытиздат, 1982
Похожие работы
... »; - провести диагностику усвоения материала; - закрепить полученные знания, умения и навыки. Гипотеза: При обучении учащихся вязанию на спицах реализуются политехнические основы технологической подготовки школьников посредством сочетания обучения с производительным трудом. На контрольно-итоговом этапе ставятся следующие задачи: Определить результат сформированности знаний и умений учащихся ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... , бригаде формируются неформальные контактные объединения, которые преследуют цель удовлетворения сходных индивидуальных потребностей в общении, обмене информацией, взаимопомощи, решении общих задач. Глава 2. Развитие предпринимательской культуры на уроках технологии в общеобразовательных школах 2.1 Образовательная программа «Технология» как основа для развития предпринимательской культуры ...



... верхних и для нижних утюгов) Для внутри процессной и окончательной ВТО 1100 200 в, 0,2 кВТ/час 120-190 Ш 1200-1500 Г1245 В 1330 4.3 Выбор вариантов методов обработки для заданного узла модели изделия Рисунок № 8 Узел № 1. Рисунок № 9Узел № 2. Рисунок № 10Узел № 3 5. Разработка технологической документации 5.1 Разработка технологической ...
0 комментариев