Спецификация деталей кроя
Выбор материалов
Выбор методов обработки и оборудования
Режимы обработки материалов на машинах
Эффективность выбранных методов обработки
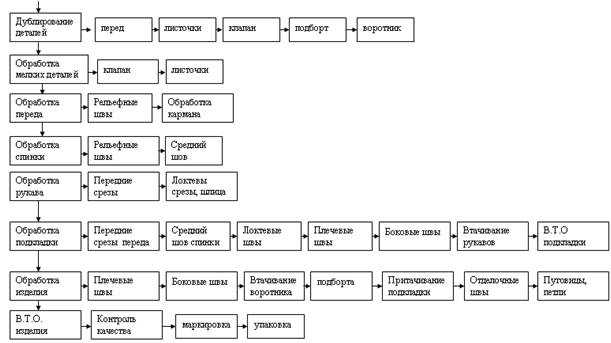
Технологическая последовательность обработки формы для младших школьников
Выбор типа производства
Составление технологической схемы процесса
Анализ согласования организационных операций
Сводка рабочей силы
Расчет технико-экономических показателей
Навигация
Анализ согласования организационных операций
Проектирование швейного цеха по изготовлению формы для младших школьников
75158
знаков
16
таблиц
15
изображений
2.4 Анализ согласования организационных операций
2.4.1 Анализ по коэффициенту согласования
Анализ согласования времени операций производится с целью выявления недостатков в согласовании и их устранение до оформления технической схемы потоков. При этом правильность согласования времени операций всего потока и секции потока определяют по коэффициенту согласования Кс, который определяется по формуле:
Кс = ![]() ;
;
Где ![]() – такт потока;
– такт потока;
T – средневзвешенное время изготовления изделий;
Nф – фактическое число рабочих в процессе.
Правильным согласованием времени операций всего процесса считается при Кс = 1. Допускаемые пределы отклонения коэффициента согласования ![]() 2%, то есть Кс = 0,98
2%, то есть Кс = 0,98![]() 1,02.
1,02.
Кс = ![]() = 1,01.
= 1,01.
Вычислительный коэффициент согласования равен 1,01, т.е. находится в пределах 0,98![]() 1,02. следовательно согласование составлено верно.
1,02. следовательно согласование составлено верно.
2.4.2 Анализ по графику согласования
Загруженность операции потока определяют с помощью графика согласования времени операций. Он дает наглядное представление о загрузке проектируемого потока.
По графику согласованию видно (графическая работа №1), что все операции располагаются в пределах допустимых отклонений 0,9![]() 1,1 такта среднего. Всего согласовано 50 операций, из которых 15 операций находятся на линии среднего такта потока; 13 операций находятся выше такта, что способствует высокой производительности труда, сбой в работе этих операций может отрицательно повлиять на ритм работы потока; 22 операции находится ниже линии такта, так как их выполнение требует повышенного внимания, тщательности и время на самоконтроль.
1,1 такта среднего. Всего согласовано 50 операций, из которых 15 операций находятся на линии среднего такта потока; 13 операций находятся выше такта, что способствует высокой производительности труда, сбой в работе этих операций может отрицательно повлиять на ритм работы потока; 22 операции находится ниже линии такта, так как их выполнение требует повышенного внимания, тщательности и время на самоконтроль.
2.5 Схема разделения труда
Технологическая схема разделения труда является основным документом организации пошивочного процесса. Она включает в себя описание организационных операций с указанием данных о трудовых нормативах и средствах оснащения. На ее основании происходит расстановка рабочих мест в потоке, их оснащение, контроль работы потока, учет выработки и заработной платы.
Технологическая схема разделения труда многофасонного потока с цикличным запуском представлена в таблице №10.
Наименование изделия: форма для младших школьников;
Такт потока – 97 с;
Количество рабочих в потоке – 50 чел.;
Время изготовления изделия по моделям: модель А – 5183 с.
модель Б – 4481 с.
модель В – 4941 с.
Таблица №10. Технологическая схема разделения труда
| Номер операции | Содержание организационной операции | Специальность | Разряд | Затраты времени, с | Норма выработки, ед | Расценка за 1 ед, коп | Кол-во рабочих | Оборудование, инструменты, приспособления | |||
| о.о | н.о | Общее | Среднее | Nр | Nф | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1. | 1. | Получить крой, проверить наличие кроя | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | Паспорт |
| 2. | 2. | Проверка качества кроя | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | Табель |
| 3. | 3. | Распределение кроя по рабочим местам | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | |
| 4. | 4. | Дублирование полочек | П | 4 | 135 | 254,40 | Cs – 371 | ||||
| 5. | Дублирование нижнего воротника | П | 4 | 90 | 169,60 | Cs – 371 | |||||
| 7. | Дублирование припуска накладного кармана | П | 4 | 25 | 47,11 | Cs – 371 | |||||
| 8. | Дублирование листочки кармана | П | 4 | 20 | 37,69 | Cs – 371 | |||||
| 9. | Дублирование обтачек кармана | П | 4 | 25 | 47,11 | Cs – 371 | |||||
| Итого по операции: |
|
| 295 | 98 | 97,6 | 555,91 | 1,01 | 1 | |||
| 5. | 6. | Дублирование подборта | П | 4 | 81 | 152,64 | Cs – 371 | ||||
| 10. | Дублирование низа рукава | П | 4 | 57 | 107,41 | Cs – 371 | |||||
| 11. | Дублирование обтачки горловины спинки | П | 4 | 69 | 130,02 | Cs – 371 | |||||
| 12. | Дублирование низа спинки | П | 4 | 69 | 130,02 | Cs – 371 | |||||
| 13. | Дублирование обтачки низа | П | 4 | 20 | 37,69 | Cs – 371 | |||||
| Итого по операции: |
|
| 296 | 99 | 97,3 | 557,78 | 1,01 | 1 | |||
| 6. | 14. | Обтачивание накладного кармана подкладкой | М | 4 | 30 | 56,53 | 1022‑М | ||||
| 17. | Стачивание частей нижнего воротника | М | 4 | 48 | 90,45 | 1022‑М | |||||
| 19. | Обтачивание нижнего воротника верхним | М | 4 | 135 | 254,40 | 1022‑М | |||||
| 23. | Стачивание срезов обтачки горловины и подбортов | М | 4 | 21 | 39,57 | 1022‑М | |||||
| 25. | Настрачивание логотипа на обтачку горловины | М | 4 | 57 | 107,41 | 1022‑М | |||||
| Итого по операции: |
|
| 291 | 97 | 99 | 548,36 | 1 | 1 | |||
| 7. | 15. | Высекание уголков, вывертывание на лицевую сторону | Р | 3 | 20 | 33,94 | Ножницы | ||||
| 16. | Приутюживание кармана | П | 4 | 10 | 18,85 | Cs – 371 | |||||
| 18. | Разутюживание шва нижнего воротника | П | 4 | 24 | 45,23 | Cs – 371 | |||||
| 20. | Высекание уголков, вывертывание воротника | Р | 3 | 96 | 162,89 | Ножницы | |||||
| 24. | Разутюживание шва стачивания обтачки горловины и подборта | П | 4 | 15 | 28,27 | Cs – 371 | |||||
| 33. | Приутюживание кармана | П | 4 | 120 | 226,13 | Cs – 371 | |||||
| Итого по операции: |
|
| 285 | 95 | 101,1 | 515,31 | 0,9 | 1 | |||
| 8. | 27. | Наметить место расположение кармана | Р | 4 | 75 | 141,33 | |||||
| 28. | Притачивание листочки с подкладкой и подзором к полочке с одновременным разрезанием входа в карман | См | 5 | 108 | 235,57 | п/а 746 | |||||
| 29. | Притачивание обтачек с подкладкой с одновременным разрезанием входа в карман | См | 5 | 108 | 235,57 | п/а 746 | |||||
| Итого по операции: |
|
| 291 | 97 | 99 | 612,47 | 1 | 1 | |||
| 9. | 26. | Притачивание подкладки кармана к подзору | М | 4 | 40 | 75,38 | 1022‑М | ||||
| 30. | Закрепление концов кармана | М | 4 | 30 | 56,53 | 1022‑М | |||||
| 31. | Стачивание подкладок кармана | М | 4 | 36 | 67,84 | 1022‑М | |||||
| 32. | Настрачивание накладного кармана | М | 4 | 65 | 122,49 | 1022‑М | |||||
| 34. | Обтачивание борта подбортом | М | 5 | 120 | 261,75 | 1022‑М | |||||
| Итого по операции: |
|
| 291 | 97 | 99 | 583,99 | 1 | 1 | |||
| 10. | 21. | Выметывание воротника | См | 4 | 135 | 254,40 | 2222 | ||||
| 36. | Выметывание борта | См | 4 | 150 | 282,66 | 2222 | |||||
| Итого по операции: |
|
| 285 | 95 | 101,1 | 537,06 | 1 | 1 | |||
| 11. | 22. | Приутюживание воротника | П | 4 | 120 | 226,13 | Cs – 371 | ||||
| 35. | Высекание уголков, вывертывание борта | Р | 3 | 39 | 66,18 | Ножницы | |||||
| 37. | Приутюживание борта | П | 4 | 135 | 254,40 | Cs – 371 | |||||
| Итого по операции |
|
| 294 | 98 | 98 | 546,71 | 1,01 | 1 | |||
| 12. | 38. | Стачивание среднего среза спинки | М | 4 | 90 | 169,60 | 1022‑М | ||||
| 40. | Стачивание передних срезов рукавов | М | 4 | 99 | 186,56 | 1022‑М | |||||
| 42. | Стачивание локтевых срезов рукавов | М | 4 | 105 | 195,98 | 1022‑М | |||||
| Итого по операции |
|
| 294 | 98 | 98 | 552,14 | 1,01 | 1 | |||
| 13. | 39. | Разутюживание припусков среднего шва спинки | П | 4 | 96 | 180,90 | Cs – 371 | ||||
| 41. | Разутюживание припусков передних швов рукавов | П | 4 | 99 | 186,56 | Cs – 371 | |||||
| 43. | Разутюживание припусков локтевых швов рукава | П | 4 | 96 | 180,90 | Cs – 371 | |||||
| Итого по операции |
|
| 291 | 97 | 99 | 548,36 | 1 | 1 | |||
| 14. | 44. | Застрачивание срезов вешалки и наматывание на кассету | М | 4 | 45 | 84,80 | 1022‑М | ||||
| 45. | Стачивание боковых срезов подкладки | М | 4 | 105 | 197,86 | 1022‑М | |||||
| 46. | Стачивание плечевых срезов подкладки | М | 4 | 66 | 124,37 | 1022‑М | |||||
| 47. | Стачивание передних срезов подкладки рукава | М | 4 | 26 | 49 | 1022‑М | |||||
| Итого по операции |
|
| 294 | 98 | 98 | 456,03 | 1,01 | 1 | |||
| 15. | 48. | Стачивание локтевых срезов подкладки рукава, оставляя нестаченный участок для последующего вывертывания жакета на лицевую сторону | М | 4 | 90 | 169,60 | 1022‑М | ||||
| 49. | Стачивание среднего среза спинки подкладки жакета | М | 4 | 99 | 186,56 | 1022‑М | |||||
| 50. | Втачивание рукава в пройму подкладки | М | 4 | 105 | 197,86 | 1022‑М | |||||
| Итого по операции |
|
| 294 | 98 | 98 | 554,02 | 1,01 | 1 | |||
| 16. | 51. | Приутюживание подкладки | П | 4 | 264 | 88 | 109,1 | 497,48 | 0,9 | 1 | Cs – 371 |
| 17. | 52. | Проверка по табелю | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | |
| 18. | 53. | Стачивание боковых срезов жакета | М | 4 | 174 | 327,89 | 1022‑М | ||||
| 55. | Стачивание плечевых срезов жакета | М | 4 | 114 | 214,82 | 1022‑М | |||||
| Итого по операции |
|
| 288 | 96 | 100 | 542,71 | 0,9 | 1 | |||
| 19. | 54. | Разутюживание припусков бокового шва | П | 4 | 186 | 350,50 | Cs – 371 | ||||
| 56. | Разутюживание припусков плечевого шва | П | 4 | 105 | 197,86 | Cs – 371 | |||||
| Итого по операции |
|
| 291 | 97 | 99 | 548,36 | 1 | 1 | |||
| 20. | 57. | Притачивание подкладки по низу и подборту | М | 4 | 294 | 98 | 98 | 554,01 | 1,01 | 1 | 1022‑М |
| 21. | 58. | Пришивание вешалки к обтачки горловины спинки | М | 4 | 30 | 56,53 | 1022‑М | ||||
| 59. | Втачивание воротника в горловину одной строчкой | М | 5 | 261 | 569,29 | 1022‑М | |||||
| Итого по операции |
|
| 291 | 97 | 99 | 625,82 | 1 | 1 | |||
| 22. | 62. | Втачивание рукава в пройму | См | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | 302 |
| 23. | 63. | Контроль качества | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | - |
| 24. | 64. | Притачивание подкладки по низу рукава | М | 4 | 120 | 226,13 | 1022‑М | ||||
| 67. | Вывертывание жакета на лицевую сторону через нестаченный участок в локтевом шве. | Р | 4 | 180 | 339,19 | - | |||||
| Итого по операции |
|
| 300 | 100 | 96 | 565,32 | 1,03 | 1 | |||
| 25. | 60. | Приутюживание шва втачивания воротника | П | 4 | 180 | 339,19 | Cs – 371 | ||||
| 65. | Приутюживание низа рукава | П | 4 | 120 | 226,13 | Cs – 371 | |||||
| Итого по операции |
|
| 300 | 100 | 96 | 565,32 | 1,03 | 1 | |||
| 26. | 61. | Прокладывание отделочной строчки по борту и воротнику | М | 5 | 246 | 536,58 | 1022‑М | ||||
| 68. | Застрачивание нестаченного участка в локтевом шве | М | 4 | 60 | 113,07 | 1022‑М | |||||
| Итого по операции |
|
| 306 | 102 | 94,1 | 649,65 | 1,05 | 1 | |||
| 27. | 69. | Удаление производственного мусора | Р | 3 | 120 | 203,62 | щетка | ||||
| 74. | Намечание место расположение петель | Р | 3 | 90 | 152,71 | лекало | |||||
| 76. | Намечание место расположение пуговиц | Р | 3 | 90 | 152,71 | лекало | |||||
| Итого по операции |
|
| 300 | 100 | 96 | 509,04 | 1,03 | 1 | |||
| 28. | 70. | Приутюживание рукавов | П | 4 | 150 | 282,66 | Cs – 371 | ||||
| 71. | Приутюживание горловины | П | 4 | 138 | 260,05 | Cs – 371 | |||||
| Итого по операции |
|
| 288 | 96 | 100 | 542,71 | 0,9 | 1 | |||
| 29. | 72. | Приутюживание полочек | П | 4 | 180 | 339,19 | Cs – 371 | ||||
| 73. | Приутюживание спинки | П | 4 | 120 | 226,13 | Cs – 371 | |||||
| Итого по операции |
|
| 300 | 100 | 96 | 565,32 | 1,0 | 1 | |||
| 30. | 78. | Чистка готового изделия | Р | 3 | 288 | 96 | 100 | 488,68 | 0,9 | 1 | щетка |
| 31. | 79. | Контроль качества жакета | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | - |
| 32. | 80. | Дублирование обтачек верхнего среза сарафана | П | 4 | 45 | 84,80 | Cs – 371 | ||||
| 81. | Дублирование бретелек | П | 4 | 55 | 103,64 | Cs – 371 | |||||
| 116. | Дублирование пояса | П | 4 | 50 | 94,22 | Cs – 371 | |||||
| 117. | Дублирование гульфика | П | 4 | 35 | 65,96 | Cs – 371 | |||||
| 118. | Дублирование откоска | П | 4 | 35 | 65,96 | Cs – 371 | |||||
| 151. | Дублирование пояса | П | 4 | 50 | 94,22 | Cs – 371 | |||||
| Итого по операции |
|
| 270 | 90 | 106,7 | 508,80 | 0,9 | 1 | |||
| 33. | 82. | Обтачивание концов бретелек | М | 4 | 20 | 37,69 | 1022‑М | ||||
| 85. | Стачивание деталей обтачек верхнего среза | М | 4 | 15 | 28,27 | 1022‑М | |||||
| 101. | Втачивание тесьмы молнии в боковой шов | М | 4 | 60 | 113,07 | 1022‑М | |||||
| 119. | Стачивание вытачек задних половинок брюк | М | 4 | 10 | 18,85 | 1022‑М | |||||
| 121. | Застрачивание рельефных швов передних половинок брюк | М | 4 | 45 | 84,80 | 1022‑М | |||||
| 124. | Настрачивание бочка на подкладку кармана | М | 4 | 18 | 33,92 | 1022‑М | |||||
| 125. | Застрачивание припуска вкладывая вторую часть подкладки | М | 4 | 10 | 18,85 | 1022‑М | |||||
| 126. | Прокладывание отделочной строчки по краю кармана закрепляя подкладку | М | 4 | 20 | 37,69 | 1022‑М | |||||
| 128. | Настрачивание звеньев молнии на откосок | М | 4 | 28 | 52,76 | 1022‑М | |||||
| 129. | Притачивание второй части молнии к гульфику | М | 4 | 25 | 47,11 | 1022‑М | |||||
| 158. | Настрачивание молнии в правый боковой шов | М | 4 | 45 | 84,8 | 1022‑М | |||||
| Итого по операции |
|
| 296 | 99 | 97,3 | 557,81 | 1,01 | 1 | |||
| 34. | 88. | Стачивание рельефных швов с одновременным обметыванием | См | 4 | 48 | 90,45 | 51–2845 | ||||
| 90. | Притачивание кокетки к верхнему срезу полочки с одновременным обметыванием | См | 4 | 45 | 84,80 | 51–2845 | |||||
| 92. | Притачивание кокетки к верхнему срезу спинки с одновремен-ным обметыванием | См | 4 | 45 | 84,80 | 51–2845 | |||||
| 152. | Притачивание нижней части складки на переднем полотнище с одновремен-ным обметыванием | См | 4 | 80 | 150,75 | 51–2845 | |||||
| 153. | Притачивание нижней части складки на заднем полотнище с одновремен-ным обметыванием | См | 4 | 80 | 150,75 | 51–2845 | |||||
| Итого по операции |
|
| 298 | 99 | 96,7 | 561,55 | 1,02 | 1 | |||
| 35. | 94. | Стачивание боковых срезов юбки с одновременным обметыванием | См | 4 | 45 | 84,80 | 51–2845 | ||||
| 99. | Стачивание боковых срезов лифа с одновременным обметыванием | См | 4 | 55 | 103,64 | 51–2845 | |||||
| 103. | Притачивание юбки к лифу с одновременным обметыванием | См | 4 | 90 | 169,60 | 51–2845 | |||||
| 127. | Стачивание срезов подкладки с одновременным обметыванием | См | 4 | 25 | 47,11 | 51–2845 | |||||
| 142. | Обметывание низа брюк | См | 4 | 155 | 292,08 | ||||||
| Итого по операции |
|
| 265 | 88 | 108,7 | 697,23 | 0,9 | 1 | |||
| 36. | 87. | Обметывание внутреннего среза обтачек | См | 4 | 30 | 56,53 | 51‑А | ||||
| 102. | Обметывание припусков на участке втачанной молнии | См | 4 | 50 | 94,22 | 51‑А | |||||
| 122. | Обметывание припусков боковых, шаговых швов, среза гульфика и срезов среднего шва на передних и задних половинках | См | 4 | 140 | 263,82 | 51‑А | |||||
| 123. | Обметывание бочка передних половинок брюк | См | 4 | 15 | 28,27 | 51‑А | |||||
| 142. | Обметывание низа брюк | См | 4 | 55 | 103,64 | 51‑А | |||||
| Итого по операции |
|
| 290 | 97 | 102,9 | 546,48 | 1 | 1 | |||
| 37. | 86. | Разутюживание срезов стачанных деталей обтачек | П | 4 | 10 | 18,85 | Cs – 371 | ||||
| 89. | Заутюживание припусков рельефного шва | П | 4 | 40 | 75,38 | Cs – 371 | |||||
| 91. | Заутюживание припусков притачивания кокетки | П | 4 | 40 | 75,38 | Cs – 371 | |||||
| 93. | Заутюживание припусков притачивания кокетки | П | 4 | 40 | 75,38 | Cs – 371 | |||||
| 95. | Заутюживание припусков бокового шва юбки | П | 4 | 40 | 75,38 | Cs – 371 | |||||
| 100. | Заутюживание припусков бокового шва | П | 4 | 45 | 84,80 | Cs – 371 | |||||
| 104. | Заутюживание припусков притачивания юбки к лифу | П | 4 | 55 | 103,64 | Cs – 371 | |||||
| 156. | Заутюживание припусков бокового шва юбки | П | 4 | 20 | 37,69 | Cs – 371 | |||||
| Итого по операции |
|
| 290 | 97 | 102,9 | 546,50 | 1 | 1 | |||
| 38. | 97. | Застрачивание низа юбки | М | 4 | 84 | 158,29 | 1022‑М | ||||
| 143. | Настрачивание брючной тесьмы | М | 4 | 90 | 169,60 | 1022‑М | |||||
| 157. | Застрачивание низа юбки | М | 4 | 90 | 169,60 | 1022‑М | |||||
| Итого по операции |
|
| 265 | 88 | 108,7 | 497,49 | 0,9 | 1 | |||
| 39. | 96. | Закладывание встречных складок на юбке | М | 4 | 90 | 169,60 | 1022‑М | ||||
| 105. | Обтачивание верхнего среза сарафана обтачкой с вкладыванием бретелек со стороны спинки | М | 4 | 60 | 113,07 | 1022‑М | |||||
| 106. | Настрачивание припусков на обтачку | М | 4 | 55 | 103,64 | 1022‑М | |||||
| 130. | Прокладывание отделочной строчки по гульфику | М | 4 | 25 | 47,11 | 1022‑М | |||||
| 159. | Застрачивание встречных складок юбки | М | 4 | 60 | 113,07 | 1022‑М | |||||
| Итого по операции |
|
| 291 | 97 | 99 | 546,49 | 1 | 1 | |||
| 40. | 132. | Стачивание боковых срезов | М | 4 | 65 | 122,49 | 1022‑М | ||||
| 134. | Стачивание шаговых срезов | М | 4 | 55 | 103,64 | 1022‑М | |||||
| 136. | Стачивание средних срезов брюк | М | 4 | 60 | 113,07 | 1022‑М | |||||
| 138. | Обтачивание концов пояса | М | 4 | 25 | 47,11 | 1022‑М | |||||
| 141. | Настрачивание шлевок по верхнему краю пояса | М | 4 | 33 | 62,19 | 1022‑М | |||||
| 162. | Обтачивание концов пояса | М | 4 | 25 | 47,11 | 1022‑М | |||||
| Итого по операции |
|
| 263 | 88 | 109,5 | 495,61 | 0,9 | 1 | |||
| 41. | 98. | Приутюживание складок и низа юбки | П | 4 | 95 | 179,02 | Cs – 371 | ||||
| 154. | Заутюживание припусков складок | П | 4 | 120 | 226,13 | Cs – 371 | |||||
| 160. | Приутюживание складок | П | 4 | 55 | 103,07 | Cs – 371 | |||||
| Итого по операции |
|
| 270 | 90 | 106,7 | 508,22 | 0,9 | 1 | |||
| 42. | 83. | Высекание уголков, вывертывание бретелек | Р | 3 | 12 | 20,36 | ножницы | ||||
| 107. | Приутюживание верхнего среза сарафана | П | 4 | 50 | 94,22 | Cs – 371 | |||||
| 120. | Заутюживание вытачек задних половинок брюк | П | 4 | 10 | 18,85 | Cs – 371 | |||||
| 131. | Приутюживание застежки | П | 4 | 18 | 33,92 | Cs – 371 | |||||
| 133. | Разутюживание припусков бокового шва | П | 4 | 55 | 103,64 | Cs – 371 | |||||
| 135. | Разутюживание припусков шагового шва | П | 4 | 45 | 84,8 | Cs – 371 | |||||
| 137. | Разутюживание припусков среднего шва брюк | П | 4 | 55 | 103,64 | Cs – 371 | |||||
| 139. | Высекание уголков, вывертывание концов пояса | Р | 3 | 10 | 16,97 | ножницы | |||||
| 163. | Высекание уголков, вывертывание концов пояса | Р | 3 | 10 | 16,97 | ножницы | |||||
| Итого по операции |
|
| 265 | 88 | 108,7 | 389,73 | 0,9 | 1 | |||
| 43. | 84. | Застрачивание бретелек | См | 4 | 100 | 188,44 | 852x38 | ||||
| 140. | Притачивание пояса с вкладыванием шлевок | См | 4 | 85 | 160,18 | 852x38 | |||||
| 161. | Притачивание пояса к верхнему срезу юбки | См | 4 | 80 | 150,75 | 852x38 | |||||
| Итого по операции |
|
| 262 | 87 | 109,9 | 499,37 | 0,9 | 1 | |||
| 44. | 108. | Чистка сарафан | Р | 3 | 50 | 84,84 | щетка | ||||
| 112. | Намечание место расположение петель | Р | 3 | 20 | 33,94 | Лекало | |||||
| 114. | Намечание место расположение пуговиц | Р | 3 | 20 | 33,94 | лекало | |||||
| 144. | Чистка брюк | Р | 3 | 50 | 84,84 | щетка | |||||
| 147. | Намечание места расположения петли | Р | 3 | 20 | 33,94 | лекало | |||||
| 149. | Намечание места расположения пуговицы | Р | 3 | 20 | 33,94 | лекало | |||||
| 168. | Намечание место расположения петли | Р | 3 | 20 | 33,94 | лекало | |||||
| 170. | Намечание место расположения пуговицы | Р | 3 | 20 | 33,94 | лекало | |||||
| Итого по операции |
|
| 265 | 88 | 108,7 | 373,32 | 0,9 | 1 | |||
| 45. | 109. | Приутюживание полочки | П | 4 | 40 | 75,38 | Cs – 371 | ||||
| 110. | Приутюживание спинки | П | 4 | 40 | 75,38 | Cs – 371 | |||||
| 111. | Приутюживание юбки | П | 4 | 50 | 94,22 | Cs – 371 | |||||
| 145. | Приутюживание боковых срезов брюк | П | 4 | 30 | 56,53 | Cs – 371 | |||||
| 146. | Приутюживание пояса и низа брюк | П | 4 | 45 | 84,80 | Cs – 371 | |||||
| 165. | Приутюживание переднего полотнища юбки | П | 4 | 30 | 56,53 | Cs – 371 | |||||
| 166. | Приутюживание заднего полотнища юбки | П | 4 | 30 | 56,53 | Cs – 371 | |||||
| 167. | Приутюживание верхнего среза юбки | П | 4 | 25 | 47,11 | Cs – 371 | |||||
| Итого по операции |
|
| 290 | 97 | 102,9 | 546,48 | 1 | 1 | |||
| 46. | 75. | Обметывание петель | См | 5 | 135 | 294,46 | 62761‑Р‑3 | ||||
| 113. | Обметывание петель | См | 5 | 45 | 98,16 | 62761‑Р‑3 | |||||
| 148. | Обметыва6ние петли брюк | См | 5 | 45 | 98,16 | 62761‑Р‑3 | |||||
| 169. | Обметывание петли | См | 5 | 45 | 98,16 | 62761‑Р‑3 | |||||
| Итого по операции |
|
| 270 | 90 | 106,7 | 588,94 | 0,9 | 1 | |||
| 47. | 77. | Пришивание пуговиц | См | 5 | 180 | 392,61 | Cs – 600 | ||||
| 115. | Пришивание пуговиц | См | 5 | 35 | 76,34 | Cs – 600 | |||||
| 150. | Пришивание пуговицы | См | 5 | 25 | 54,53 | Cs – 600 | |||||
| 171. | Пришивание пуговицы | См | 5 | 25 | 54,53 | Cs – 600 | |||||
| Итого по операции |
|
| 265 | 88 | 108,7 | 578,01 | 0,9 | 1 | |||
| 48. | 172. | Контроль качества юбки, сарафана, брюк | Р | 5 | 291 | 97 | 99 | 634,73 | 1 | 1 | - |
| 49. | 173. | Комплектование костюма | Р | 5 | 112 | 244,30 | - | ||||
| 176. | Упаковка костюма | Р | 5 | 150 | 327,18 | - | |||||
| Итого по операции |
|
| 262 | 87 | 109,9 | 571,48 | 0,9 | 1 | |||
| 50. | 174. | Вкладывание в пакет пуговицы, запасного кусочка основной ткани и прикрепление к костюму | Р | 5 | 210 | 458,05 | - | ||||
| 175. | Навешивание твердой маркировки | Р | 5 | 60 | 130,87 | - | |||||
| Итого по операции |
|
| 270 | 90 | 106,7 | 588,92 | 0,9 | 1 | |||
| Итого по потоку: | 14605 | 4868 | 5061,6 | 27902,83 | 49,5 | 50 | |||||
2.6 Анализ схемы разделения труда
2.6.1 Схема движения деталей по рабочим местам
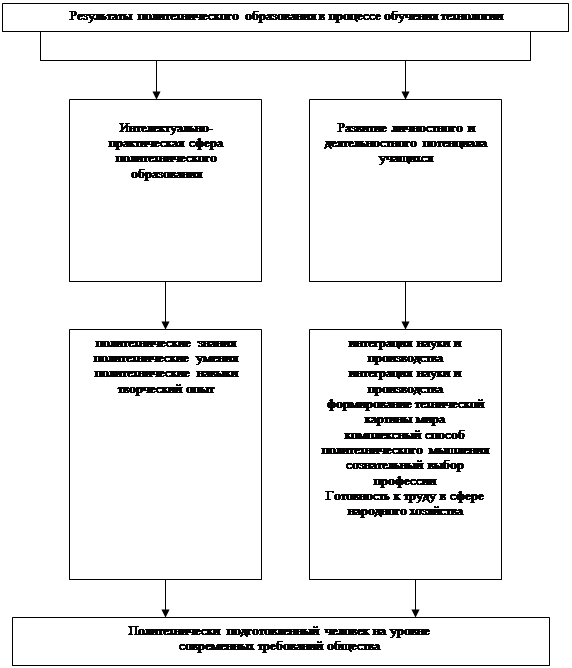
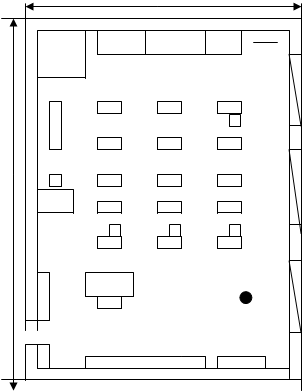
Монтажный график наглядно выявляет структуру потока, последовательность движения в потоке, дает возможность установить порядок перемещения полуфабрикатов по группам, а также произвести размещение рабочих мест на плане цеха.
По монтажному графику данного потока (Графическая работа №2) видно, что процесс изготовления жакетов разделен на подготовительную, заготовительную, монтажную и отделочную секции, следовательно, поток является секционным. А процесс изготовления сарафана, юбки и брюк объединен в единый поток.
По графику видно, что полуфабрикаты движутся равномерно и прямолинейно с помощью различных транспортных средств.
Похожие работы
... »; - провести диагностику усвоения материала; - закрепить полученные знания, умения и навыки. Гипотеза: При обучении учащихся вязанию на спицах реализуются политехнические основы технологической подготовки школьников посредством сочетания обучения с производительным трудом. На контрольно-итоговом этапе ставятся следующие задачи: Определить результат сформированности знаний и умений учащихся ...

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... , бригаде формируются неформальные контактные объединения, которые преследуют цель удовлетворения сходных индивидуальных потребностей в общении, обмене информацией, взаимопомощи, решении общих задач. Глава 2. Развитие предпринимательской культуры на уроках технологии в общеобразовательных школах 2.1 Образовательная программа «Технология» как основа для развития предпринимательской культуры ...



... верхних и для нижних утюгов) Для внутри процессной и окончательной ВТО 1100 200 в, 0,2 кВТ/час 120-190 Ш 1200-1500 Г1245 В 1330 4.3 Выбор вариантов методов обработки для заданного узла модели изделия Рисунок № 8 Узел № 1. Рисунок № 9Узел № 2. Рисунок № 10Узел № 3 5. Разработка технологической документации 5.1 Разработка технологической ...
0 комментариев